
- Технологический проект СТО с разработкой сварочного участка
- Описание работы
- Проектирование участков механических и механосборочных цехов
- Определение типа производства
- 1 Pacчет в серийном производстве
- 2 Расчет в поточном производстве
- Определение количества работающих
- Планировка оборудования на участке
- Проектирование складских и вспомогательных помещений цеха
- Подъемно-транспортное оборудование цеха
- 1 Транспортное оборудование в серийном производстве
- 2 Подъемно-транспортное оборудование в автоматизированном производстве
- 3 Транспортирование стружки
- Разработка графической части проекта участка и цеха с использованием САПР «Компас-график»
- Порядок выполнения работы
- Здание по вашим размерам
- Наши работы
- Техническое задание на проектирование цеха
- Первый этап проектирования
- Второй этап проектирования
- Третий этап проектирования
- Архитектурные решения
- Конструктивные решения
- Бесплатная техническая поддержка
- Рабочее место сварщика
- Виды рабочих мест сварщика
- Требования к организации рабочего места сварщика
- Провода и маска для сварщика
Технологический проект СТО с разработкой сварочного участка
Уникальность работы 100% ☺
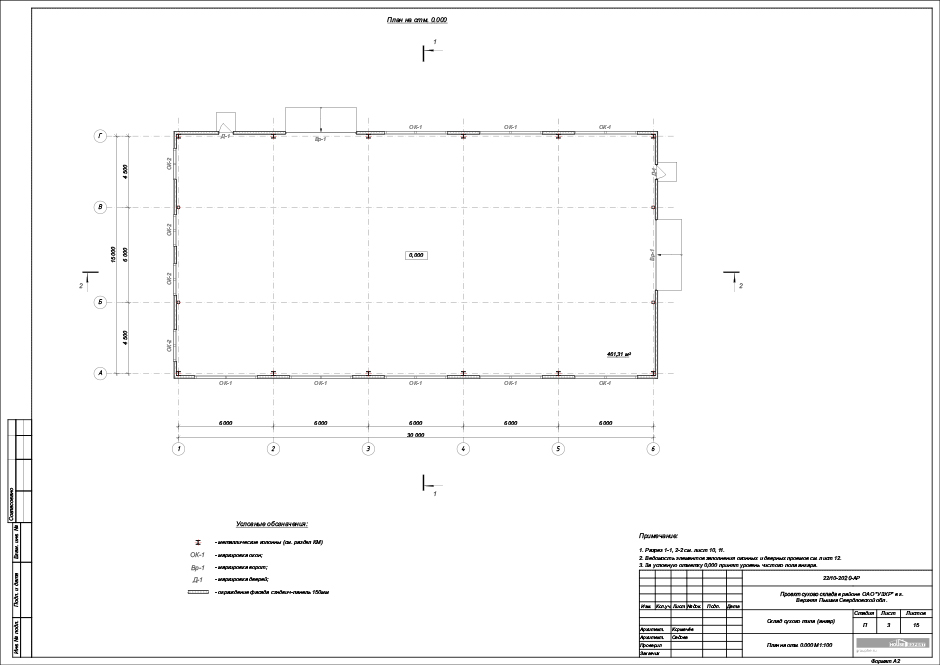
План произвосдтвенного корпусаТехнологическая карта на снятие прокладки головки блока цилиндров
Планировка внедряемого сварочного участка
Введение1 Технологический расчет СТО1. 1 Обоснование мощности СТО 31. 2 Режим работы СТО 31. 3 Расчет годового объема уборочно-моечных работ. 4 Расчет годового объема работ по предпродажной подготовке 41. 5 Расчет годового объема работ по самообслуживанию 41. 6 Расчет численности производственных рабочих 51. 7 Расчет числа рабочих постов ТО и ТР 61. 8 Суточное число заездов на СТО 61. 9 Расчет числа постов в УМР 61. 10 Расчет вспомогательных постов. 11 Расчет автомобиле-мест ожидания 71. 12 Расчет автомобиле-мест хранения 71. 13 Расчет площадей зон ТО и ТР 71. 14 Расчет площадей производственных участках 72. Организация и управление производством ТО и ТР СТО2. 1 Технологический процесс ТО и ТР на СТО. 2 Методы проведения работ на СТО. 113. Строительные требования3. 1 Строительные требования, предъявляемые к производственному корпусу 144. Технологический проект сварочного участка4. 1 Назначение участка. 154. 2 Расчет участка. 154. 3 Подбор оборудования. 154. 4 Технология работ на участке. 164. 5 Правила техники безопасности. 175. Технологическая картаСписок литературы
Описание работы
Исходные данные для расчёта производственной программы СТО:
- Пропуская способность одного поста — 244 авто
- Количество рабочих дней в году — в 53 дня;
- Среднегодовой пробег автомобиля — 10 000 км;
- Число продаваемых автомобилей — 500 шт.
