
- Задачи курсового проектирования
- Автомойка на чертежах поточный метод. Техническое обслуживание, ремонт и требования к конструкции автомобилей при их выполнении
- Операционно-постовой метод
- Вопрос 5 (Оборудование для уборочных и моечных работ – классификация)
- Механизированное моечное оборудование автомобилей- струйное, щеточное, струйно-щеточное.
Задачи курсового проектирования
Поможем в ✍️ написании учебной работы
Задачи курсового проектирования
Курсовой проект является завершающим этапом изучения МДК 01. 02 «Техническое обслуживание и ремонт автомобильного транспорта» и предназначен для закрепления и углубления знаний по технологии и организации технического обслуживания и текущего ремонта подвижного состава в АТП.
Курсовое проектирование ставит перед студентами следующие основные задачи:
— систематизация, закрепление и углубление теоретических знаний и практических навыков, полученных при изучении предмета;
— усвоение основ проектирования и технологических расчетов зон по ТО, диагностики и ТР подвижного состава в АТП;
— умение правильно выбрать метод организации производства и его обоснование для конкретных условий;
— умение пользоваться технической и нормативно-справочной литературой, нормативными материалами и стандартами;
Требования, предъявляемые к курсовому проекту
Проект по степени сложности должен соответствовать теоретическим знаниям, полученным студентами при изучении междисциплинарного курса и выполняется по индивидуальному заданию.
Темы курсового проекта связаны с внедрением перспективных методов организации производства ТО и ТР автомобилей. Заданием на проектирование предусмотрена разработка одного из подразделений, на котором выполняется ТО, диагностика или ТР.
Общие указания по оформлению курсового проекта
Курсовой проект состоит из задания, пояснительной записки и графической части (планировка объекта проектирования). По своему содержанию пояснительная записка должна состоять из следующих разделов:
1 Характеристика объекта проектирования и анализ его работы
1 Расчет годовой производственной программы
2 Расчет числа постов, линий для зон ТО, ТР, диагностирования
3 Выбор и обоснование метода организации технологического процесса ТО и ТР
4 Распределение рабочих по постам специальности, квалификации и рабочим местам.
5 Определение количества постов, линий ТО, ТР диагностирования
6 Подбор технологического оборудования.
7 Расчет производственных площадей.
1 Схема технологического процесса.
2 Выбор и обоснование режима труда и отдыха
Разработка технологии ремонта, монтажа, демонтажа, детали, узла, агрегата
1 Краткое описание назначения, устройства и работы узла детали агрегата
2 Разработка прогрессивного технологического процесса сборочно-разборочных работ, ремонта детали, узла, агрегата.
3 Расчет технологических норм времени
Конструкторская часть (назначение, устройство и работа приспособления, его достоинства и недостатки, техника безопасности при работе с приспособлением, инструкция по эксплуатации)
Санитарно-гигиенические факторы условий труда
1 Условия освещенности
2 Вентиляция Помещения
3 Защита от шума ультразвука и вибрации
Безопасные условия труда, экологическая и пожарная безопасность
Пояснительная записка объемом не менее 35 печатается на бумаги формата А4 (210 х 297) и заполняется согласно требованиям ГОСТ 2. 105-95. Сокращение слов не допускается, за исключением общепринятых сокращенных обозначений по ГОСТ 2. 316-79.
Формулы и нормативные материалы, используемые в записке, должны иметь ссылку на источник, откуда они заимствованы; ниже формул поясняются символы и их числовые значения. После подстановки в формулу числовых величин следует, не производя сокращений, писать ответ. Листы пояснительной записки нумеруют, начиная с титульного листа.
Графическая часть проекта выполняется на чертежной бумаге формата А1 (594 х 841) в соответствии с требованиями стандартов ЕСКД. В графической части выполняется планировка производственного подразделения в соответствии с заданием на проектирование. На планировке должны быть показаны размеры помещения, условные обозначения расположения оборудования и рабочих мест, монтажно-установочные размеры, условные обозначения точек подвода коммуникаций (электроэнергии, воды, пара, сжатого воздуха и т. ) в соответствии с требованиями стандартов, строительных норм и правил (СНиП).
Общесоюзные нормы технологического проектирования предприятий автомобильного транспорта. ОНТП-01-86, Минавтотранс, 1990
Руководство по диагностике технического состояния подвижного состава автомобильного транспорта РД-200-РСФСР-15-0150-84. , НИИАТ, Минавтотранс, 1982
Липкинд А. и др. Ремонт автомобиля ЗИЛ-130. — М. : Транспорт, 1978
В этом разделе должно быть дано обоснование необходимости выполнения технологических разработок по объекту проектирования.
Материал раздела рекомендуется излагать в следующей последовательности:
— задачи, стоящие перед автомобильным транспортом;
— значение ТО, диагностики и ремонта в обеспечении высокой технической готовности подвижного состава;
— задачи, стоящие перед технической службой АТП;
— цель проекта. Показать значимость проектных разработок по объекту проектирования;
— задача проекта. Дать решение тех вопросов, которые являются составными частями курсового проекта.
В данном параграфе следует обосновать один из методов организации технологического процесса ТО и ремонта подвижного состава АТП и кратко раскрыть его сущность.
При выборе метода организации технологического процесса ТО автомобилей, определяющим критерием является сменная (суточная) программа по ЕО, ТО-1 и ТО-2. В зависимости от ее величины может быть принят метод универсальных постов или метод специализированных постов (проездного или тупикового типа).
По рекомендации НИИАТ, техническое обслуживание целесообразно организовать на специализированных постах поточным методом (с внедрением в технологический процесс конвейеров для передвижения автомобилей с поста на пост: для ЕО – непрерывного действия, для ТО – периодического), если сменная программа составляет не менее:
— для ЕО – 50 и более обслуживаний;
— для ТО-1 – 12-15 и более обслуживаний;
— для ТО-2 – 5-7 и более обслуживаний.
В противном случае должен быть применен либо метод тупиковых специализированных постов, либо метод универсальных постов.
При выборе метода следует иметь в виду, что наиболее прогрессивным методом является поточный, т. он обеспечивает повышение производительности труда вследствие специализации постов, рабочих мест и исполнителей, создает возможность для более широкой механизации работ, способствует повышению трудовой и технологической дисциплины, обеспечивает непрерывность и ритмичность производства, снижает себестоимость и повышает качество обслуживания, способствует улучшению условий труда и сокращению производственных площадей.
Технологический процесс текущего ремонта автомобилей может быть организован методом универсальных или специализированных тупиковых постов.
Метод специализированных постов находит все большее распространение на АТП, т. позволяет максимально механизировать трудоемкие процессы ремонта, снизить потребность в однотипном оборудовании, улучшить условия труда исполнителей работ, использовать менее квалифицированных рабочих, повысить качество ремонта и производительность труда.
Технологический процесс диагностики организуется только методом универсальных или специализированных тупиковых постов.
План технологических операций
При выполнении данного раздела следует определить последовательность выполнения операций, подобрать оборудование, приспособления, режущий и измерительный инструмент.
Для восстановления деталей применяют разные виды технологии: подефектную. жесткофиксированную, маршрутную и т.
Маршрутная технология характеризуется технологическим процессом на определенную совокупность дефектов у данной детали. Таким образом, восстановление детали может производиться несколькими технологическими процессами в зависимости от сочетания дефектов. Этот способ имеет наибольшее распространение в авторемонтном производстве, его и следует принять при выполнении курсового проекта.
Маршрут ремонта должен предусматривать технологическую взаимосвязь сочетаний дефектов со способами их устранения. Для составления маршрутной карты подготовительным этапом является план технологических операций.
Рекомендуемая последовательность составления плана операций:
ü проанализировать операции во всех схемах технологического процесса восстановления детали. Выявить подготовительные операции, одноименные операции, операции, связанные с нагревом или пластическим деформированием детали и т
ü объединить операции, связанные общностью оборудования технологического процесса;
ü выявить операции восстановления базовых поверхностей;
ü распределить операции в технологической последовательности, начиная с подготовительных операций, восстановления базовых поверхностей, операций по восстановлению геометрических осей, операций, связанных с нагревом детали (сварка, наплавка, пайка и т. ), а затем все остальные операции с учетом установочной базы и др.
На все выявленные (указанные в задании) дефекты детали составляется единый план, имеющий общую (сквозную) нумерацию операций.
При составлении плана желательно использовать наименьшее количество операций, обеспечивающих наилучшее качество восстанавливаемых деталей.
Каждая последующая операция должна обеспечивать сохранность качества рабочих поверхностей детали, достигнутого в предыдущих операциях.
После определения технологической последовательности для каждой операции следует подобрать основное оборудование, приспособления и инструмент.
