
Все существующие способы сварки металлов делятся на два типа: в жидкой фазе (плавлением) и в твердой фазе (давлением). Данная технология используется не только для соединения деталей друг с дружкой, но и для наращения слоя на поверхность детали.
- Восстановление деталей с помощью сварки
- Сварка в жидкой фазе
- Сварка в твердой фазе
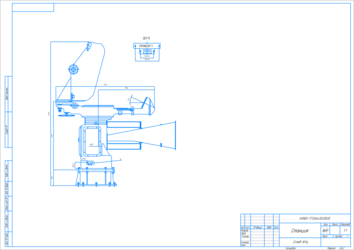
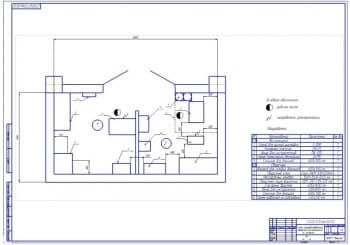
Чертеж плана сварочно-наплавочного участка (формат А2) в масштабе 1:50, размеры 12х6 метра, общая площадь 72 квадратных метра.
Приведены точки рабочих мест, оконные проемы, однопольные двери, перегородки металлопрофиль, места подвода сжатого воздуха и электроэнергии. На листе присутствует таблица эскпликации оборудования.
Сварочно-наплавочный участок предназначен для выполнения операций сварки и наплавки при восстановлении деталей.
Подлежащие сварке и наплавке детали поступают на участок со
склада деталей, ожидающих ремонта, или со слесарно-механического
участка. Работы по сварке и наплавке выполняют на специализированных
(по виду сварки и наплавки) рабочих местах. На сварочно-наплавочном
участке восстанавливают большинство деталей, в том числе блоки и
головки цилиндров, коленчатые и распределительные валы, валы коробок
передач, оси и другие детали. После сварки и наплавки детали поступают
на участки: слесарно-механический, восстановления основных и базовых
деталей, ремонта агрегатов.
Выполнено разделение оборудования по видам выполняемых работ
Дополнительные материалы: на 6 листах в программе Word произведен расчет числа единиц технологического оборудования на сварочно-наплавочном участке и разработан план его размещения (планировка).
Чертеж в программе: Компас 3D V
КФБН 171266. 00ГЧ. cdw
Плакат контроль сварных соединений. cdw
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ ИЗДЕЛИЯ
ПОДСТАВКА РУПОРНОЙ АНТЕННЫ
Утвердил Родионов И. Присадочная проволока
КФБН 171266. frw
*Размеры для справок
Швы II кл. по ОСТ4. 005. 247-82
Остальные ТТ по ОСТ4 ГО. 070. 014
16 Плакат Тех процесс сборки-сварки. cdw
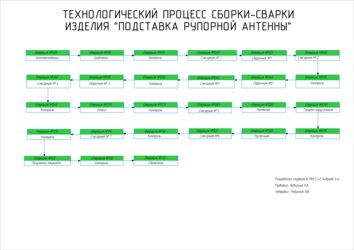
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ-СВАРКИ
ИЗДЕЛИЯ «ПОДСТАВКА РУПОРНОЙ АНТЕННЫ
Утвердил Родионов И.
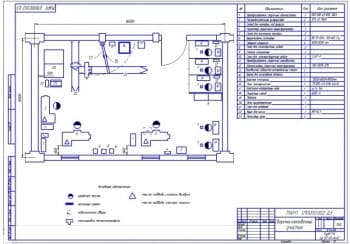
Плакат сборочно-сварочного участка. cdw

Утвердил: Родионов И. ПЛАНИРОВКА СБОРОЧНО-СВАРОЧНОГО УЧАСТКА
ПОДСТАВКИ РУПОРНОЙ АНТЕННЫ
— Подвод холодной воды
— Подвод горячей воды
Шкаф для газовых баллонов
Шкаф для инструментов
Стол для контроля качества
Шкаф для хранения св. материалов
Противопожарный стенд
Сварочное оборудование
16 сварные соединения, контроль качества. cdw
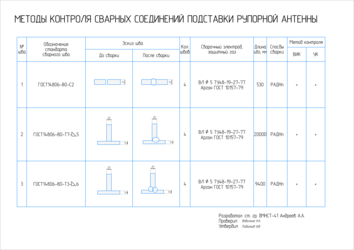
МЕТОДЫ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ПОДСТАВКИ РУПОРНОЙ АНТЕННЫ
МОЯ ОПЕРАЦИОННАЯ КАРТА. frw

Электрод неплавящийся ВЛ
; Присадочная проволока В СВ АМц
Присадочная проволока В СВ АМц
Электрод неплавящийся лантанированный ВЛ
наименование операции
Обозначение документа
наименование оборудования
сб. единицы или материала
ГОСТ 3. 1407-86 Форма 1
) Зачистить сварные швы
Щиток защитный НБТ ГОСТ 12. 035-78
Щетка металическая ГОСТ 12. 3028-82
Молоток ГОСТ 2310-77
) Прихватить и сварить концы дет. поз. 3 согласно чертежу
Аргон газообразный ГОСТ 10157-79
KEMPPI PRO EVOLUTION 5200 TIG+MMA
) Прихватить и приварить дет. поз. 3 к дет. поз. 1 за 3 прохода согласно чертежу
) Прихватить дет. поз. 2; поз. 4 (6 шт. ) к узлу №1 согласно чертежу
Сварные швы,режимы сварки. cdw
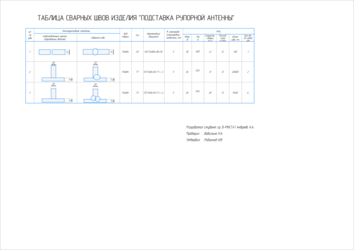
