

2. ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ.
1 Выбор и характеристика заданного типа производства.
В машиностроении различают три основных типа производства: массовое серийное и единичное. В свою очередь серийный тип принято подразделять на крупносерийное и мелкосерийное производство.
Для определения типа производства можно пользоваться показателем коэффициента закрепления операции или специализации.
В условиях серийного производства рассчитываются следующие календарно-плановые нормативы:
Количество деталей в партии по упрощенному способу можно определить по формуле
N — годовой объем выпуска детали-представителя; шт
Ф – число рабочих дней в плановом периоде дни;
t – число дней на которые необходимо иметь запас деталей для бесперебойной работы сборочного цеха.
-3 дня для крупных деталей ;
-7 –дня для средних деталей;
-10 дней для мелких деталей.
Суточный выпуск деталей можно определить по формуле:
N сут = 670041 = 163 дет.
Период запуска – выпуска партии деталей в производство (ритм серийного производства ) можно определить по формуле:
Количество запусков партии деталей в плановом периоде можно определить по формуле:
обозначения прежние
Необходимо откорректировать
расчетное Sn к нормативному (4;6; 12; 24)
ОРГАНИЗАЦИОННЫЙ РАЗДЕЛ.
1 Определение потребного количества оборудования его загрузка
Расчет фондов времени за год можно определить следующим образом
Номинальный фонд времени.
Fн=(Дк-Дв-Дпр)·S·Дсм
где — количество календарных дней в периоде дней;
— количество праздничных дней в периоде дней;
— количество выходных дней в периоде дней;
S — количество смен;
Дсм — продолжительность одной смены час.
Fн=(365-14-104)·2·8=3952 час.
Действительный фонд времени работы оборудования.
где — коэффициент простоя оборудования
Fд 2 месяца = 5928 час.
Определение потребного количества оборудования.
где — коэффициент выполнения норм . Принимается .
N — производственная программа
На некоторых операциях используется коэффициент догрузки предполагающий догрузку оборудования подобными изделиями.
Операция 005 Токарная с ЧПУ (1А7434Ф3)
Операция 010 Токарная с ЧПУ (16К20Ф3С32)
Операция 015 Токарно – винторезная с ЧПУ (1716ПФ3)
Операция 020 Токарно – винторезная с ЧПУ (1716ПФ3)
Операция 040 Зубофрезерная (53А20)
Операция 045 Шлицефрезерная (5А352ПФ2)
Операция 055 Зубозакругляющая (5Е580)
Операция 060 Зубофрезерная (5306П)
Операция 065 Зубошевинговальная (5702В)
Операция 095 Торцекруглошлифовальная (3Т161Д)
Операция 100 Круглошлифовальная с ЧПУ (3М151Ф3)
Операция 105 Круглошлифовальная (3Т160)
Операция 110 Внутришлифовальная (3К225В)
Общее принятое количество станков – 15
Коэффициент загрузки оборудования:
Средний коэффициент загрузки оборудования.
Определение средней загрузки оборудования по участку.
Составление ведомости оборудования:
Таблица 4.1 – Ведомость оборудования.
Стоимость оборудования т.р.
Токарный с ЧПУ 1А734Ф3
Токарный с ЧПУ 16К20Ф3С32
Токарно – винторезный с ЧПУ 1716ПФ3
Шлицефрезерный 5А352ПФ2
Зубозакругляющий 5Е580
Зубошевинговальный 5702В
Торцекруглошлифовальный 3Т161Д
Круглошлифовальный с ЧПУ 3М151Ф3
Круглошлифовальный 3Т160
Внутришлифовальный 3К225В
2 Расчет и организация многостаночного обслуживания на участке. Состав и расчет количества участков производства с учетом многостаночного обслуживания.
К промышленно-производственному персоналу обслуживающему оборудование относятся основные и вспомогательные производственные рабочие. Рабочие по техническому обслуживанию оборудования как правило включаются в штат цеха.
Для расчета численности работающих на участке определяется действительный фонд времени рабочего:
Fдр = ( Д к – Дв – Дпр ) * s * Дсм * Кпотери где
Кпотери – коэффициент невыходов на работу
Fдр =(365-14-104) 8 1 (1-12100)= 17389 час
Fдр 2 месяца = 2898 час.
Определение количества рабочих по формуле осуществляется по формуле:
R = 670023428986011 = 082 Rпр = 1 чел
R = 67003228986011 = 112 Rпр = 2 чел
5 Токарно – винторезная с ЧПУ
0 Токарно – винторезная с ЧПУ
R = 670031228986011 = 109 Rпр = 1 чел
R = 670078728986011 = 28 Rпр = 3 чел
R = 67009728986011 = 34 Rпр = 4 чел
R = 670024728986011 = 087 Rпр = 1 чел
R = 670024928986011 = 087 Rпр = 1 чел
5 Зубошевинговальная
R = 67003528986011 = 123 Rпр = 2 чел
5 Торцекруглошлифовальная
R = 6700121328986011 = 13 Rпр = 2 чел
0 Круглошлифовальная ч ЧПУ
5 Круглошлифовальная
R = 670033628986011 = 118 Rпр = 2 чел
0 Внутришлифовальная
Общая численность основных производственных рабочих
Всего вспомогательных рабочих:
R всп пр = R контролер + R наладчик + R слесарь
R всп = 3 наладчика + 3 контролера +5 слесарей = 11 чел.