Оборудование следует подбирать из каталогов ремонтного оборудования, каталогов металлорежущих станков, каталогов сварочного и наплавочного оборудования. Можно использовать данные учебной и справочной литературы по ремонту автомобилей (1, 2, 4, 5, 7).
Приспособления. В соответствующей графе плана операций следует указать необходимость наличия приспособления и цель (установка, крепление, выверка точности и т. При применении приспособлений, входящих в комплект основного оборудования, в соответствующей графе плана его указывать не следует (например, станочные тиски).
Инструмент рабочий следует подбирать с учетом вида обработки, необходимой точности и чистоты поверхности, а также с учетом материала обрабатываемой детали и т. В графе плана указать тип инструмента и материал режущей части. При выборе материала режущей части лезвийного инструмента учесть материал обрабатываемой детали и состояние ее поверхности, а также твердость поверхности.
Инструмент измерительный следует выбирать с учетом формы поверхности и точности ее обработки.
План технологической операции выполнить в табличной форме.
Пример выполнения плана операций для восстановления кулака поворотного автомобиля ЗИЛ-431410.
№ операц. Наименование и содержание операций
Оборудование
Приспособления
Инструмент
рабочий
измерительный
1
2
3
4
5
6
005
Токарная
Выправить центровые отверстия (при необходимости)
Токарно-винторезный станок 1К62
Приспособление для крепления поворотного кулака
Сверло центровочное комбинированное PI 8
010
Токарная
Проточить
изношенную
резьбу
Токарно-винторезный
станок 1К62
Поводковый
патрон с
поводком,
центрами
Проходной
резец с
пластинкой
Т15 Кб
Штангенциркуль
ШЦ-1-125-0,1
015
Наплавка
Наплавить шейку под резьбу вибродуговой
наплавкой
Переоборудованный токарно-винторезный
станок
1К62. Выпрямитель
ВСА-600/300
Наплавочная
головка
УАНЖ-5. Приспособление для крепления поворотного кулака на станке
IIIштангенциркуль
ШЦ — 1-1 25-0 ,1
020
Шлифовальная
Шлифовать шейки
Кругло-шлифовальный станок
3Б1 5 1
Поводковый
патрон с поводком, центрами
Шлифовальный круг
ПП 600. 305
24А40ПСМ 25K 8 A
Скобы
8113-0106
025
Осталивание
Подготовка и осталивание шеек
Ванны для обезжиривания, осталивания, электрическая печь
Подвеска
для
осталивания
Кисть для
изоляции
Штангенциркуль
ШЦ-1-125-0,1;
030
Токарная
Проточить
шейку и
нарезать резьбу
Токарно-винторезный станок 1 K62
Поводковый патрон с поводком, центрами
Проходной прямой резец с пластинкой
Т15К6. Прямой резьбовой резец Р18
Штангенциркуль
ШЦ — 1-125-0,1
Предельное резьбовое кольцо
М36 х 2-6g
035
Фрезерная
Фрезеровать лыску
Горизонтально-фрезерный станок
6M3 2Г
Тиски
Цилиндрическая фреза T5K 10
Штангенциркуль
ШЦ-1 -125-0,1
040
Нормализация
Нагреть резьбовой конец в соляной ванне и охладить на воздухе
Ванна с расплавленной солью
Подвеска для нагрева детали
045
Мойка
Промыть деталь
Ванна с содовым раствором
Подвеска для мойки деталей
050
Шлифовальная
Шлифовать шейки
Кругло-шлифовальный станок
3Б151
Поводковый патрон с поводком, центрами
Шлифовальный круг
П600. 305
24А25ПСМ 25К8А
Скобы
8113-0106
055
Слесарная
Выпрессовать втулки, запрессовать и раздать новые втулки
Гидравлический пресс
П-6326
Подставка
Оправки
060
Сверлильная
Развернуть втулки
Вертикально-сверлильный станок
2А150
Кондуктор
Цилиндрическая машинная развертка
PI 8
Предельная пробка
Ǿ
065
Слесарная
Прогнать резьбу
Тиски
Плашка
М36х2-6 g
Резьбовое кольцо М36х2-6 g
070
Мойка
Промыть деталь
Ванна с содовым раствором
Подвеска для мойки детали
На объекте проектирования следует принять тот или иной тип освещения в соответствии со СНиП 11-4-79 и установить нормы освещенности. Расчет естественного освещения сводится к определению числа окон при боковом освещении.
Световая площадь оконных (световых) проемов рассчитывается по формуле:
F ок = F пола ∙ α , м2; (6
где F пола – площадь пола участка, м2;
α – световой коэффициент.
Значение светового коэффициента
Зоны ТО, ТР и участки
α
Зоны ТО, ТР и участки
α
Зоны ЕО, ТО, ТР, Д-1, Д-2
0,25-0,35
Моторный, агрегатный
0,25-0,30
Сварочный, кузнечный
0,20-0,25
Топливной аппаратуры
0,3-0,35
Эл. технический, медницкий
0,25-0,35
Другие участки
0,25-0,30
Расчет искусственного освещения сводится к расчетам световой мощности ламп в светильниках, количества и типа светильников, рациональному размещению светильников по объекту проектирования (в виде схемы).
Общая световая мощность ламп рассчитывается по формуле:
W осв = R ∙ Q ∙ F уч , (6
где R – нормируемая освещенность, Вт/(м2∙ч), (принимается для укрупненных рас- четов равной 15-20 Вт на 1 м2 площади пола)
Q – продолжительность работы электрического освещения в течении года, ч
(принимается в среднем 2100 ч для местностей, расположенных на широте
F уч – площадь пола участка, м2.
Количество светильников рассчитывается по формуле:

где Р – мощность одной лампы в светильнике, Вт;
n – количество ламп в светильнике.
Типы светильников, для напряжения 220 В
Светильник
Краткая характеристика светильника
Количество ламп и мощность каждой лампы, Вт
ПВЛМ-80
Пылевлагозащитный, с люминесцентными лампами
2 х 80
«ШАР»
Пылевлагозащитный, с лампами накаливания
1 х 150
«Люцетта»
Пылевлагозащитный, с лампами накаливания
1 х 300
НОГЛ -2х80
Повышенной надежности против взрыва, люминесц. 2 х 80
ВЛК -4х80Б
Полностью пылезащитные, люминесцентный
4 х 80
ВОД -3х80-1Б
Полностью пылезащищенные, люминесцентный
3 х 80
УВЛН -4х80-4
Незащищенный перекрытый, люминесцентный
4 х 80
Шм
Шар молочного стекла, с лампами накаливания
1х150, 1х300
Рис. Схема расположения светильников типа «ШАР»
2 Расчет вентиляции
При механической вентиляции для воздухообмена используется электрическая энергия, приводящая в действие вентиляторы. Механическая вентиляция позволяет поддерживать в рабочих помещениях постоянную температуру и влажность воздуха, удалять из помещений вредные вещества.
При расчете вентиляции определяется необходимый воздухообмен и подбирается тип вентилятора. Исходя из объема производственного помещения и кратности обмена воздуха, производительность вентилятора рассчитывается по формуле:
W = Y ∙ К, м3 ; (6
где Y – объем производственного помещения, м3;
Для различных производственных помещений кратность воздухообмена может быть принята по таблице 16.
Таблица 16.
Требуемая кратность воздухообмена К для производственных помещений
Производственный участок
К
Производственный участок
К
Медницкий
3-4
Испытания двигателей
4-6
Сварочный
4-6
Разборочно-сборочный
4
Кузнечный
4-6
Гальванический
6-8
Ремонт топливной аппаратуры
4
Ремонт электрооборудования
3-4
Аккумуляторный
4-6
Другие участки
4-5
Модель
Тип
Подача, м3/ч
Развиваемое давление, Па
Частота вращения, об/мин
КПД
ЦАГИ-4
Осевой
1800
90
1500
0,50
ЦАГИ-5
«»
2500
63
1000
0,55
ЦАГИ-6
«»
5000
100
1000
0,62
ЭВР-2
Центробежный
200
250
1500
0,35
ЭВР-3
«»
800
250
1000
0,45
ЭВР-4
«»
2000
520
1000
0,48
В данном разделе проекта должны быть разработаны требования по обеспечению безопасных приемов труда на объекте проектирования.
При выполнении раздела рекомендуется использовать литературу по предмету «охрана труда».
В разделе следует решить задачи:
· общая характеристика организации работы по охране труда:
— ответственность за соблюдение правил по охране труда,
— виды инструктажей,
— порядок их проведения.
· По объекту проектирования отразить:
— требования по ТБ при выполнении работ,
— требования к инструменту, приспособлениям, технологическому оборудованию,
— требования ТБ к помещению.