подготовленных кромок
ТАБЛИЦА СВАРНЫХ ШВОВ ИЗДЕЛИЯ «ПОДСТАВКА РУПОРНОЙ АНТЕННЫ
Конструктивные элементы
КФБН 171266. spw

«Файнмеханик-ДЕ» — аккредитованный центр коллективного пользования «Технопарка «Сколково»», специализирующийся на опытно-конструкторском производстве, прототипировании, мелко- и среднесерийном производстве. В связи с открытием сварочного участка в MegaHackspace Сколково приглашаем слесаря-сварщика.
• резка металла, подготовительные работы;
• сварка разнообразных металлических изделий и конструкций с применением технологий: TIG, MIG/MAG, MMA;
• контроль качества сварных соединений;
• выполнение слесарных операций;
• механическая сборка изделий по чертежам;
• поддержание образцового порядка на рабочем месте;
• содержание рабочего места и сварочного оборудования в чистоте;
• контроль наличия расходных материалов, формирование заявок на закупку.
• образование не ниже среднего специального, аттестат сварщика;
• опыт работы, подтвержденный протоколом аттестации сварщика и записью в трудовой книжке;
• опыт работы на механическом производстве;
• умение читать чертежи;
• знание технологий сварки различных сталей и цветных металлов;
• опыт сварки алюминия, нержавеющей стали, титана;
• опыт работы с аргонодуговой сваркой;
• опыт работы на сварочном полуавтомате;
• опыт работы с деталями сложной формы;
• знание и соблюдение всех правил техники безопасности;
• умение планировать сроки выполнения работы;
• самостоятельная работа, нацеленность на результат.
• оформление согласно ТК РФ, заработная плата «белая»;
• режим работы 5/2 с 9:00 до 18:00;
• комфортное современное рабочее место в демонстрационно-производственном центре Технопарка «Сколково»;
• выплата премий;
• обеспечение спецодеждой, инструментом;
• испытательный срок — 3 мес.
Работа с электроинструментом
Работа с чертежами
Планировка участка: где искать помощиКаждый человек любит, когда на его участке не только чисто, но и красиво все обустроено. Но, к сожалению, это не всегда получается. Специалисты компании «ЕМГ-Строй» помогут вам спланировать обустройство участка в максимальной короткий срок. Ведь это первый шаг к созданию усадьбы своей мечты. Собираем информацию для планаПеред тем, как приступить к созданию стиля и тому подобного, необходимо собрать данные о территории и проанализировать ее. Важно изучить:
- рельеф – он задает структуру дизайна, определяет стиль;
- форму – непосредственно отражается на дизайне;
- свойства почвы – позволяет определить тип растений на участке, потребность системы полива;
- уровень грунтовых вод – по результатам принимается решение о дренаже;
- ветер – задает расположение дома, различных построек около него;
- степень освещенности – влияет не только на размещения зданий, но и деревьев, растений.
Полученная информация выступает основой для создания проекта по обустройству территории. Разнообразие типов планированияЗависимо от того, как расположены дома по отношению друг к другу, где находится вход на территорию, выделяют три вида проектирования дизайна:
- Центральная посадка. Данный вариант предусматривает распределение зоны за домом, после — дом и передний двор. Благоустройство участка происходит в аналогичном порядке.
- Глубинная посадка. Сперва строят дом, и только после этого приступают к благоустройству переднего двора.
- Передняя посадка. Встречается очень редко. Ее используют при невозможности обеспечить оптимальный подъезд. Сперва приводя в порядок задний двор и только потом приступают к созданию проекта дома, его возведению.