Численность наладчиков определяется по формуле:
R нал = (Спр Нобсл ) S
Нобсл — норма обслуживания станки
Количество АУП и специалистов определяется методом относительной численности:
Для организации работы на участке принимается 1 сменный мастер.
Таблица — Ведомость работающих на участке
Основные производственные рабочие
Вспомогательные рабочие
3 Планировка оборудования и расчет потребных производственных площадей
Площадь участка включает в себя производственную и вспомогательную площадь и бытовые помещения.
Производственная площадь – площадь занятая оборудованием рабочими местами. Производственная площадь определяется исходя из габаритов станков и их количества.
Определим площадь занимаемую каждым станком по формуле:
a и b — соответственно длина и ширина станка м.
Вспомогательная площадь – площадь занятая под проездами вспомогательным оборудованием складами составляет 10% от всей производственной площади.
Общая площадь = Sпр + Sвсп м2
К промышленно-производственному персоналу относятся основные вспомогательные рабочие младший обслуживающий персонал административно управленческий персонал специалисты и служащие.
Таблица 4.3 — Ведомость площади и объема помещения механического участка
Удельная площадь на 1 станок м2
Производственная площадь
Вспомогательная площадь
ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
1 Определение стоимости основных и оборотных фондов участка
Экономическая часть дипломного проекта выполняется с целью расчета всех экономических затрат на производство продукции активное участие в формировании этих расходов принимают основные и оборотные фонды предприятий.
Основные производственные фонды (ОПФ) — это средства труда которые в процесс производства используются многократно постепенно изнашиваются не изменяют свою натуральную форму и переносят свою стоимость на себестоимость продукции по частям в виде амортизационных отчислений.
Классификация основных производственных фондов:
— передаточные устройства;
— силовые машины и оборудование;
— измерительные и регулирующие приборы и устройства не установленные непосредственно на агрегатах и машинах лабораторное оборудование;
— транспортные средства (средства передвижения грузов);
— производственный и хозяйственный инвентарь.
Определяется стоимость здания
где Цпом. — цена помещения за 1 .м3 р.
С зд. = 3432·24600=84427200 руб.
Стоимость оборудования определяется по ведомости оборудования (с учетом доставки установки стоимость которой примем 10 % от стоимости оборудования)
Соб. = Цоб. + 01 ·Цоб р
Соб. = 17253840+17252384001 = 18979224 р.
Стоимость приспособлений можно принять 10% от стоимости оборудования
Спр. = 0118979224=18979224 р.
Стоимость инвентаря (принимается 1% от стоимости оборудования)
Синв. = 001 · 18979224=18979224 р.
Таблица 5.1 -Стоимость основных фондов участка и расчет амортизационных отчислений
Стоимость ОПФ тыс.руб.
Амортизационные отчисления
Расчет амортизационных отчислений выполнен линейным способом исходя из первоначальной стоимости основных фондов и норм амортизации исчисленных с учетом срока полезного использования основных средств.
Оборотные средства-это активы предприятия которые в процессе производства участвуют однократно входят в состав готовой продукции и переносят свою стоимость на себестоимость готовой продукции полностью постоянно изменяя свою натуральную форму.
Оборотные фонды подразделяются на: производственные запасы в состав которых входят сырье основные и вспомогательные материалы топливо и энергия на технологические цели запасные части малоценные и быстроизнашивающиеся предметы покупные полуфабрикаты и комплектующие изделия.
Определяется стоимость основных материалов на производственную программу по формуле:
где m — масса заготовки кг.;
N — готовая программа выпуска шт.;
Цмат = стоимость основных материалов.
В=67007815832=8273830 руб.
Стоимость основных материалов вычисляется с учетом транспортно — заготовительных расходов (5% от стоимости основных материалов).
Стоимость основных материалов в расчете на 1 изделие:
Ц1=78·15832=12349 р.
Определение массы отходов на одно изделие:
— масса заготовки кг.;
— масса отходов кг.;
Определение стоимости отходов на одно изделие:
Сотх=4862·39=18962 р.
Определение стоимости отходов на партию:
Сотх=670018962=1270454 р.
Стоимость материала на одно изделие:
М=12349-18962=104528 р.
Стоимость материалов на программу:
Мпр=6700104528=7003376 р.
Стоимость вспомогательных материалов на одно изделие начисляется как 1% от стоимости материала.
Мвсп1=104528·001=1045 р.
Мвсп=67001045=70015 р.
Расчёт потребности во всех видах энергии.