В заключении необходимо указать перечень основных задач, решенных по объекту проектирования и сделать вывод о том, какое влияние могут оказать полученные результаты на повышение технической готовности подвижного состава и эффективность работы технической службы АТП.
Исполнители работ участка по ремонту двигателей
Рис. Схема управления моторным участком АТП
Зона уборочно-моечных работ
Рис. Схема технологического процесса ТО-1 автомобилей
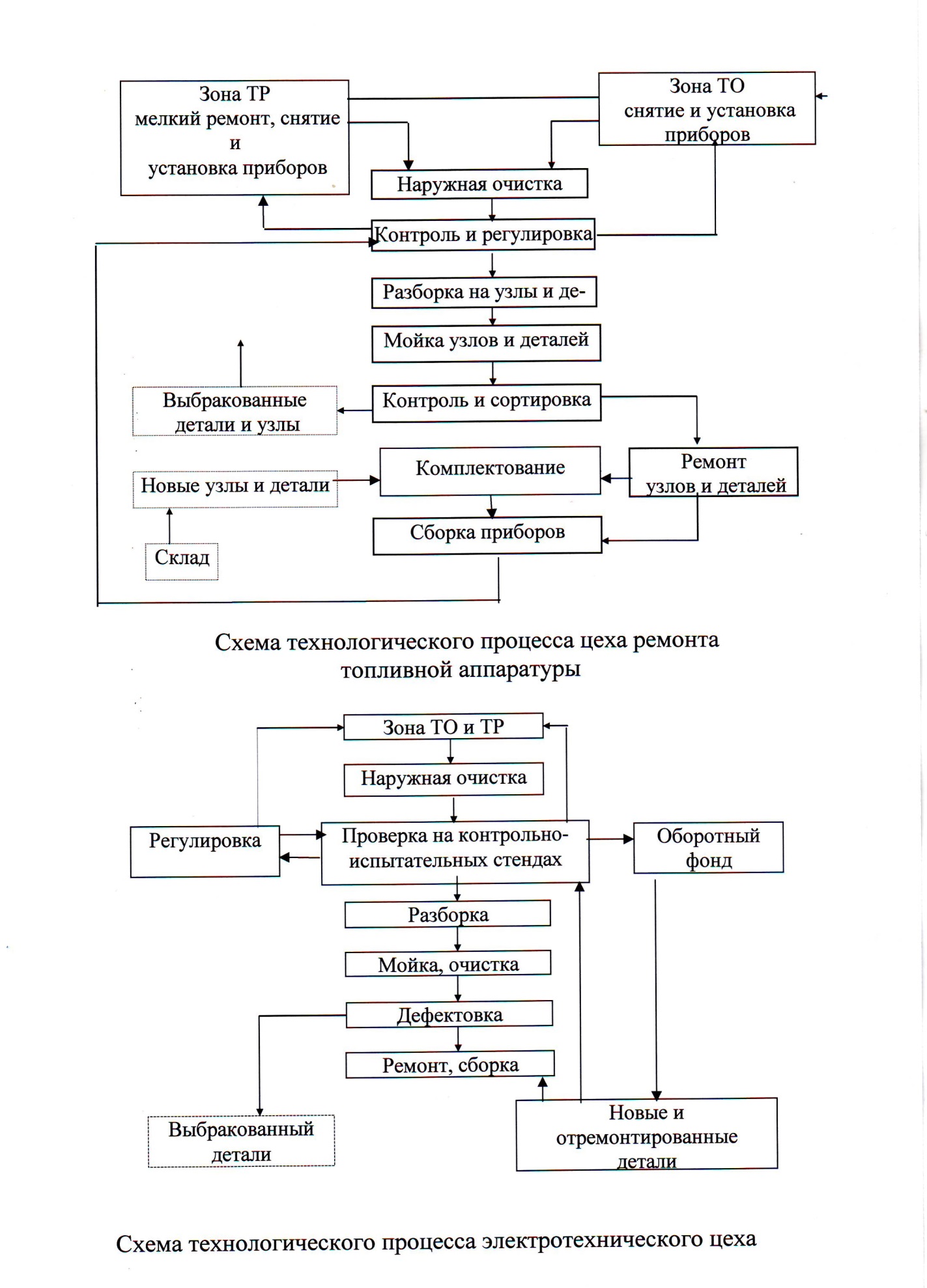
Рис. Схемы технологических процессов
0 8 16 24
Рабочие смены
3 смена
1 смена
2 смена
Зона ЕО
((((((((((((((((((((((((((((((
(((((((((((((((((((((((((((((
Зона ТО-1
)))))))))))))))))))))))))))))
Зона ТО-2
((((((((((((((((((((((((((((((
Зона Д-1
)))))))))))))))))))))))))))))
Зона Д-2
((((((((((((((((((((((((((((((
Зона ТР
))))))))))))))))))))))))))))))
)))))))))))))))))))))))))))))
Склады
((((((((((((((((((((((((((((((
(((((((((((((((((((((((((((((
Ремонтные цеха
))))))))))))))))))))))))))))))
Автомобили на линии
(((((
((((((((((((((((((((((((((((((
(((((
Рис. Совмещенный график работы автомобилей на линии и производственных подразделений АТП (возможный вариант)
Годовые фонды времени производственных рабочих (по ОНТП-01-91)
Наименование профессий работающих
Годовой фонд времени рабочих, ч
Номинальный (Фрм)
Эффективный (Фпр)
Водитель автобуса, грузового автомобиля грузоподъемностью 3 т и более, внедорожного автомобиля-самосвала; кузнец-рессорщик, медник, газоэлектросварщик, слесарь по ремонту приборов системы питания ДВС, работающих на этилированном бензине, вулкани- заторщик, аккумуляторщик
2010
1730
Маляр
2010
1760
Все остальные
2010
1780
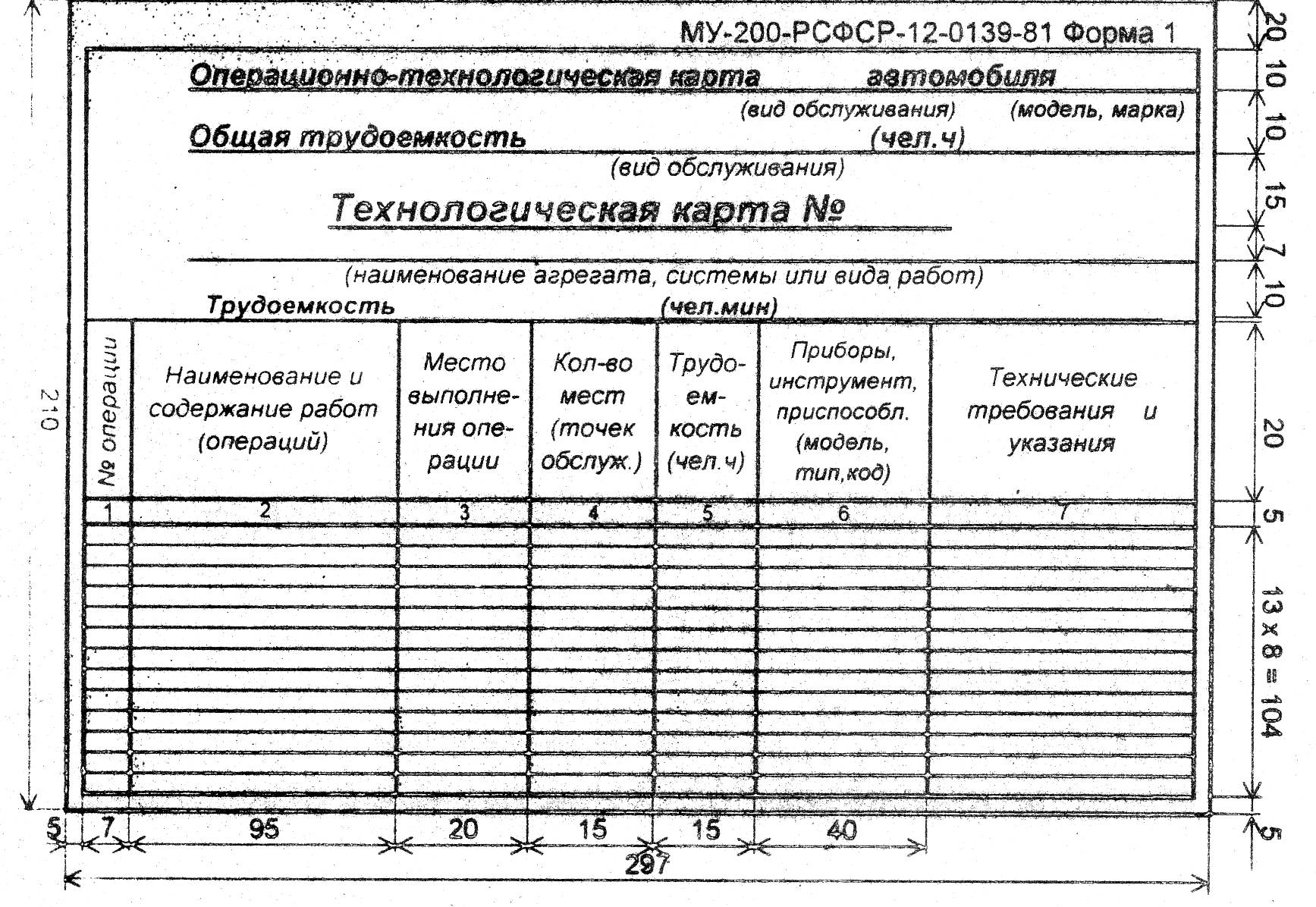
Операционно-технологическая карта отражает последовательность операций технологического процесса ТР топливной аппаратуры, вулканизационные, шинные, аккумуляторные, столярные, и других работ на соответствующих участках АТП.