Тип проектирования позволяет установить пошагово планирование каждой отдельной зоны. Типичные ошибки при планированииЧтобы грамотно спланировать участок, нужно учесть множество нюансов, понимать, какое назначение территории. Именно отсутствие этого является первой ошибкой при обустройстве. К другим ошибкам относят:
- хаотичность размещения построек;
- нарушение дистанции между объектами на территории;
- пренебрежение природными факторами;
- засадка участка деревьями без учета их будущего роста.
Обратитесь к специалистам компании «ЕМГ-Строй». Обустройте свой участок по высшему разряду за доступную цену. Если у вас есть вопросы, задайте их консультантам организации. Контакты указаны на сайте.
Чертеж схемы планировки термического участка А1 с основными размерами, указанием оконных и дверных проемов, обозначенных позиций размещенного оборудования:
- Электрическая печь
- Щит управления печи
- Твердомер конусный по Роквеллу
- Твердомер шариковый по Бринеллю
- Подставка под настольное оборудование
- Станок точильный двухсторонний
- Высокочастотная установка для закалки деталей
- Стеллаж секционный
- Стол
- Камерная высокотемпературная печь
- Щит управления печью
- Ванна для промывки деталей щелочная
- Станок
Дополнительные материалы: Выполнена пояснительная записка на 7 страницах. В записке разработана планировка термического участка предприятия.
В термическом цехе отделения и участки разделяются по назначению и видам обрабатываемых изделий (валы, пружины, инструменты и т. ); массой и формой изделий (крупные, мелкие, плоские и др. ); материалами (сталь, чугун, цветные металлы); видами обработки (термическая, химико-термическая, термомеханическая); технологическими процессами (улучшение, поверхностное закаливание и т. ); видами операций (отжиг, нормализация, очищение и др. Оборудование, планирование, способы механизации таких отделений и участков приспосабливают для оптимального выполнения термических операций.
Годовая программа участка определена, исходя из массы деталей, которым необходима термообработка, с учетом увеличения ее на 10% для выполнения внутренних заказов завода — 515,6.
При ремонте одного двигателя термообработке подвергается 12 кг деталей, на 1т массы машины – 14 кг деталей.
Детали распределяют по видам термической обработки: отжиг и нормализация — 25%, закаливание — 40%, отпуск — 28%, цементация — 7%.
Площадь термического отделения определена с учетом того, что для одной нагревательной печи необходима удельная площадь 25-30 м2.
Печи размещают в одну линию по загрузочной стороне вдоль стен, ванны закалки устанавливают у печей, так чтобы не было встречного движения деталей.
Остальное оборудование выбрано, исходя из условий целесообразности его применения в зависимости от производственной мощности станции.
Площадь станции испытания определяется площадью пола, занимаемого оборудованием, и переходным коэффициентом, учитывающим рабочие зоны, проезды и проходы — 144 м2.
Полы в термическом отделении делают из керамической плитки, мраморной крошки или цементной на бетонной основе. Вентиляция в отделении приточно-вытяжная с 5-6-кратным обменом воздуха. Температура в помещении должна быть не менее 13-16ºС, а относительная влажность воздуха – не более 60%.
Спецификация присутствует на чертеже
В учебном пособии рассмотрены классификация и состав машиностроительных предприятий и цехов, элементы сварочного производства, особенности сварки на монтажной площадке. Приведены типовые схемы и планировки сборочно-сварочных цехов и участков, принципы и методики расчета количества оборудования, численности работающих, потребности в материалах и электроэнергии. Раскрыто влия- ние характеристик сварных изделий на особенности проектирования производства. Особое внимание уделено вопросам охраны труда, пожарной безопасности, производственной санитарии. В приложении даны стандартизованные условные графические изображения строительных конструкций и элементов, технологического и подъемно-транспортного оборудования. Учебное пособие предназначено для учащихся учреждений среднего специального образования, получающих специальность «Оборудование и технология сварочного производства».

Классификация машиностроительных предприятий. Важнейшим и обязательным принципом системного подхода к проектированию является учет накопленного в данной области опыта. Чтобы эффективно использовать опыт проектирования и эксплуатации огромного количества машиностроительных предприятий, необходимо систематизировать информацию о них – выявить обобщающие признаки и определить связи, существую- щие между ними, т. произвести классификацию предприятий и информации об их создании и деятельности.