По формуле определяется стоимость потребной силовой энергии:
где — суммарная мощность эл. двигателей кВт;
— действительный фонд времени работы оборудования ч;
— средний коэффициент загрузки оборудования;
— коэффициент учитывающий одновременную работу электродвигателей;
— коэффициент учитывающий потери энергии в сети;
— коэффициент учитывающий потери энергии в двигателе;
Ц — цена 1 кВт энергии р.
Стоимость осветительной энергии:
где — осветительный период ч.;
S — площадь участка кв.м.;
— норма освещения кВтч. (002 кВтч)
Ц — цена 1 кВт энергии р.;
Стосв. = 350002343237 = 88889 р.
Определение стоимости воды на бытовые нужды:
где — количество рабочих дней в периоде ;
R- численность всех работающих на участке чел.;
— норма потребления воды л.;
Ц — цена 1т. воды для бытовых нужд р..
Определение стоимости воды для технических нужд:
где — годовой расход води на один станок м3.
— коэффициент загрузки оборудования;
m — число смен работы оборудования;
К — количество оборудования работающего с водой на технические цели; шт.
— стоимость 1 м3. технической воды р.
С т.в. = 00659286059286 = 3601 р.
Определение стоимости сжатого воздуха:
где — количество станков с пневматическими зажимами;
— количество станков с применением обдувки;
q — расход сжатого воздуха на один станок с пневматическим зажимом (01 м3.ч.);
q’- расход сжатого воздуха на один станок с обдувкой (1 м3.ч.)
— цена 1.м3. сжатого воздуха р.
С ст.в. = 5928059150115122 = 960 р.
Определение стоимости отопления:
где — удельный расход теплоты
— отопительный период 4320 ч. за год;
V- объем помещения м3.
Ц- цена горячей воды за 1т. р.
Определение стоимости энергетических ресурсов на технологические цели на программу:
С эр. = 181845+3601+960=186406 р.
Определение стоимости энергетических ресурсов на 1 деталь:
Определение стоимости материальных затрат на программу с учетом осветительной энергии воды на бытовые нужды и отопление:
Определение затрат на осветительную энергию воды на бытовые нужды отопление:
Ст=Сосв+Ст.вб+Сtwo=88889+86906+126316=2221109 р
2 Определение фонда оплаты труда для работающих на участке.
Определение ФОТ основных рабочих:
Прямой ФОТ о. р = Р сд N руб.
Прямой ФОТ = 67007972 = 534124 р.
5 Рсд=23496660=38 руб.
0Рсд = 3296660=52 руб.
5 Рсд = 3296660=52 руб.
0 Рсд = 31296660=502 руб.
0 Рсд = 78788460=116 руб.
5 Рсд = 9796660=156 руб.
5 Рсд = 24788460=36 руб.
0 Рсд = 24988460=37 руб.
5 Рсд = 3588460=52 руб.
5 Рсд = 121388460=54 руб.
0 Рсд = 3296660=52 руб.
5 Рсд = 33688460=50 руб.
0 Рсд = 3588460=52 руб.
Расчет основного ФОТ основных рабочих
ФОТ о.р. = ФОТ пр Кд где
Кд – коэффициент доплаты за условия труда
ФОТ осн = 185 534124 = 988129 руб.
Расчет общего ФОТ основных рабочих
ФОТ о.р. = ФОТ осн Кд
где Кд – коэффициент доплаты за отпуск
ФОТ общ = 988129 13 = 1284568 руб.
Определение ФОТ вспомогательных рабочих:
Прямой Фот всп = Тс Fдр R всп. р. где
Fдр – фонд рабочего времени;
Rвсп. р. – количество вспомогательных рабочих
ФОТ пр = 1128987129 =227258 руб.
Основной ФОТ вспомогательных рабочих
ФОТвсп = ФОТпр Кдопл
ФОТ = 227258 16= 363613 руб.
Общий ФОТ вспомогательных рабочих
ФОТвсп = 13 363613= 472697 руб.
ФОТ спец = 2116100=32200 руб.
ФОТ общ = 1932200=61180 руб.
Расчет общего ФОТ по всем категориям работающих:
ФОТ = ФОТ общ осн. р. + ФОТ общ. Всп. р. + ФОТ общ.АУП
ФОТ = 1284568+472697+61180 = 1818445 руб.
Определение заработной платы по категориям:
Где R – численность в соответствующей категории; чел
Тпл – плановый период месяц.
Вспомогательные рабочие:
3 Расчет общехозяйственных и общепроизводственных расходов.
К общепроизводственным расходам относятся: амортизация зданий и сооружений цехового назначения; амортизация основных фондов; заработная плата вспомогательных рабочих и административно управленческого персонала с отчислениями на социальные нужды; расходы по охране труда и т.п.
Таблица 5.2 — Смета общепроизводственных расходов
Наименование статьи затрат
Амортизация оборудования
Содержание оборудования
Затраты на энергетические ресурсы
Содержание специалистов и вспомогательных рабочих
Отчисления на социальное страхование:
Вспомогательных рабочих
Износ инструментов и приспособлений сроком эксплуатации до 12 месяцев
50 р. в расчете на 1-го основного рабочего
Амортизация приспособлений и инвентаря
Расходы на рационализаторство изобретательство
00 р. в расчете на 1-го работающего
Расходы по охране труда и технике безопасности
00 р. на 1-го работающего
Итого общепроизводственные расходы
Процент общепроизводственных расходов:
где ОР — сумма общепроизводственных расходов;
— основной фонд оплаты труда основных рабочих.