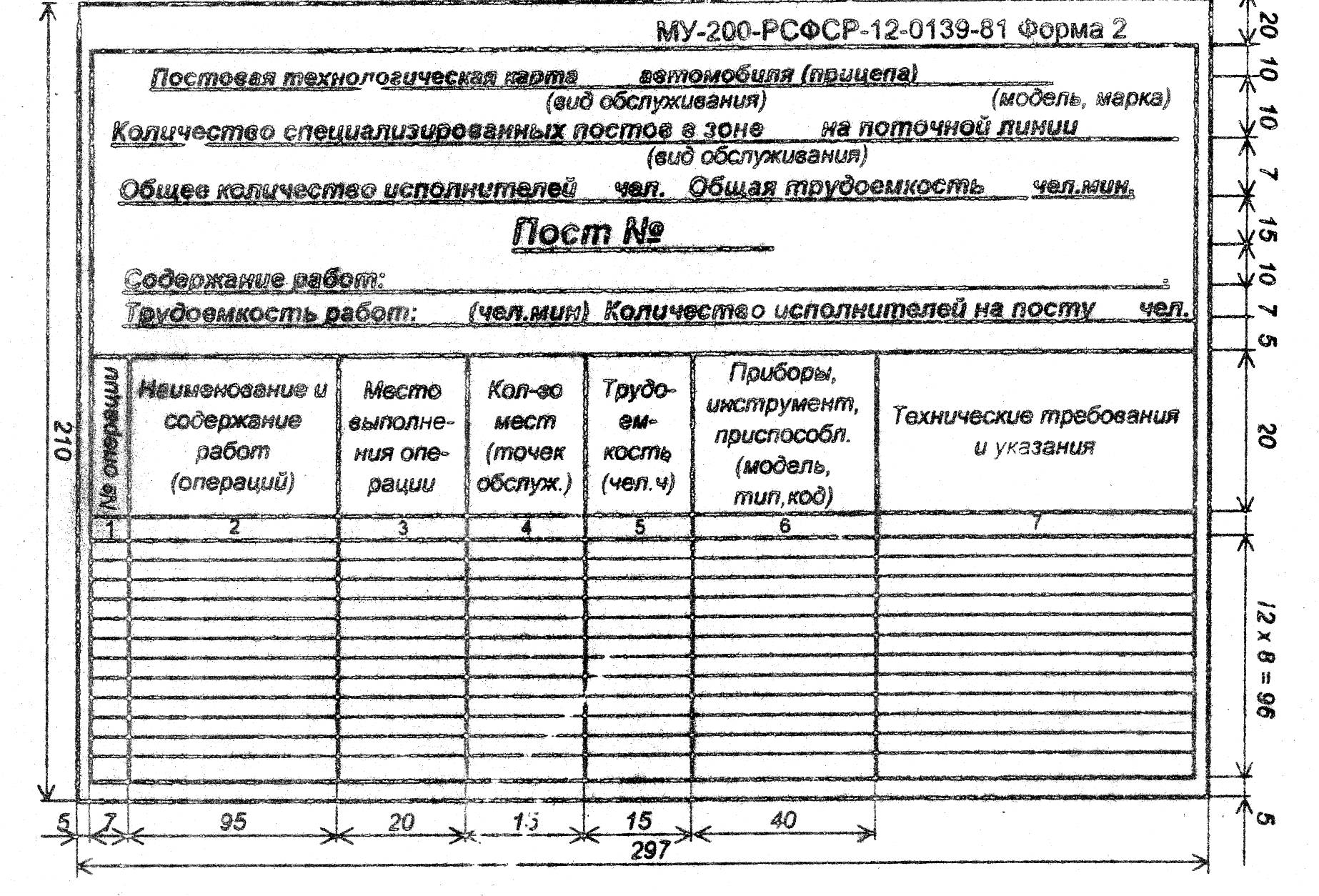
Постовая технологическая карта отражает последовательность операции технического обслуживания, диагностики, текущего ремонта по агрегату (агрегатам) или системам (системе) автомобиля, которые выполняются на одном из постов ТО, диагностики или ТР.
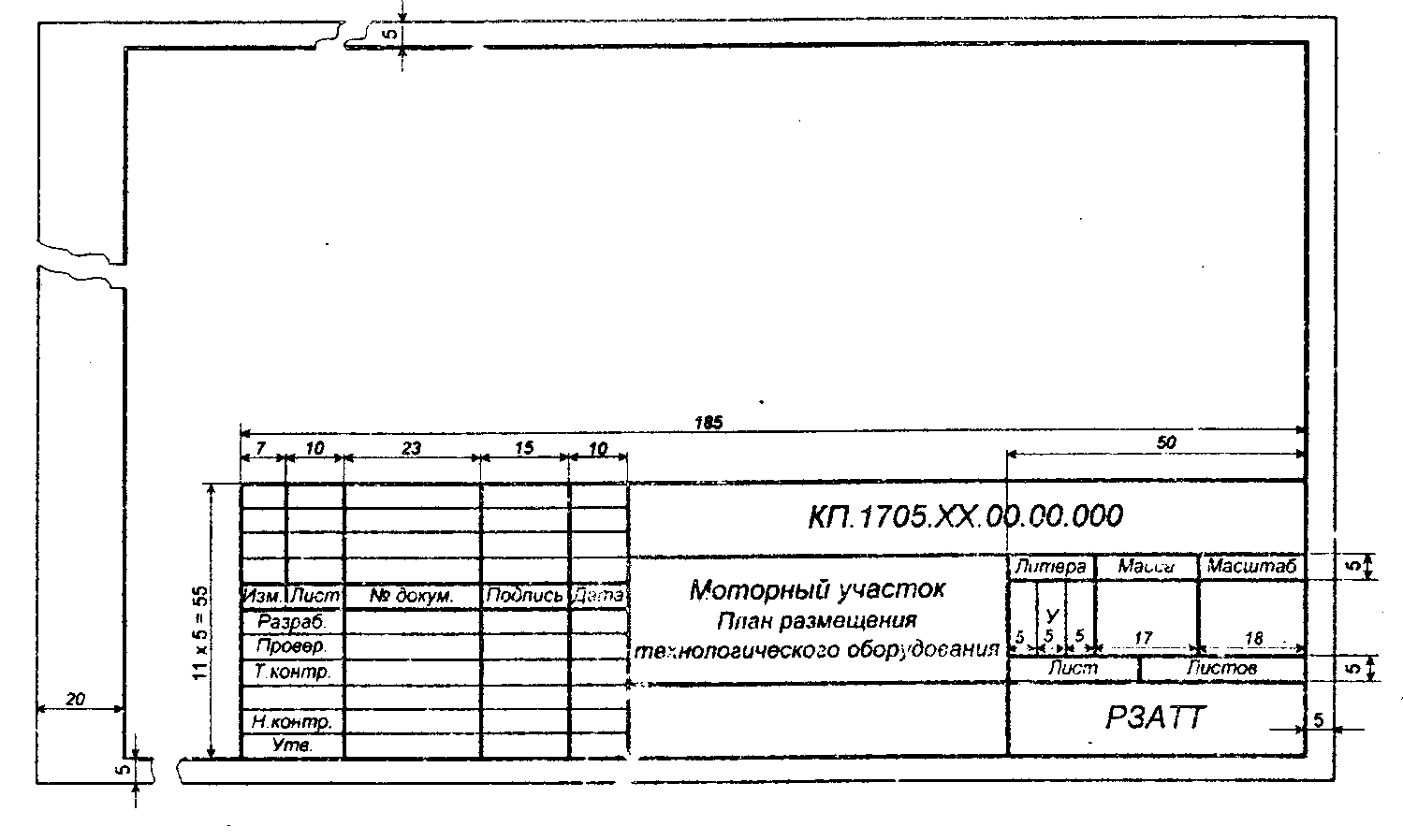
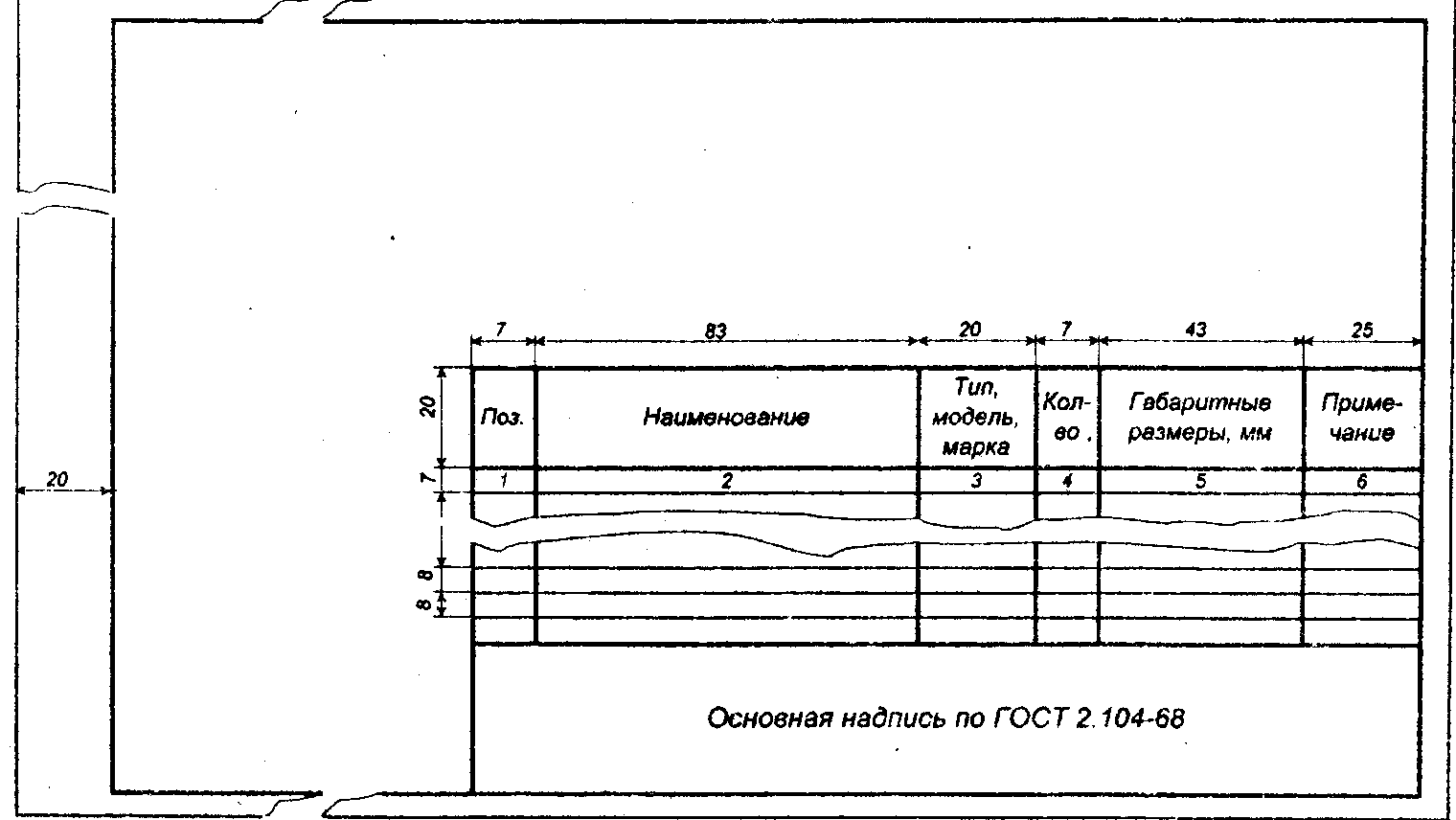
Основная надпись по ГОСТ 2. 104-68 (угловой штамп), который проставляется в правом нижнем углу формата А1 графической части проекта.
Спецификация технологического оборудования и организационной оснастки. Выполняется над основной надписью (угловым штампом) на листе формата А1.
Коэффициенты неравномерности загрузки постов ТО и ТР, Кн
Типы рабочих постов
Коэффициенты неравномерности загрузки постов
Списочное количество подвижного состава АТП
СТОА легковых автомобилей
До 100
От 100 до 300
От 300 до 500
городские
дорожные
Посты ЕО
1,20
1,15
1,12
1,05
1,15
Посты ТО-1, ТО-2, Д-1, Д-02
1,10
1,09
1,08
1,10
—
Посты ТР, регулировочные и разборочно-сборочные
1,15
1,12
1,10
1,15
1,25
Сварочно-жестяницкие, маляр-ные, деревообрабатывающие
1,25
1,20
1,17
1,10
—
Коэффициенты использования рабочего времени постов, Ки
Типы рабочих постов
Коэффициент использования рабочего времени постов при числе смен работы в сутки
одна
две
три
Посты ежедневного обслуживания
—уборочных работ
—моечных работ
0,98
0,92
0,97
0,90
0,95
0,87
Посты ТО-1 и ТО-2
—на поточных линиях
—индивидуальные посты
0,93
0,98
0,92
0,97
0,91
0,96
Посты Д-1 и Д-2
0,92
0,90
0,87
Посты ТР
—регулировочные, разборочно-сборо чные (не оснащенные специальным оборудованием), сварочно-жестяниц-кие, шиномонтажные, деревообрабаты вающие