Дата публикации: 21. 2022 12:19 UTC
Цумарев :: книги по строительству :: учебник по проектированию :: проектирование :: сварка :: цеха
Следующие учебники и книги:
- Davlat va huquq asoslari, 11 sinf, Ismatova N., Karimova O., 2018
- Изыскания и проектирование автомобильных дорог, Книга 1, Учебник, Федотов Г.А., Поспелов П.И., 2009
- ЧертежиСтрелы, опоры
- Стрелы, опоры
- Карта
- Поиск
- Вход
- Чертежи
- Техническое обслуживание и ремонт
- Планы, здания
- Участки, отделения, зоны
- Сварочно-наплавочные, термические
- Чертеж плана сварочного участка
23Холодоснабжение, холодильное оборудование и системы
21Электричество, освещение, иллюминация
Транспорт и подъемные машины
23Воздушный и аэродромный
Грузовой, прицепы, на шассии грузовых автомобилей
9Автомобильные краны и подъемники
17Прочие грузовые машин и механизмы
6Прочие дорожные машины
106Подъемные-транспортные машины, краны
59Тракторы, на тракторном шасси, тракторные прицепы
76Конвейеры, транспортеры, элеваторы
9Лифты и лифтовое оборудование
8Блоки цилиндров, цилиндро-поршневая группа
7Бункеры, баки, цистерны
6Газораспределительные механизмы, распределительные валы
91Двигатели ДВС, дизели
43Ковши, отвалы, рыхлители
59Коробки передач, вариаторы
9Кривошипно шатунные механизмы
4Приборы освещения и электрооборудование
16Системы питания, топливные системы, ТНВД
8Смазочные системы, системы смазки
44Тормозные системы и механизмы
34Трансмиссии, дифференциалы, главные передачи, коробки отбора мощности
4Кузов, каркасы, фургоны, кабины
42Обзор конструкций и патентный поиск
3Наддув и системы воздухоснабжения
14Газобаллонное оборудование транспорта
3Механизмы рабочего оборудования
Технические устройства и средства
Электротехника и радиотехника
Станки, приспособления и инструмент
13Деформирование, штампы, гибка
6Агрегатные, многооперационные, многоцелевые
5Станки размотки, правки, калибровки
16Оборудование и устройства автоматических линий, роботы
15Контрольно-измерительный инструмент и приспособления
Редукторы и вариаторы
10Конические и коническо-цилиндрические редукторы
3Планетарные и комбинированные редукторы
11Редукторы в составе приводов
59. Электрический и механический приводы
21Сварочно-наплавочные, гальванические, термообработка
13Лесная и деревообрабатывающая
40Нефтяная и топливная, ГСМ
43Молоко и молочные продукты
6Овощи, растительные масла
3Рыба и рыбная продукция
20Мясо и мясная продукция
28Хлеб и хлебобулочные изделия
11Фрукты, соки и напитки
7Производство спирта и алкогольной продукции
6Кондитерское производство, сахар
9Оборудование общественного питания
9Зерноочистительное и сушильное оборудование
13Животноводческие фермы, оборудование ферм
5Хранилища и весовые
40Кормоприготовление и кормораздача
4Птицефермы и оборудование
23Машины растениеводства и возделывание культур
13Энергетика, альтернативные источники энергии
53Горная, черная и цветная металлургия
8Котлованы, каналы, резервуары, земляные работы
11Реконструкция, реставрация, ремонт, монтажные работы
Ремонт зданий и сооружений
77Строительное оборудование и стройматериалы
Техническое обслуживание и ремонт, ЭМТП
21Ангары, склады, автоцентры
54Автотранспортные предприятия (АТП), сервис, СТО
32Машинно-тракторные мастерские (МТМ)
Участки, отделения, зоны
14Моторные и по ремонту двигателей
25Текущего и капитального ремонта
32Технического и ежедневного обслуживания, ПТО
13Электротехнические, по ремонту электрооборудования
14Слесарно-механические, механической обработки
4По ремонту приборов системы питания, газобаллонной аппаратуры
11По ремонту топливной аппаратуры
6По ремонту кузовов, рихтовочные
4По ремонту коробок передач
1По ремонту газораспределительных механизмов
13Окрасочные,малярные, антикоррозионные, консервационные
1По ремонту систем зажигания
3Медницкие, по ремонту радиаторов и систем охлаждения
5По ремонту агрегатов трансмиссии, ходовых частей
96Приспособления для ТО и ремонта
16Приспособления для запрессовочно-выпрессовочных работ
Приспособления для фиксирования деталей
Приспособления для разборочно-сборочных работ и ремонта
Приспособления для уборочно-моечных работ
55Инструмент для ТО и ремонта
100Оборудование для ТО и ремонта
1Контрольное и диагностическое
Уборочно-моечное и промывочное
Прессовое и клепальное
1Станочная обработка при ремонте
Оборудование сушки и окраски
Упрочнение, сварка и наплавка
Удаление выхлопных газов
139Стенды для ТО, ремонта, диагностики
Стенды для сварочных работ
1Испытательные и обкаточные стенды
Моечные и промывочные стенды
Контрольно-проверочные и регулировочные стенды
Стенды для малярных и окрасочных работ
Стенды для разборочно-сборочных, монтажно-демонтажных работ
72Подъемники, домкраты, гаражные краны
Четырех и шестистоечные подъемники
Одностоечные подъемники и опрокидыватели
Грузоподъемные захваты, лебедки
1Подъемники узлов и агрегатов
Ножничные и напольные подъемники
79Схемы организации сборки-разборки, ТО и ремонта
90Технологические карты ремонта, ТО и неисправности
69Ремонтные чертежи, дефектовка и анализ работы
30Анализы существующих конструкций
25Эксплуатация машинно-тракторного парка
18Карты возделывания и уборки сельхозкультур
Сборочные узлы и детали
12Валы, оси, ролики, рычаги
3Храповые, зубчатые механизмы
2Крепежные детали и узлы
12Зубчатые, червячные колеса и шестерни, шкивы
9Втулки, ступицы, стаканы, обоймы
Чертеж плана сварочного участка, термічної дільниці (формат А2) в масштабе 1:100, размеры 16х8 метра, на украинском языке.