Общепроизводственные расходы на 1 деталь:
Общехозяйственные расходы — комплексная статья затрат в ее состав входит заработная плата управленческого персонала всего завода; амортизация зданий сооружений о6орудования производственного назначения и т.д.
Общехозяйственные расходы составляют 350% от ФОТосн.осн рабочих.
Общехозяйственные расходы на участке составят:
РО = 35·988129=3458452 р.
Общехозяйственные расходы на 1 деталь:
4. Определение себестоимости детали составление калькуляции и сметы затрат на производство детали.
Себестоимость продукции — затраты связанные с производством и реализации продукции. Классификация по ряду признаков:
По способу отнесения затрат на себестоимость — прямые косвенные;
По степени участия в производственном процессе — основные накладные;
В зависимости от объема — условно-переменные и условно-постоянные;
В зависимости от состава — простые (элементные) и сложные (комплексные).
При определении себестоимости изделия используется группировка затрат которая называется калькуляцией.
Расходы на продажу включают в себя затраты на упаковку доставку до станции отправления оплату дилеров посредников и других расходов.
Определение себестоимости детали по статьям калькуляции и экономическим элементам.
Таблица 5.3 — Калькуляция детали
Сырье и основные материалы
Транспортные расходы
Вспомогательные материалы
Энергетические ресурсы
Итого материальные затраты
Основная заработная плата рабочих
Дополнительная заработная плата рабочих
% от ЗП основных рабочих
Отчисление на социальное страхование
Общепроизводственные расходы
Общехозяйственные расходы
Итого производственная себестоимость
% от произ. себестоимости
Итого полная себестоимость
% от полной себестоимости
Таблица 5.4 – Смета затрат на производство
Материальные затраты
Расходы на оплату труда
Отчисления на социальные нужды
Амортизация основных фондов
5 Сводная ведомость показателей деловой активности.
Таблица 5.5 – Основные технико-экономические показатели деловой активности участка
Наименование показателя
Программа выпуска шт
Товарная продукция в оптовых ценах р.
Средняя загрузка оборудования %
Общая мощность эл. двигателей кВт·ч
Общая численность работающих чел:
Основных производственных рабочих
Среднемесячный доход р.
— 1 основного рабочего;
— 1 вспомогательного рабочего;
— 1 сменного мастера
Общая трудоемкость нормо-час
Производительность труда
Фондовооруженность руб.чел
Коэффициент использования материала
Рентабельность изделия %
Рентабельность продаж %
Товарная продукция определяется по формуле:
ТП=Цопт N = 6700 310825 = 20825275 руб.
Общая трудоемкость рассчитывается
Производительность труда рассчитывается
Фондовооруженность рассчитывается:
Коэффициент использования материла рассчитывается по формуле:
Прибыль определяется по формуле:
Пб=Пб1N =51804 6700 = 3470868 р.
Рентабельность изделия рассчитывается по формуле:
Рентабельность продаж рассчитывается по формуле:
Фондоотдача определяется по формуле:
1 Технико – экономическое обоснование деловой эффективности проекта.
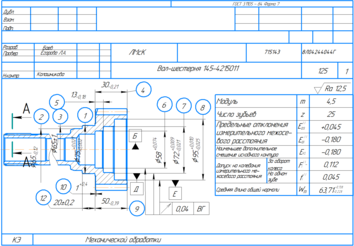
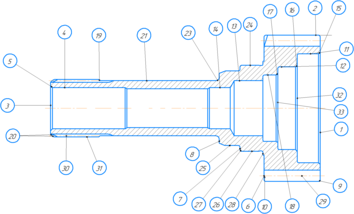
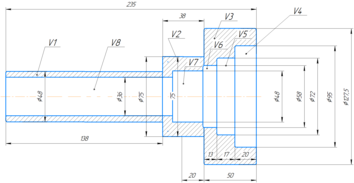
На спроектированном механическом участке изготавливается деталь «Вал-шестерня» 145-4215011.
Программа участка – 32500программа детали – 6700 шт.
Для изготовления деталей необходимо 26 единиц оборудования из них 15 единиц металлорежущие станки. Средняя загрузка оборудования на участке 59%.
Для выполнения заданной программы деталей необходимо 37 человек из них 25 человек основные рабочие 11 человек вспомогательные рабочие и 1 человек сменный мастер. Среднемесячный доход 1 основного рабочего 25691 руб.1 вспомогательного рабочего 21486 руб. 1 сменного мастера 30590 руб.
Общая трудоемкость изготовления программы деталей 56057 час.
Производительность 1 основного рабочего 833011 руб.чел. Коэффициент использования материала Ким=05
Оптовая цена 1 детали 310825 руб.