—разборочно-сборочные (оснащен-ные специальным оборудованием
—окрасочные
0,98
0,93
0,92
0,97
0,92
0,90
0,96
0,91
0,87
infopedia. su не принадлежат авторские права, размещенных материалов. Все права принадлежать их авторам. В случае нарушения авторского права напишите сюда.
Автомойка на чертежах поточный метод. Техническое обслуживание, ремонт и требования к конструкции автомобилей при их выполнении
Для достижения более качественного и быстрого проведения работ по то и ремонту автомобилей данное предприятие необходимо оснастить моечным участком. Я сделал этот вывод, потому что техника в ремонтный бокс заезжает в грязном виде, что значительно замедляет работу обслуживающего персонала. А также затрачивается время на уборку после каждого автомобиля.
Для размещения оборудования на автомойке нет каких-либо специальных требований, которые не позволили бы это сделать уже в имеющемся в распоряжении и подходящем для этого помещении. Достаточно соблюдение следующих требований:
- температура внутри помещения в зимнее время не должна быть ниже 5°С для обеспечения нормального функционирования водоснабжения;
- необходимо обеспечить промышленное снабжение водой и электричеством;
- необходимо организовать систему водостока с автомобильной мойки и замкнутый цикл очистки и рециркуляции воды с системой отстоя грязной воды.
Поскольку оборудование для автомойки представляет собой специальную технику с большим или меньшим количеством узлов и агрегатов, которые работают в условиях постоянной нагрузки. Поэтому для нормального функционирования оборудования автомобильной мойки необходимо проводить мероприятия по его плановому техническому обслуживанию.