- Сопутствующие товары (2)
- Отзывов (0)
- Восстановление деталей с помощью сварки
- Сварка в жидкой фазе
- Сварка в твердой фазе
- Какие бывают приспособления для сварки?
- Магнитный уголок и другие виды механизмов, и приспособлений для сварки
- Приспособления для сварочных работ
- Иные устройства для сварки
- Фартуки для сварочных работ
- Струбцины для сварочных работ
- Оснастка и приспособления для сварочных работ
Сопутствующие товары (2)
Количество чертежей: 1 штук
Программа Компас 3D V
Отзывов (0)
Зарегистрируйтесь, чтобы создать отзыв.
База графических конструкторских документов, изображений и объектов
Восстановление деталей с помощью сварки
Наращение слоя металла на поверхность детали увеличивает ее вес и размеры. Этот способ сварки известен как наплавка. Он применяется для облицовки поверхности и для восстановления габаритов деталей, которые уменьшились в результате износа. Данный вид сварки характеризуется высокой экономической эффективностью, поскольку позволяет восстанавливать сложные дорогостоящие детали. Он получил широкое распространение при проведении ремонтных работ во многих отраслях, включая следующие:
- горная промышленность;
- транспорт;
- строительство;
- сельское хозяйство.
Облицовочные наплавочные работы используются для формирования на поверхности детали дополнительного слоя материала, обладающего особыми качествами (высокой твердостью, износоустойчивостью и т. Этот способ сварки востребован не только при проведении ремонтных работ, но и при изготовлении новых изделий. Наплавка осуществляется при помощи разных видов сварки (газовой, электронной, плазменной, дуговой и др. Наплавочный процесс может осуществляться с применением специального оборудования с автоматизацией главных операций.

Сварка в жидкой фазе
Ручная дуговая сварка является самым простым способом выполнения сварочных работ. Она базируется на применении электрической дуги, образующейся при присоединении гибким проводом держателя к одному полюсу источника электротока и свариваемого изделия – к другому. В держателе находится металлический или угольный электрод. Во время кратковременного соприкосновения электрода с изделием происходит зажигание дуги, расплавляющей стержень электрода и основной металл. В результате формируется сварочная ванна, после затвердевания которой образуется сварной шов. Питание дуги осуществляется при помощи поступающего от специальных источников электротока силой от 100 до 350 ампер и напряжением от 25 до 40 вольт. При дуговой сварке азот и кислород, содержащиеся в воздух, вступают в химическую реакцию с расплавленным металлом, в результате чего формируются нитриды и окислы, которые понижают пластичность и прочность сварного соединения. Для защиты участка сварки используются различные внешние и внутренние способы.
Сварка в твердой фазе
Холодная сварка производится путем приложения давления, которое создает существенную пластическую деформацию, доводя металл до состояния текучести. Перед использованием данного способа соединяемые поверхности необходимо тщательно обработать и очистить. Чаще всего это делается механическими средствами, к примеру, вращающимися проволочными щетками. Сварка давлением достаточна универсальна, она подходит для соединения самых разных изделий из металла (полос, стержней, проводов, оболочек и труб с тонкими стенками) и других пластичных материалов (стекло, пластик, смолы и т.
Особенность сварки плавлением заключается в том, что прочность сварного соединения в ряде случаев оказывается выше прочности основного металла. Помимо этого, при использовании сварки давлением в химическом составе металла чаще всего не происходит существенных изменений, поскольку он не нагревается или нагревается несильно. Благодаря этой особенности способы сварки в твердой фазе незаменимы в ряде промышленных отраслей (космической, электронной, электротехнической и др.
Какие бывают приспособления для сварки?
- 04 ноября
- 26 рейтинг
- Сварочные приспособления: основные разновидностиУстройство для сборкиДля чего необходим шарнир?Стенд для сварки полотнищ: предназначениеДругие полезные устройства
- Устройство для сборки
- Для чего необходим шарнир?