Прибыль от реализации программы деталей 3470868 руб. Общая площадь участка 3432 м2. Фондовооруженность характеризует оснащенность работников основными производственными фондами Фв = 2851193 руб.чел.

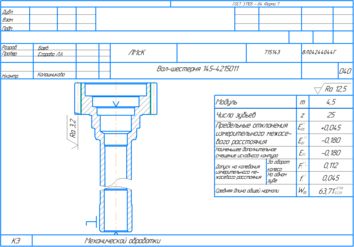
Нитроцементировать h0
Поверхности зубьев 57 64 HRCэ
поверхности шлицев 51min HRCэ
остальные обработанные поверхности 47min HRCэ.
Не допускаются на поверхностях трещины
забоины и др. дефекты.
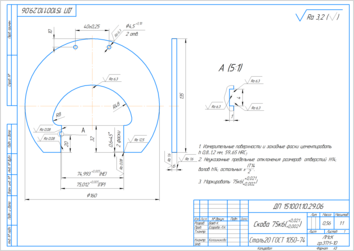
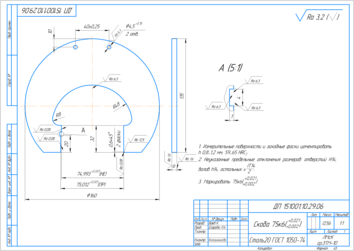
Размеры для справок.
Контроль шлицев должен производится по элементам и комплексным
Заточка на одном из зубьев для проверки твердости ядра и глубины
Маркировать ДП 151.001.10.29.01
Неуказанные штамповочные уклоны 7
Неуказанные радиусы закруглений 3 5 мм.
Класс точности — Т4 ГОСТ 7505-89.
Степень сложности — С3.
Исходный индекс — 15.
Допускаемая величина смещения по
поверхности разъема штампа 0
Допускаемая величина остаточного облоя 1
Допускаемая величина высоты заусенца на
поковке по контуру обрезки облоя 5 мм.
Поверхность очистить от окалины дробью.
*Размер обеспечить инструментом.
Маркировать ДП 151001.10.29.02
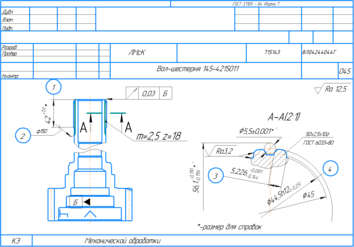
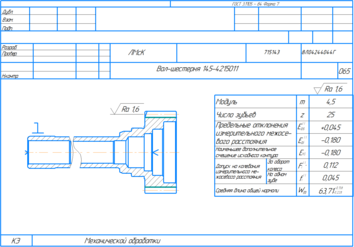
Нормальный исходный контур
Коэффициент смещения
Степень точности по ГОСТ 1643-81
Предельные отклонения изме-
рительного межосевого рас-
Наименьшее дополнительное
смещение исходного контура
Допуск на колебания
Суммарное пятно кон-
Диаметр основной окружности
Средняя длина общей нормали
Измерительные разме-
ДП 151001.01.08.00.01
ДП 151001.01.08.00.02

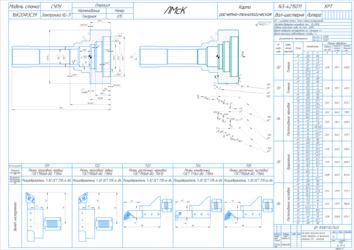
Операция 035 — Зубофрезерная
Станок модели — 5306П — зубофрезерный
Предельные отклонения
измерительного межосе-
Наименьшее дополнительное
смещение исходного контура
Допуск на колебания
Средняя длина общей нормали
Фреза червячная ф125
Операция 100 — Круглошлифовальная с ЧПУ
Станок модели — 3М153ВФ2 — круглошлифо-
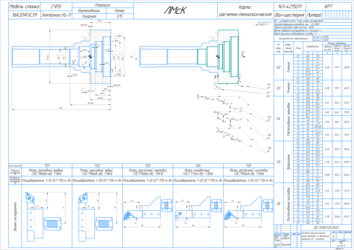
Расчётно-технологическая
карта обработки на выполнение
опереации 015 — токарная
расчетно-технологическая
ИТ — исходная точка. Точка смены инструмента
Частота вращения шпинделя
Подача холостого хода
Время поворота инструмента на 1 позицию 1 с
Время фиксации револьверной головки 1 с
Дискретность перемещения
Растачивание черновое
Растачивание чистовое
Резец проходной правый
Резец проходной левый
Резец расточной черновой
Резец расточной чистовой
Резцедержатель 1-30 ОСТ П15-4-84
Резцедержатель 1-30 ОСТ П15-6-84
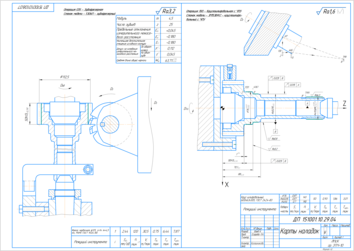
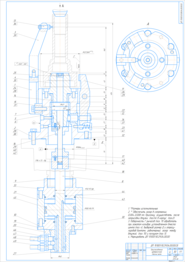
ДП 151001.10.29.04.00.00.СБ
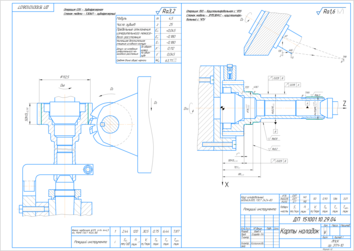
*Размеры исполнительные.