1 АНАЛИЗ ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ПРЕДПРИЯТИЯ7
- 1.1 ОБЩАЯ ХАРАКТЕРИСТИКА ПРЕДПРИЯТИЯ7
- 1.2 АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ПРЕДПРИЯТИЯ13
- 1.3 ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА ТО И РЕМОНТОВ В УСЛОВИЯХ ООО «СПЕКТР»16
- 1.4 ОБОСНОВАНИЕ ПРОЕКТНЫХ РЕШЕНИЙ20
2 ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ ПРЕДПРИЯТИЯ22
3 РАЗРАБОТКА МОЕЧНОГО ПОСТА52
- 3.1 ОБЩИЕ СВЕДЕНИЯ52
- 3.2 ПРОЕКТИРОВАНИЕ УЧАСТКА ДЛЯ МОЕЧНОГО ПОСТА52
- 3.3 ОБОРУДОВАНИЕ МОЕЧНОГО ПОСТА53
- 3.3.1 Очистные сооружения54
- 3.3.2 Описание процесса. Система отстоя воды54
- 3.3.3 Расчет основных параметров очистных сооружений56
4 КОНСТРУКТИВНАЯ РАЗРАБОТКА МОЙКИ АВТОМОБИЛЕЙ83
5 БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ112
- 5.1 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ЭКСПЛУАТАЦИИ НАСОСНОЙ УСТАНОВКИ112
- 5.1.1 Анализ условий труда на участке уборочно-моечных работ112
- 5.1.2 Меры по обеспечению безопасных и здоровых условий труда113
- 5.2 РАСЧЕТ СИСТЕМЫ ВЕНТИЛЯЦИИ УЧАСТКА МОЕЧНЫХ РАБОТ117
- 5.2.1 Расчет вытяжной вентиляции117
- 5.2.2 Расчет приточной вентиляции120
- 5.3 ТЕХНИКА БЕЗОПАСНОСТИ РАБОТЫ НА МОЙКЕ ГРУЗОВЫХ АВТОМОБИЛЕЙ124
- 5.3.1 Общие требования безопасности124
- 5.3.2 Требования безопасности перед началом работы125
- 5.3.3 Требования безопасности во время работы125
- 5.3.4 Требования безопасности в аврийных ситуациях126
- 5.3.5 Требования безопасности по окончании работ127
- 5.4 МЕРЫ ПО ОБЕСПЕЧЕНИЮ УСТОЙЧИВОСТИ РАБОТЫ КОРПУСА ЕО В УСЛОВИЯХ ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЙ127
- 5.5 МЕРЫ ПО ОХРАНЕ ОКРУЖАЮЩЕЙ СРЕДЫ133
6 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРОЕКТА136
- 6.1 РАСЧЕТ ДОПОЛНИТЕЛЬНЫХ ИНВЕСТИЦИЙ НА РЕКОНСТРУКЦИЮ136
- 6.2 РАСЧЕТ ТЕКУЩИХ ЭКСПЛУАТАЦИОННЫХ РАСХОДОВ137
- 6.3 РАСЧЕТ ПОКАЗАТЕЛЕЙ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ПРОЕКТА139
- 6.4 ОБОСНОВАНИЕ ЭКОНОМИЧЕСКОЙ ЦЕЛЕСООБРАЗНОСТИ ПРОЕКТА141
Одним из путей повышения производительности труда и снижения простоев автомобилей в ТО и ТР является рациональная организация рабочих мест и, следовательно, улучшение их использования.
Рабочее место
– это зона трудовой деятельности исполнителя, оснащенная необходимыми средствами и предметами труда, размещенными в определенном порядке: все виды работ по ТО и ТР начинают и заканчивают на автомобиле. Для проведения работ на автомобиле организуют рабочие посты. Рабочим местом рабочего или бригады рабочих называется участок производственной площадки, оснащенный необходимым оборудованием, приспособлениями и инструментом для выполнения определенного комплекса работ по техническому обслуживанию и ремонту автомобилей. Рабочие места ремонтных рабочих располагаются на постах ЕО, ТО-1 и ТО-2, в зонах текущего ремонта и в цехах производственного корпуса АТП.
Рабочий пост
– это участок производственной площади, предназначенный для размещения автомобиля и включающий одно или несколько рабочих мест для проведения ТО и ТР. Таким образом, при организации рабочих мест на АТП применяются два метода их размещения – на рабочем посту, т. около предмета труда и около орудия производства – у стенда, станка, верстака.
В зависимости от числа постов, между которыми распределяется комплекс работ данного вида обслуживания, различаются два метода организации работ: на универсальных и на специализированных постах.
Метод ТО автомобилей на универсальных постах
заключается в выполнении всех работ ТО (кроме УМР) на одном посту группой исполнителей, состоящей из рабочих всех специальностей (слесарей, смазчиков, электриков) или рабочих универсалов, где исполнители выполняют свою часть работ в определенной технологической последовательности. При данном методе организации технологического процесса посты могут быть тупиковые и проездные. Тупиковые посты в большинстве случаев используются при ТО-1 и ТО-2. Проездные – преимущественно при ЕО.
Недостатками метода (при тупиковом расположении постов) являются следующие: значительная потеря времени на установку автомобилей на посты и съезд с них; загрязнение воздуха отработанными газами при маневрировании автомобиля в процессе заезда на посты и съезда с них; необходимость неоднократного дублирования одинакового оборудования.
Сущностью метода ТО автомобилей на специализированных постах
является распределение объема работ данного вида ТО по нескольким постам. Посты, рабочие и оборудование на них специализируются с учетом однородности работ или рациональной их совместимости.
Метод специализированных постов может быть поточным и операционно-постовым.
Поточный метод
основан на применении поточной линии
– такой совокупности постов, при которой специализированные посты располагаются последовательно по одной линии.
Необходимым условием при этом является одинаковая продолжительность пребывания автомобиля на каждом посту (синхронизация работы постов), которая обеспечивается при различных объемах выполняемых работ по постам соответствующим количеством рабочих при соблюдении условия
где t
– продолжительность простоя автомобиля на посту (такт поста), ч; t
0 – объем работ по ТО, выполняемых на посту, чел. -ч;
Р
– число рабочих на посту, чел.
При поточном методе специализированные посты могут быть расположены прямоточно, как это организуется при ЕО (рис. 4), и поперечно по отношению к направлению движения потока.

Рис. Технологическая планировка поста уборки и мойки автомобиля:
1
– контейнер для мусора; 2
– электротельфер; 3
– установка создания воздушной завесы; 4
– пульт управления; 5
– огнетушитель углекислотный; 6
– ящик для песка; 7
– ларь для обтирочного материала; 8
– ворота механизированные; 9
– барабан с самонаматывающимся шлангом и пистолетом для воды; 10
– автоматическая моечная установка; 11
– воздухораздаточная колонка; 12
– знаки безопасности; 13
– щит для инвентаря; 14
– пылесос; 15
– конвейер
Достоинствами метода являются: сокращение потерь времени на перемещение автомобиля (рабочих) и экономное использование производственных площадей. Недостатком является невозможность изменения объема работ (в сторону увеличения) на каком-либо из постов, если не предусмотреть для этой цели резервных (скользящих) рабочих, включающихся в выполнение дополнительно возникших работ, чтобы обеспечить соблюдение такта линии. Часто функции скользящих рабочих возлагаются на бригадиров.
При организации ТО на поточных линиях различают потоки непрерывного
и периодического
действия. Потоком непрерывного действия (применяется только для работ ЕО) называют такую организацию технологического процесса, при которой ТО производится на непрерывно перемещающихся по рабочим зонам автомобилях. Скорость конвейера при этом выбирают в пределах 0,8–1,5 м/мин. Расстояние между перемещаемыми друг за другом автомобилями А
(2–4 м) в зависимости от скорости конвейера) выбирается с учетом того, что оно является частью длины рабочей зоны Lр. = Lа + А
, где Lа
– длина автомобиля.
Потоком периодического действия называют организацию технологического процесса, при котором автомобили периодически перемещаются с одного рабочего поста на другой (скорость конвейера – до 15 м/мин, А
= 1 м).
При операционно-постовом методе
обслуживания объем работ данного вида ТО распределяется также между несколькими специализированными, но параллельно расположенными постами, за каждым из которых закреплена определенная группа работ или операций. При этом работы или операции комплектуются по виду обслуживаемых агрегатов и систем (например: механизмы передней подвески и переднего моста; задний мост и тормозная система; коробка передач, сцепление и карданная передача). Обслуживание автомобилей в этом случае выполняют на тупиковых постах.
Преимуществами данного метода являются: возможность специализации оборудования, повышение уровня механизации, повышение качества работ и производительности труда, более оперативная организация технологического процесса (независимость постановки автомобилей на пост). Недостатком метода является то, что необходимость перестановки автомобилей с поста на пост требует маневрирования автомобиля, что вызывает увеличение непроизводительных потерь времени, а также загазованность помещений отработавшими газами.
При данном методе ТО целесообразно организовывать в несколько приемов (заездов), распределив все работы ТО на несколько дней.
Организация ТО-1 иТО-2 на универсальных постах. При небольшом списочном составе парка АТП, а следовательно, небольшой программе ТО не удается использовать поточный метод обслуживания. В этом случае ТО проводят на универсальных постах, обеспечивающих полное выполнение перечня обязательных операций ТО-1 (или ТО-2) на каждом из них.
При выполнении ТО автомобилей на универсальных постах применяется частичная или полная специализация исполнителей – по видам работ или группам агрегатов.
Посты используются тупикового и проездного типов. Проездные посты, позволяющие сохранить маневрирование подвижного состава, наиболее предпочтительны для обслуживания автопоездов и автобусов сочлененного типа.
При программе обслуживания до восьми автобусов в сутки НИИАТ рекомендует выполнять ТО-1 на универсальном проездном посту (рис.
На таких постах выполняются контрольные, регулировочные и крепежные работы по агрегатам и механизмам автомобиля, а также работы электротехнические, по системе питания и шинам. При этом выполнение смазочных, заправочных и очистительных работ предусматривается на отдельном посту смазки.