- Стенд для сварки полотнищ: предназначение
- Другие полезные устройства
Приспособления для сварки оказывают незаменимую помощь. Чтобы работа прошла успешно, необходимо применить несколько вспомогательных операций. Как правило, сварщик затрачивает 35% времени на использование всевозможных сварочных устройств.

Устройство сварочного аппарата.
В процессе строительства широко применяются универсальные устройства.
Одним из них является струбцина, которая предназначена для сборки элементов своими руками. Инструмент состоит из двух губок: опорной и зажимной, они соединены между собой при помощи зубцов. Зажимная губка также имеет специальный винт, прямоугольные зубцы, расположенные на ней, оказывают незаменимую помощь. Таким образом, есть возможность регулировать расстояние и тщательно производить закрепление деталей. В данном случае рабочий экономит собственное время.
Конструкция сварочного инвертора.
Для удобства в опорной губке имеется винт. Он служит для того, чтобы закреплять сварочный провод. Подача электрического тока направляется непосредственно к деталям, которые подлежат сварке. Это в значительной мере облегчает качество сварки. Что такое сборочное приспособление? Для чего оно предназначено? Данный инструмент позволяет делать установку заготовок прямо во время сварки, заготовки производятся под углом 90 градусов. Корпус инструмента имеет специальную выборку, которая образует две стенки под углом 90 градусов, в выступе располагается винт с прижимом.
Заготовки необходимо вложить в пазы и закрепить при вращении винта. Имеющаяся между стенками щель дает возможность осуществить сварку там, где расположен стык самих деталей. Одно приспособление может быстро производить соединение разных деталей, например Г-образных и Т-образных. Важно, чтобы они не были слишком большими. При помощи двух сварочных устройств можно осуществить скрепление таких же деталей, но большей массы. В данном случае можно сварить П-образные детали и те, которые имеют прямоугольную форму. Такое приспособление очень практично и удобно в использовании.
Типы сварочных аппаратов.
Регулируемое сборочное приспособление отличается хорошей универсальностью, нежели остальные. В случае с ним можно осуществить сборку свариваемых деталей под разным углом. Две струбцины соединяются шарнирно при помощи оси и гайки, на одной струбцине находится лимб с угловой шкалой. Струбцины имеют зажимные винты. Чтобы осуществить настройку приспособления, необходимо развернуть струбцины по лимбу на угол задний и закрепить их гайкой. Заготовки требуется вставить в пазы и зажать винтами.
Если в процессе сварки применять такие приспособления, вы сможете улучшить качество работы, также сократится количество вспомогательных сварщиков. Благодаря универсальному сборочному устройству происходит сборка конструкции в разных элементах, их можно фиксировать в удобном для вас положении. Приспособления для сварки могут быть выполнены в виде шарнирного кронштейна, который включает в себя три узла: струбцину, шарнир и вилку. Данные элементы соединяются при помощи специальной штанги. Струбцина сделана из трубы, планок и гайки, в планке есть резьба и болт.
Шарнир — это два отрезка трубы, которые сварены под углом 90 градусов. Шарнир надевается на штангу и закрепляется специальным болтом, при этом в трубу следует вмонтировать вилку. В планке находится резьба и соответствующий болт. Необходимо осуществить сборку свариваемых элементов. Для этого приспособление крепят к столу или к конструкции, которая подлежит сварке, в процессе используется болт.
https://youtube.com/watch?v=co6SUTVGqOs%3Fiv_load_policy%3D3%26modestbranding%3D1%26rel%3D0%26autohide%3D1%26playsinline%3D1%26autoplay%3D0
В вилке требуется установить свариваемый предмет. Необходимо, чтобы он был установлен под верным углом, далее нужно закрепить шарнир на штанге и вилку в самом шарнире. Все это делается при помощи болтиков. Далее можно начинать процесс сварки труб. Главное достоинство метода заключается в том, что операции может выполнять один и тот же рабочий. Универсальное устройство может быть использовано в сочетании с другими, перечисленными выше.
Электрическая схема устройства инверторного сварочного аппарата.
Чтобы осуществить сварку тонких полотнищ, необходимо выполнение на стендах и специализированных площадках. Чтобы сделать качественную сварку на стендах, необходимо использовать винтовые прижимы. В некоторых случаях применяются балластные грузы. Как правило, данные приспособления находятся на расстоянии от шовной оси. Стенд для сварки должен обеспечивать хорошую закрепленность листов. У него есть два эффективных механизма зажима, которые имеют в себе винты. Гайки имеют правую и левую нарезку, а рычаги привариваются к трубам, к каждой из них есть система прижимов. Листы, которые подлежат сварке, должны быть пропущены в специальные зазоры, располагающиеся между трубами и основанием. Стыковка происходит в центре на сменной прокладке. На листы требуется установить трактор сварочный, далее происходит автоматическая сварка.