Обеспечить зазор в сопряжении
8 мм. Пригонку осуществлять после
заприсовки втулки (поз.14) в корпус (поз.2).
Поверхность Г рычагов (поз. 11) обработать
установленном вместо
выдержав размер Д и отрегу-
лировав винтами равномерный зазор между
втулкой (поз. 15) и ползуном (поз. 5).
Маркировать ДП 151001.10.29.04.00.00
ДП 151001.01.08.04.00.00.СБ
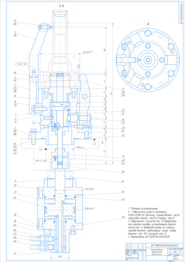
Сталь20 ГОСТ 1050-74
Измерительные поверхности и заходные фаски цементировать
Неуказанные предельные отклонения размеров: отверстий
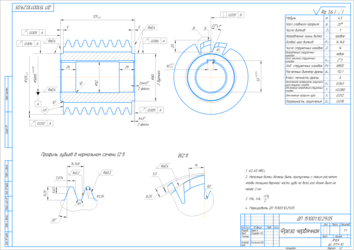
Неполные витки должны быть притуплены с таким расчетом
чтобы толщина верхней части зуба по всей его длине была не
Маркировать ДП 151001.10.29.05
Угол главного профиля
Направление линии витка
Число стружечных канавок
Направление стружечных
Угол наклона стружечных
Ход стружечных канавок
Расчетный диаметр фрезы
Класс точности фрезы
Накопленная погрешность окружного
шага окружных канавок
Отклонение направления стружечных
Отклонение профиля зуба
Погрешность зацепления
Профиль зубьев в нормальном сечени (2:1)


ДП 151001.01.08.05.00.00.СБ
Размер исполнительный.
Контролируемые параметры.
Маркировать ДП 151001.01.08.05.00.00
спецефик для контрольного.doc
ДП 151001.01.08.04.00.00.СБ
ДП 151001.01.08.04.01.00.СБ
ДП 151001.01.08.04.02.00.СБ
Передача индикаторная
ДП 151001.01.08.04.00.01
ДП 151001.01.08.04.00.02
ДП 151001.01.08.04.00.03
ДП 151001.01.08.04.00.04
ДП 151001.01.08.04.00.05
ДП 151001.01.08.04.00.06
ДП 151001.01.08.04.00.07
ДП 151001.01.08.04.00.08
ДП 151001.01.08.04.00.09
ДП 151001.01.08.04.00.10
ДП 151001.01.08.04.00.11
ДП 151001.01.08.04.00.12
ДП 151001.01.08.04.00.13
ДП 151001.01.08.04.00.14
ДП 151001.01.08.04.00.15
ДП 151001.01.08.04.00.16
ДП 151001.01.08.05.00.00
Винт ВМ5-8g x20.58.05
Кольцо А20 ГОСТ 13942-86

Спроектировать участок
механического цеха для обработки
детали-представителя «Вал-шестерня
Спроектировать участок
механического цеха для
представителя «Вал-шестерни
Комплект документов на
единичный технологичес-
кий процесс механической
Деталь вал-шестерня 145-4215011
ДП151001.10.29.05.00.00.