Рис. Технологическая планировка универсального поста для ТО-1 автобусов:
1 –
тележка для сброса фильтрующих элементов; 2 –
стол-ванна для промывки фильтров; 3 –
стол-ванна для чистого масла на подставке; 4 –
ларь для чистых обтирочных материалов; 5 –
наконечник с манометром для воздухораздаточного шланга; 6 –
стационарная установка; 7 –
направляющие для колес автобуса; 8 –
подъемник с креплением на стенке канавы; 9 –
подставка для работы в осмотровой канаве; 10 –
переносной ящик для инструментов и крепежных деталей; 11 –
маслораздаточный бак; 12 –
электромеханический солидолонагнетатель; 13 –
маслораздаточная колонка; 14 –
стеллаж-вертушка для крепежных деталей; 15 –
слесарный верстак
Организация ТО-1 на потоке. К основным условиям, при которых достижима эффективность поточного метода, относятся:
– достаточная для полной загрузки поточной линии суточная или сменная программа обслуживания;
– строгое выполнение всего комплекса операций определенного для данного вида обслуживания автомобиля и условий его работы;
– четкое распределение перечня операций по отдельным исполнителям;
– правильный расчет такта линии и строгое его выполнение; максимальная механизация и автоматизация работ, включая передвижение автомобиля с поста на пост;
– максимально возможная специализация отдельных постов по виду выполняемых работ при большой программе обслуживания, совмещение работ различного вида на одном посту при относительно небольшой программе;
– хорошо налаженное снабжение поточной линии всеми необходимыми деталями, материалами и инструментом, хранящимся вблизи от рабочих постов или непосредственно на постах;
– возможность переходов рабочих с поста на пост и наличие так называемых «скользящих» рабочих для продолжения незаконченной операции или оказания помощи в работе соседним постам (особенно при разномарочном составе автомобилей), а также наличие необходимости дополнительного поста для завершения работ, по каким-либо причинам не выполненных на самой линии.
Типаж поточных линий включает два типа линий: на два и три рабочих поста (рис. Для трехпостовой поточной линии с производительностью 17–20 автомобилей в смену, при семи рабочих на постах, распределение видов работ по постам может иметь следующий вид.
Первый пост предназначен для выполнения контрольно-диагностических, крепежных и регулировочных работ, связанных с вывешиванием колес автомобиля (по переднему и заднему мостам, тормозной системе, рулевому управлению и подвеске автомобиля). На втором посту выполняются контрольно-диагностические, крепежные и регулировочные работы, не связанные с вывешиванием колес автомобиля (по электрооборудованию, системе питания, КПП, сцеплению и др. На третьем посту производятся работы по двигателю, смазочные, заправочные и очистительные операции по всему автомобилю.
На линии может быть предусмотрен нерабочий пост, который чаще всего используется для стоянки автомобиля, ожидающего ТО.

Рис. Технологическая планировка поточной линии ТО-1 на трех постах:
1
– направляющий ролик; 2
– конторский стол; 3
– слесарный верстак; 4
– регулируемые подставки под ноги; 5
– стеллаж-вертушка для крепежных деталей; 6
– переходный мостик; 7
– передвижной пост электрика; 8
– тележка для транспортировки аккумуляторных батарей; 9
– ящик для инструмента и крепежных деталей; 10
– гидравлический передвижной подъемник; 11
– гайковерт для гаек колес; 12
– стол-ванна для промывки фильтров; 13
– воздухораздаточная автоматическая колонка; 14
– маслораздаточная колонка; 15
–передвижной пост смазчика-заправщика; 16
– маслораздаточный бак; 17
– ларь для обтирочных материалов; 18
– установка для отсоса отработавших газов; 19
– механизм привода ворот; 20
– лари для отходов; 21
– воронка для слива отработавших масел; 22
– установка для заправки трансмиссионным маслом; 23
– передвижной нагреватель смазки; 24
– передвижной пост слесаря-авторемонтника; 25
– гайковерт для гаек стремянок рессор; 26
– установка для тепловой воздушной завесы ворот
Организация ТО-2 на потоке. ТО-2 на потоке имеет следующие основные особенности:
– распределение всего комплекса операций ТО-2 по месту их выполнения (специализированным постам), исходя из технологической разнородности различных групп операций, технологической последовательности их выполнения, специфичности применяемого оборудования, санитарных и других условий;
– включение в ТО-2 операций ТР малой трудоемкости, не нарушающих ритмичности выполнения собственно обслуживания (по разработанному примерному перечню таких операций);
– вариантность технологических схем, предусматривающая возможность их использования различными по масштабу АТП, с выполнением обслуживания как на постах тупикового типа, так и на поточной линии (на наиболее крупных предприятиях);
– возможность унификации поточных линий ТО-2 в целях проведения работ на них в различные смены (на одних и тех же производственных площадях).
В зависимости от масштаба производственной программы могут применяться различные организационные схемы обслуживания ТО-2 на потоке с делением поступивших автомобилей на четыре группы.
По первой из этих схем после выполнения контрольно-диагностических операций на посту диагностики (рис. 7) автомобили 1-й группы следуют в зону ТО-2 на посты тупикового типа, где выполняются операции 2-й и 3-й групп. Смазочно-очистительные операции 4-й группы выполняются на посту смазки зоны ТО-1 или на соответствующем посту поточной линии ТО-1.
Рекомендациями по выбору схемы организации ТО-2 устанавливаются, что при программе, равной 2–3 обслуживаниям грузовых автомобилей в смену, принимается первая схема с постами тупикового типа. При программе на 4–5 обслуживаний применима вторая схема – с четырехпостовой поточной линией.
При программе на 6–7 обслуживаний – пятипостовая линия.

Рис. Технологическая планировка поста диагностирования Д-2:
1
– вывод отработавших газов; 2
– раковина для мытья рук; 3
– шкаф для одежды; 4
– пульт управления стендом; 5
– стол; 6
– стул; 7
– подвод сжатого воздуха; 8
– прибор для проверки системы зажигания; 9
– верстак с параллельными тисками; 10
– переносная лестница; 11
– площадочный винтовой подъемник; 12
– вентилятор для охлаждения; 13
– второе положение автомобиля; 14
– шкаф для переносного оборудования; 15
– передвижной подъемник; 16
– первое положение автомобиля; 17
– осмотровая канава; 18
– стенд для диагностики тягово-экономических показателей; 19
– раздвижные ворота
При проведении ТО-2 допускается выполнение сопутствующих ремонтных операций, имеющих относительно малую трудоемкость (до 0,3 чел. -ч), при общем их объеме не более 20% от нормативного объема работ ТО-2. К таким операциям относятся: замена рулевых тяг, топливного насоса, тормозных колодок, карданного вала и т.
Для обеспечения ритмичности в работе поточной линии предусматривается выделение нескольких «скользящих» слесарей-ремонтников.
Распространению поточных линий ТО-2 препятствует значительная сложность организации их работ. Наиболее трудно сохранить заданную расчетом ритмичность в работе поточной линии, так как выполнять ТО-2 без операций ремонта не удается (объем работ ремонта при ТО-2 достигает 50 % и более от трудоемкости самого обслуживания).
Таким образом, основными показателями для применения ТО-2 на потоке должны стать: улучшенная организация снабжения запасными частями; большая равнопрочность и долговечность узлов и агрегатов автомобиля (что позволит уменьшить объем ремонтных работ и стабилизировать перечень операций при ТО-2); применение углубленной диагностики автомобилей перед постановкой их на ТО-2 с целью уточнения состава требуемых операций ремонта; увеличение в АТП количества зданий, позволяющих оборудовать поточные линии в соответствии с рациональной технологией обслуживания.
Операционно-постовой метод ТО-2. Основными идеями метода являются: выполнение всего объема ТО-2 и сопутствующего ремонта (ТРСОП) только в межсменное время, в несколько приемов-заездов, осуществляемых в течение ряда следующих друг за другом дней; распределение и специализация рабочих по определенным группам обслуживаемых и ремонтируемых агрегатов и систем автомобиля.
Практически весь объем ТО-2 по данному методу распределяется на шесть групп операций («постов»), каждая из которых выполняется рабочими определенного поста. Число приемов-заездов на обслуживание ограничивается четырьмя или двумя, в каждый из которых работы на автомобиле выполняются сразу несколькими «постами».
Под словом «пост» при операционно-постовом методе понимается не место рассматриваемое в плане габаритных размеров автомобиля, а группа операций, выполняемая рабочими определенной специализации. Специализация автомобилемест (за исключением работ по кузову) не осуществляется. Сутью метода является не перестановка автомобиля в процессе выполнения работ ТО-2 с поста на пост, а перемещение по постам передвижных групп исполнителей. В состав общей бригады ТО-2, кроме закрепленных специалистов, могут входить некоторые специалисты, не закрепленные за отдельными постами, – арматурщики, электрики и др.