Важно знать, для чего необходима соединительная муфта. Чтобы осуществить сварку, в частых случаях нужно прибегать к удлинению провода. Для этого применяется наращивание. Оно делается при помощи паек, скрутки проводов и болтов, процесс занимает достаточно много времени. В данном случае получаются соединения, которые не всегда являются надежными. Муфта помогает сэкономить время и повысить эффективность сращивания проводов.
Устройство имеет довольно простые, унифицированные компоненты. Она должна быть собрана из шести деталей: это втулка, проводник тока, шпилька, по которой проводится ток, и другие. Если провода необходимо соединить, наконечники свинчиваются и в них устанавливаются концы проводов. Наконечники с проводами навинчивают на основную втулку. Соединительные муфты очень удобны в использовании, благодаря их применению можно хорошо сэкономить время и быстро осуществить сварочный процесс.
Кондуктор — это оборудование, которое предназначено для качественного сваривания крупных деталей. Оно выглядит в виде устройства закрепления свариваемых частей, с его помощью они надежно фиксируются. Сварочный кондуктор обеспечивает прочное закрепление деталей. После его применения качественность сварки значительно возрастет, при этом будут сэкономлены временные затраты. Сварочный кондуктор часто используется в производстве, он имеет достаточно много преимуществ, главное из них — точность. В процесс работы необходимо располагать непосредственно в устройстве. При использовании сварочного кондуктора есть возможность обработать деталь в нескольких местах, причем одновременно.
https://youtube.com/watch?v=BDNtM0eScNc%3Fiv_load_policy%3D3%26modestbranding%3D1%26rel%3D0%26autohide%3D1%26playsinline%3D1%26autoplay%3D0
Чтобы тщательно закрепить деталь для обработки, кондукторы имеют качественные зажимы. Они удерживают предмет, при этом он не подвергается вибрации. Следует добавить, что подобные зажимы не деформируют детали, а при необходимости можно отрегулировать силу захвата. Кондуктор для сварки обеспечивает безопасность всем рабочим, так как деталь закреплена очень прочно. Сварочные приспособления необходимы для того, чтобы работа прошла быстро. Правильно подобранное оборудование обеспечит удобство в процессе сварки.
Магнитный уголок и другие виды механизмов, и приспособлений для сварки
Магнитные угольники для сварки помогают выполнить фиксацию и установку на них всех требуемых элементов в необходимом положении. Использование магнитного угольника дает возможность экономить силы и время при работе со сварочным инструментом. Помимо этого, использование угольника дает возможность улучшить качество крепления обрабатываемых деталей и заготовок.
Приспособления для сварочных работ
На сегодняшний день существует очень большое количество всевозможных приспособлений и устройств, которые помогают облегчить выполнение сварочных работ. Отдельное место среди этих устройств занимают магнитные приспособления для сварки. Их конструкция дает возможность делать надежную фиксацию соединяемых деталей с помощью магнитного притяжения.
Самую большую популярность среди них имеют магнитные устройства для сварочных угловых работ (так называемые магнитные угольники). Этих устройств сегодня существует огромное множество, и они отличаются между собой не только формой, но и наличием в их конструкции вспомогательных приспособлений (элементов), которые помогают упростить крепление разных обрабатываемых деталей друг с другом. Помимо этого, некоторые отдельные магнитные угольники дают возможность делать изменение угла фиксации.
Сварочные магнитные угольники, во время выполнения работ, дают возможность крепить друг с другом такие части, как:
- листовые детали;
- рамные конструкции;
- металлические стойки.
Эта возможность объясняется их универсальностью угольника в конструкции. В случае если же использование уголка не дает возможности сделать требуемое крепление, тогда он используется одновременно с другими фиксаторами.
Среди этих устройств можно выделить отдельно держатель Mag Tab, в конструкции которого находится две опорные плоскости. Данные плоскости могут изменять угол своего положения, помимо этого, в них установлены магниты, которые упрощают их крепление к основанию. Также фиксатор оборудован двумя крепежными плоскостями, дающими возможность зафиксировать обрабатываемые части. Они находятся под углом 90 градусов касательно друг друга и имеют невысокую степень свободы, которая позволяет сделать необходимую подгонку перед началом сварочных работ.
Данные магнитные держатели имеют довольно большую силу притяжения, это дает возможность создавать повышенную силу сцепления и статичность обрабатываемого материала во время сварки.