Приспособление зубофасочное
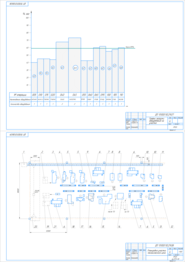
Планировка оборудования
График загрузки, план участка.doc
Конвейер стружкоуборочный винтовой
Бункер для заготовок
Полуавтомат токарный с ЧПУ 1А734Ф3
Станок токарный патронно-центровой 16К20Ф3С32
Зубофрезерный полуавтомат 53А20
Шлицефрезерный горизонтальный полуавтомат 5А352ПФ2
Станок зубозакругляющий 5Е580
Зубофрезерный полуавтомат 5306П
Станок зубошевинговальный 5702В
Торцекругло-шлифовальный врезной автомат 3Т161Д
Круглошлифовальный автомат с ЧПУ 3М151Ф2
Станок круглощлифовальный 3Т160
Станок внутришлифовальный 3К225В
Бункер готовой продукции
Кран мостовой одноблочный
Планировка участка механического цеха
спецефик для приспособление зубофасочное.doc
ДП 151001.10.29.04.00.00.СБ
ДП 151001.10.29.04.00.CБ
ДП 151001.10.29.04.00.01
ДП 151001.10.29.04.00.02
ДП 151001.10.29.04.00.03
ДП 151001.10.29.04.00.04
ДП 151001.10.29.04.00.05
ДП 151001.10.29.0400.06
ДП 151001.10.29.04.00.07
ДП 151001.10.29.04.00.08
ДП 151001.10.29.04.00.09
ДП 151001.10.29.04.00.10
ДП 151001.10.29.04.00.11
ДП 151001.10.29.04.00.12
ДП 151001.10.29.0400.13
ДП 151001.10.29.04.00.14
ДП 151001.10.29.04.00.15
ДП 151001.10.29.04.00.16
ДП 151001.10.29.04.00.17
ДП 151001.10.29..04.00.18
ДП 151001.10.29.04.00.19
ДП 151001.10.29.04.00.00
ДП 151001.10.29..04.00.20
ДП 151001.10.29.04.00.21
ДП 151001.10.29.04.00.22
ДП 151001.10.29.04.00.23
ДП 151001.10.29.04.00.24
ДП 151001.10.29.04.00.25
ДП 151001.10.29.04.00.26
Болт М12-6g x40.58.05
Винт BM16-6g x40.14H.05
Винт М10-6g x20.58.05
(d-04xD5xHo-23xt-183)
9(d-10xD-13xHo-47xt-4732)
Гайка накидная 10-22
Труба ДКРНМ 10 х1НДМ2
ДП 151001.10.29.00.00
Предельные отклонения
измерительного межосе-
Наименьшее дополнительное
смещение исходного контура
Допуск на колебания
Средняя длина общей нормали
ГОСТ 3.1105 — 84 Форма 7
Механической обработки
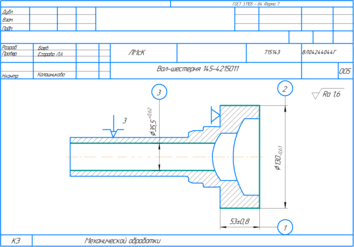
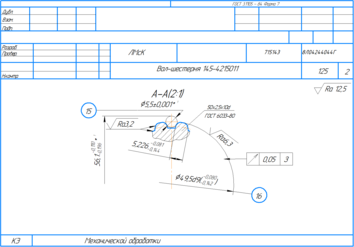
Вал-шестерня 145-4215011
ГОСТ 3.1105 — 84 Форма 7
Механической обработки
Вал-шестерня 145-4215011
*-размер для справок
Наименование операции
Сталь 25ХГТ ГОСТ 4543-71
Оборудование устройство ЧПУ
Обозначение программы
Установить заготовку закрепить. Выставить инструмент относительно баз приспособления точностью 005 мм.
6100 ХХХХ Патрон 3-х кулачковый кулачки К9687-4204005
Точить торец в размер 1 точить пов-ть в р-р 2 напроход.
1895 ХХХХ Резец токарный проходной левый черновой с механическим креплением пластины ГОСТ 19056-80 Т15К10 395245ХХХХ резцедержатель
Центровать отверстие 3.
1895 ХХХХ Сверло центровочное комбинированное ф63 ГОСТ 14952-75 Р6М5 39 1782ХХХХ патрон для сверла.
Сверлить отверстие 3.
1895 ХХХХ Сверло ф20 2301-0069 ГОСТ Р6М5 10903-77 39 1782ХХХХ патрон для сверла.
Механической обработки
1895 ХХХХ Сверло ф355 2301-0123 ГОСТ 10903-77 Р6М5 39 1782ХХХХ патрон для сверла.
Снять заготовку. Контроль размеров.
3311 ХХХХ Штангенциркуль ШЦ-1-250-01 ГОСТ 166-80
Наименование операции
Сталь 25ХГТ ГОСТ 4543-71
Оборудование устройство ЧПУ
Обозначение программы
Зубофрезерный -полуавтомат 53А20
Установить заготовку закрепить. Выставить инструмент относительно баз приспособления точностью 005 мм.
6100 ХХХХ Наладка зубофрезерная.
Фрезеровать зубья согласно таблице эскиза.
1895 ХХХХ Фреза червячная ф125 z=14 m=45 мм Р6М5 ГОСТ 9324-80 39 1782ХХХХ оправка для фрезы.
Снять заготовку. Контроль размеров.
3311 ХХХХ приспособление при станке Межосиметр МЦ-400.0001 эталон.
Механической обработки
Наименование операции
Сталь 25ХГТ ГОСТ 4543-71
Оборудование устройство ЧПУ
Обозначение программы
А352ПФ2 – шлицефрезерный горизонтальный полуавтомат
Установить заготовку закрепить. Выставить инструмент относительно баз приспособления точностью 005 мм.
6100 ХХХХ Наладка при станке.
Фрезеровать шлицы выдержав размеры 1-4.
1895 ХХХХ Фреза червячная шлицевая ф70 мм ГОСТ 9489-37
Снять заготовку. Контроль размеров.
3311 ХХХХ Штангенциркуль ШЦ-1-250-01 ГОСТ 166-80 Скоба ф445-025. колибр-кольцо шлицевый комплексный 9566-2122.