Внедрение операционно-постового метода позволяет довести КТТ автомобилей парка до 0,97.
Недостатками метода являются: отсутствие специализации автомобилемест, свойственной поточному методу; отсутствие строгой технологической связи между автомобилеместами и производственными цехами; нечеткое распределение функций между основной бригадой, выполняющей ТО-2 и большую часть ремонтов, и вспомогательной бригадой, выполняющей только ТР, что снижает ответственность отдельных исполнителей за качество работ и, как следствие, способствует излишней повторяемости ремонта.
Технологический процесс технического обслуживания определяется особенностями каждого вида воздействия, степенью специализации, а также количеством рабочих постов и рабочих мест.
Степень специализации постов и рабочих мест зависит от количества постов, требуемых для выполнения суточной программы по видам воздействий, а также от наиболее рационального распределения работ по постам с учетом возможной их механизации.
В зависимости от числа постов, между которыми распределяется комплекс работ данного вида обслуживания, различают два основных метода его организации:
- на универсальных
- на специализированных постах
Метод обслуживания на универсальных постах
заключается в выполнении всего комплекса работ данного вида технического обслуживания на одном посту (исключая уборочно-моечные работы) одной комплексной бригадой, включающей рабочих всех специальностей (слесарей, смазчиков, электриков) или рабочих-универсалов высокой квалификации. При наличии нескольких универсальных постов работы могут выполняться последовательно перемещающимися с поста на пост специализированными бригадами или рабочими производственных участков. В этом случае на смежных постах поочередно работают бригады рабочих различных специальностей или рабочие производственных участков, которые после выполнения своей работы переходят с поста на пост.
Расположение постов при такой организации обслуживания преимущественно тупиковое. Прямоточные универсальные посты применяют в виде проездных постов преимущественно для мойки автомобилей.
При обслуживании на нескольких универсальных постах, расположенных параллельно, продолжительность пребывания автомобилей на каждом посту может быть неодинаковой, однако необходимо, чтобы суммарная производительность постов (количество обслуживаемых автомобилей в единицу времени) обеспечивала расчетную программу по данному виду обслуживания.
Это положение допускает не только некоторое отклонение объемов работ от установленного норматива для данного вида технического обслуживания, но и различные объемы работ, т. разнотипность обслуживаемых автомобилей.
Недостатком тупикового расположения постов является необходимость маневрирования автомобиля при постановке его на пост и съезде с поста, что вызывает загрязнение воздуха отработавшими газами и. кроме того, увеличивает общее время, затрачиваемое на обслуживание автомобиля.
Метод специализированных постов
предусматривает выполнение всего объема работ технического обслуживания данного вида по каждому автомобилю на нескольких постах. При этом степень специализации постов зависит от характера работ, для выполнения которых требуется однородное оборудование и соответственная специализация рабочих (например, смазочные, электротехнические, крепежные работы. ) Специализация постов может также ограничиваться числом выполняемых операций по данному виду работ или предусматривать совмещение однородных работ.
Метод специализированных постов в свою очередь может быть:
- поточным
- операционно-постовым
При поточном методе объем работ данного вида технического обслуживания, выполняемых одновременно, распределяется по нескольким постам, расположенным в технологической последовательности с закреплением за каждым постом определенных операций и специализированных рабочих мест. Посты могут располагаться прямоточно по направлению движения автомобиля или в поперечном направлении.
Необходимым условием этого способа организации процесса обслуживания является одинаковая продолжительность пребывания автомобиля на каждом из постов, что достигается постоянным объемом работ, выполняемых на постах, и соответствующим количеством рабочей силы на них.
Нарушение установленных норм времени или объемов работ хотя бы на одном посту может вызвать непроизводительные простои на других постах и нарушение процесса поточного производства. Объем работ на постах может быть изменен только при условии изменения количества работающих на постах всего потока. Специализация постов обслуживания обусловливает специализацию рабочих.
Посты при поточном методе обслуживания чаще всего располагают по прямой линии, что обеспечивает наиболее короткий путь перемещения автомобиля с одного поста на другой. Совокупность постов при поточном методе обслуживания называется линией обслуживания.
Операционно-постовой метод
При операционно-постовом методе обслуживания объем работ данного вида технического обслуживания распределяется также между несколькими специализированными, но параллельно расположенными-постами. за каждым из которых закреплена определенная группа работ или операций. При этом работы или операции комплектуются по виду обслуживаемых агрегатов и систем, например:
- 1-й пост — механизмы передней подвески и переднего моста
- 2-й пост — задний мост и тормозная система
- 3-й пост — коробка передач, сцепление, карданная передача
Обслуживание автомобилей в этом случае выполняют на тупиковых постах. Продолжительность простоя на каждом из постов должна быть одинаковой при одновременной независимости постов.
Организация работ по такому методу обусловливает возможность специализировать оборудование, шире механизировать процесс и тем самым повысить качество работ и производительность труда.
Независимость установки автомобиля на каждый пост (и съезда с поста) при операционно-постовом методе делает организацию процесса более оперативной. Необходимость перестановки автомобилей с поста на пост вызывает большое маневрирование автомобилей, а следовательно, непроизводительную потерю времени, загазованность помещения отработавшими газами. Поэтому при данном методе целесообразно обслуживание автомобилей организовать в несколько приемов-заездов, распределив его на несколько дней.
Основными преимуществами поточного метода обслуживания являются сокращение трудоемкости и повышение производительности труда при одновременном улучшении качества технического обслуживания, снижение квалификации рабочих, лучшее использование производственных площадей и оборудования, повышение дисциплины труда и уменьшение себестоимости работ по обслуживанию.
Данный метод организации технического обслуживания нашел применение в крупных автохозяйствах при организации ЕО, ТО-1 и ТО-2.
При поточном методе автомобили могут перемещаться по постам обслуживания периодически или непрерывно. В первом случае процесс называется потоком периодического действия, во втором — потоком непрерывного действия.
Автомобили на поточной линии могут перемещаться с поста на пост:
- своим ходом (с периодическим пуском и остановкой двигателя);
- перекатыванием автомобилей на колесах по наклонной плоскости, вдоль которой расположена линия обслуживания;
- перекатыванием автомобилей вручную на роликовых тележках по рельсам;
- при помощи конвейеров.
Оборудование
для мойки автомобилей подразделяется
на общее и специальное.
К общему
относят
площадки и различного типа канавы
(боковые и межколейные узкого типа,
широкие с колейным мостиком), эстакады
и подъемники. Посты разделяются
водонепроницаемой перегородкой. Дверной проем может иметь гибкую завесу
для автоматического ограждения моечной
камеры после въезда и выезда автомобиля.
Специальное
оборудование
разделяется
в зависимости от способа мойки и типа
автомобиля. Мойка может быть ручной
(шланговой), механизированной,
автоматизированной и комбинированной.
Вопрос 5 (Оборудование для уборочных и моечных работ – классификация)
Уборочно-моечное
оборудование служит для удаления
загрязнений с поверхности автомобилей. Для этого существует большое количество
моечных установок, которые классифицируются
по способу выполнения, развиваемому
давлению, по конструкции рабочего
органа, по степени подвижности и по
взаимному перемещению
Механизированное моечное оборудование автомобилей- струйное, щеточное, струйно-щеточное.
осуществляется
с помощью специальных установок, которые
по своему устройству и условиям применения
классифицируются: по конструкции
рабочего органа установки — на струйные,
щеточные и струйно-щеточные; по
относительному перемещению автомобиля
и рабочих органов установки — на проездные
и подвижные; по условию применения — на
стационарные и передвижные; по способу
управления — на установки с ручным
управлением и автоматические.
Механизированная
мойка автомобилей
имеет
большие преимущества перед шланговой,
так как она: а) обеспечивает одновременную
мойку всего автомобиля, в то время как
при шланговой мойке этот процесс
производится по частям; б) позволяет
высвободить рабочую силу для других
работ; в) обеспечивает высокое качество
мойки.
Механизированную
мойку автомобиля
осуществляют
с помощью специальных установок с
большим числом направленных струй воды
(или моющего раствора), а также вращающихся
цилиндрических щеток и других устройств.
Щеточное
оборудование
–
обеспечивают механический контакт с
автомобилем, для мойки легковых
автомобилей, автобусов, автофургонов. К достоинствам относятся улучшенное
качество мойки и снижение в 2-3 раза
расхода воды. Недостатки: сложность
конструкции и не универсальность.
Струйное
большой
расход воды и недостаточное качество
мойки.
В
крупных АТП
механизированную
мойку автомобиля
осуществляют
на моечных установках струйно-щеточного
типа
,
оборудованных конвейером для
автоматического передвижения автомобиля
во время мойки, системой насадок для
направления струй воды на кузов и мойки
днища, верхними и боковыми вращающимися
щетками.