Иные устройства для сварки
Хоть магнитный угольник для сварки и позволяет облегчить процедуру выполнения работ, но в это же время есть еще и более простые приспособления для сварки. К ним относятся специальные зажимы и струбцины, при этом их цена намного ниже. Помимо этого, соорудить эти струбцины можно и своими силами, учитывая ваши личные потребности.
Данные приспособления могут служить намного дольше намагниченных, так как наличие повышенных температур во время сварки приводит к снижению магнитного поля. То есть, чем дольше вы будете эксплуатировать магнитный уголок, тем слабее он начинает выполнять намагничивание деталей.
Также среди приспособлений, которые облегчают процесс сварки, можно выделить газовые линзы. Эти линзы дают возможность стабилизировать скорость расхода газа во время аргонодуговой сварки, создавая защиту газу. Газовая защита происходит за счет регулировки доступа воздуха, не допуская его подсоса и появления чрезмерной турбулентности на потоке газа.
Эти линзы оборудованы сеткой с мелкой ячейкой, которая обеспечивает равномерное поступление подачи газа. Линзы крепятся вместо стандартных цанговых зажимов, причем также необходимо заменить сопло горелки. Как правило, газовые линзы используются для сварки титана либо иных цветных металлов.
Однако подобное приспособление имеет и свои определенные недостатки. Среди недостатков можно выделить такие, как:
- Повышенный расход газа и снижение угла обзора (видимости) во время проведения сварочных работ. Обзорность снижается из-за большого диаметра сопла, что может создавать плохую проварку креплений.
- Во время сварочных работ с цветными металлами необходимо соблюдение определенных условий работы. Для чего понадобится еще одно из устройств – металлический кожух. Металлический кожух в народе еще имеет название «сапожок», он имеет функцию дополнительной защиты. Сапожок выполняет защиту прилегающих к участку сварки деталей от расплавления.
Тем более актуальна такая защита во время обработки титановых сплавов. Это объясняется тем, что, если рабочая температура поднимается выше 420 градусов, то расплавленный титан начинает вступать в реакцию с газами. Эта реакция приводит к снижению прочностных показателей и образованию высокой хрупкости металла.
Для качественной работы защитного кожуха его конструкция обязана быть в соответствии с геометрией обрабатываемого элемента и характеристики используемой горелки. Довольно часто кожух изготавливают своими руками.
Фартуки для сварочных работ
Кроме защитных кожухов, также могут использоваться эластичные фартуки. Эти приспособления используют для обработки цилиндрических деталей, так как их конструкция дает возможность огибать округлые формы. Делаются защитные фартуки из медной фольги или тонких листов меди.
Струбцины для сварочных работ
Чтобы фартук был удобней использовать, им пользуются одновременно со струбцинами. Струбцины помогают зафиксировать соединяемые детали друг с другом. Это особенно актуально тогда, когда после тщательной и продолжительной подгонки двух деталей они расходятся даже при небольшом касании электрода. Но такая ситуация может осложниться тем, что разъехавшиеся элементы могут быть соединены друг с другом, и это будет выявлено лишь после охлаждения шва. Использование струбцин помогает не допустить появления таких ситуаций и не приведет к дальнейшему исправлению работ.
В случае если сварка применяется в масштабном производстве каких-то деталей, то целесообразней использовать специальные механизмы, которые дают возможность легко кантовать и удобно укладывать заготовки. Эти приспособления дают возможность автоматизировать весь процесс работы. Естественно, для установки их в домашних условиях они довольно громоздки и имеют очень большую стоимость. Для индивидуального пользования чаще всего используются приспособления, которые не только делают легче сварочные работы, но и облегчают сборку всех частей и узлов обрабатываемых деталей.
Эти приспособления делятся на два основных вида:
- установочные;
- закрепляющие.
Закрепляющие механизмы дают возможность выполнять прочное крепление при помощи разных фиксаторов.
Установочные приспособления дают возможность поставить деталь в нужном положении. Среди этих механизмов можно выделить такие, как шаблоны, упоры и призмы.
Но бывают и универсальные механизмы, которые объединяют в себе и закрепляющую, и установочную функции.
При помощи упоров делается крепление на основных поверхностях. Упоры могут быть съемной или выкидной конструкции и производятся из стальных пластин и брусков, которые фиксируются болтами. Угольники дают возможность делать поворот деталей под определенным углом 30-90 гр. Универсальные механизмы считаются самыми удобными в использовании. При помощи их соединяются детали друг с другом и стягиваются болтами. Точную подгонку деталей можно сделать при помощи эксцентриков.
Таким образом, все эти приспособления позволяют производить сварку одному человеку, потому как сборка и фиксация элементов происходит не во время сварки, а перед ней. Также их можно использовать для фиксации элементов и во время порезки, чтобы не допустить падения элементов конструкции.
Оснастка и приспособления для сварочных работ
Магнитный угольник №3