Механической обработки
Наименование операции
Сталь 25ХГТ ГОСТ 4543-71
Оборудование устройство ЧПУ
Обозначение программы
Полуавтомат зубошевинговальный 5702В
Установить заготовку закрепить.
6100 ХХХХ Наладка при станке.
Шевинговать зубья согласно эскиза.
1895 ХХХХ Шевер дисковый 180 m=45 Р18 ГОСТ 8570-80.
Снять заготовку. Контроль размеров.
3311 ХХХХ Штангенциркуль ШЦ-1-250-01 ГОСТ 166-80 Центр грибковый 9572-3157 колесо измерительное 9588-1742.
Механической обработки
«Вал-шестерня» 145-4215011
Сталь 25Х ГТГОСТ 4543-71
Код и наимен. операции
Обозначение документа
Код наименование оборудования
5 4233 Токарная с ЧПУ ИОТ№ 63
0 4233 Токарная с ЧПУ ИОТ№ 63
5 4233 Токарно-винторезная с ЧПУ ИОТ№ 63
0 4233 Токарно-винторезная с ЧПУ ИОТ№ 63
5 0108 Слесарная ИОТ №84
0 0108 Моечная ИОТ № 84
Механической обработки
5 0220 Контрольная ИОТ№31
0 4165 Зубофрезерная ИОТ№73
5 4165 Шлицефрезерная ИОТ №73
5 4156 Зубозакругляющая ИОТ№ 73
0 4165 Зубофрезерная ИОТ№73
«Вал вторичный» Т25-1701252-Д
Сталь 45Х ГОСТ 4543-71
5 4157 Зубошевинговальная ИОТ№ 73
0 0220 Контрольная ИОТ№31
5 5030 Термическая ИОТ № 76
Наименование детали сб.единицы или материала
0 4256 Зубообкаточная
5 4146 Торцекруглошлифовальная ИОТ № 76
0 4125 Круглошлифовальная с ЧПУ ИОТ№76
5 4125 Круглошлифовальная с ЧПУ ИОТ№76
0 4125 Внутришлифовальная с ЧПУ ОТ№76
ГОСТ 3.1502-85 Форма 2
«Вал-шестерня» 145-4215011
Наименование операции
Наименование марка материала
Сталь 25ХГТ ГОСТ 4543-71
Наименование оборудования
Контролируемые параметры
Наименование средств ТО
Образцы шероховатости ГОСТ 9378-75
Размер 3 10 11 12 14
Штангенциркуль ШЦ-I -125-01 ГОСТ 166-80
Калибр-пробка ПР ф58Н9(+0074) 8136-0003 Н9 ГОСТ14815-69
Калибр-пробка НЕ ф58Н9(+0074) 8136-0103 Н9 ГОСТ14815-69
Калибр-пробка ПР ф72К7() 8136-0010 Н9 ГОСТ14815-69
Калибр-пробка НЕ ф72К7() 8136-010 Н9 ГОСТ14815-69
Калибр-пробка ПР ф95К7() 8136-0010 Н9 ГОСТ14815-69
Калибр-пробка НЕ ф95К7() 8136-010 Н9 ГОСТ14815-69
Приспособление контрольное
Калибр-кольцо непроходной поэлементарный 5226()
Технического контроля
Калибр-скоба 8113-5643
Проверить расположение шлиц
Калибр-кольцо шлицевый комплексный
Проверить допуск непостоянства диаметра пов-ти В
Скоба СР75 ГОСТ 11098-75
Проверит допуск радиального биения пов-ей Д и Е
Проверить допуск радиального биения пов-ти В
Прибор ПБ-250 центр грибковый 9572-3156 центр грибковый 9572-3125.
Проверить допуск радиального биения шлиц относительно пов-ти Б
Проверить точность зубчатого венца
Колесо измерительное 9588-1742 Оправка 9588-1922 центр грибковый нижний 9588-1923 верхний 9588-1925
Клеймить годную деталь
образования и науки Российской Федерации
Г(О)БОУ СПО «Липецкий машиностроительный колледж»
Комплект документов на единичный
технологический процесс механической
обработки детали «Вал-шестерня»


ДП 151001.01.08.00.06
Неполные витки должны быть притуплены с таким расчетом
чтобы толщина верхней части зуба по всей его длине была не
Маркировать ДП 151.001.01.08.00.06
Операция 035 — Зубофрезерная
Станок модели — 53А20В — зубофрезерный
Угол главного профиля
Направление линии витка
Число стружечных канавок
Направление стружечных
Угол наклона стружечных
Ход стружечных канавок
Расчетный диаметр фрезы
Класс точности фрезы
Накопленная погрешность окружного
шага окружных канавок
Отклонение направления стружечных
Отклонение профиля зуба
Погрешность зацепления
Предельные отклонения
измерительного межосе-
Наименьшее дополнительное
смещение исходного контура
Допуск на колебания
Средняя длина общей нормали
Операция 085 — Круглошлифовальная с ЧПУ
Станок модели — 3М153ВФ2 — круглошлифо-
Профиль зубьев в нормальном сечени (2:1)