После расчёта сварочное-наплавочного участка была получена необходимая площадь и она составляет 18 м2. Далее был произведен расчёт и подбор оборудования для участка. Заканчивается работа технологической картой на порядок проведения операций снятия прокладки головки блока цилиндров.
Записка пояснительная;2. План производственного корпуса — чертеж;3. Участок сварочный — чертеж;4. Технологическая карта на снятие прокладки головки блока цилиндров — чертеж.
Цена курсовой работы
680 ₽
Нашли дешевле? — Где?
Сделаем еще дешевле!
Эту работу вы можете получить по обмену
Проектирование участков механических и механосборочных цехов
Министерство образования
Российской Федерации
Саратовский
государственный технический университет
и курсовых работ
Проектирование участков
механических и механосборочных цехов
редакционно-издательским
советом Саратовского государственного технического университета
Определение типа производства
Тип производства по ГОСТ 3. 1121-84 характеризуется
коэффициентом закрепления операций) — К30. При Кзо = 1 —
10 — массовое и крупносерийное производство; Kзо = 10 — 20 —
среднесерийное. В единичном производстве Кзо не регламентируется.
где Фд об — действительный годовой фонд времени работы
оборудования, час;годовая программа выпуска изделий, шт
Тш-к ср — среднее штучно-калькуляционное. время
операций по изготовлению изделия.
Существуют две формы организации технологических процессов:
групповая и поточная. При поточной форме определяется такт производства
где Q — программа выпуска изделий в планируемый период, шт.
При групповой фopмe организации производства запуск изделий
производится партиями с определенной периодичностью, что является признаком
серийного производства. Количество деталей в партии для одновременного запуска
определяется по формуле:
где F — число рабочих дней в году (254 дня).
а — число дней на которое необходимо иметь запас деталей. Рекомендуется 3, 6, 12, 24 дня. Меньшее число дней — для крупных деталей,
большее — для мелких.
Корректировка величины партии осуществляется следующим
образом:
— определяется расчетное число смен на
обработку всей партии деталей
— расчетное число смен округляется до ближайшего
целого числа Спр;
— определяется принятое число деталей в партии;
где 480 — расчетный фонд времени работы станка в смену, мин;
,8 — коэффициент загрузки станка.
1 Pacчет в серийном производстве
При определении количества оборудования точным способом
расчет ведется во каждому типоразмеру станка на основе под счета годовой
трудоемкости обработки всех деталей, закрепленных за данным типом станка, и
действительного фонда времени работы оборудования при принятом числе смен его
работы. Проектные расчеты основного количестве станков ведут для двухсменного
режима работы, а для уникальных, крупных и тяжелых станков — для 3-х сменного.
Расчетное количество станков данного типа определятся по
формуле:
где Ср — расчетное количество станков данного
типоразмера;
Тшт-к — трудоемкость годового количества всех
деталей на станках данного типоразмера в станко-часах.
об — действительный годовой фонд времени работы
оборудования при 2-х сменной работе в часах.
Данные по трудоемкости обработки деталей на участке заносятся
в табл.
Наим. детали
Годовая
программа
Наим. станков и
их моделей по ТП
Итого Тшт-к
Пр. фрез. 6602
Рад. сверл. 2Н55
Ток-винт. 1К62
Верт. фрез 6Т82
Тшт-к
Тшт-к
Тшт-к
Тшт-к
на 1 дет. , мин
на год. , ч
на 1 дет. , мин
на год. , ч
на 1 дет. , мин
на год. , ч
на 1 дет. , мин
на год. , ч
на 1 дет. , мин
на год. , ч
Дет. №1
Дет №2
Итого
—
Х1
—
Х2
—
Х2
—
Х3
—
Х
Согласно таблице общее количество станков на участке и по видам
оборудования будет определяться:
Полученное расчетом количество станков округляетется до целого
числа, называемого принятым числом станков Сп. Для определения
степени загруженности по времени станков данного типоразмера пользуются коэффициентом
загрузки оборудования, который определяется отношением расчетного числа станков
к принятому:
Средний коэффициент загрузки оборудования по участку, отделению
или цеху:
принимается: для единичного и мелкосерийного производства 0,8 —
0,85 и выше; для серийного производства 0,75- 0,85. Если по отдельны»! типам
станков коэффициент загрузки получается более низким, то необходимо работу
перераспределить с наиболее нагруженных станков. Рекомендуемое число станков
машиностроения и приборостроения на участке 18 — 30 единиц, в цехе 120 — 300
единиц.
По результатам расчета строится график загрузки оборудования (рис.
Число рабочих мест при непоточной сборке определяют по формуле
где Фрм — фонд времени рабочего места сборщика = 4140
ч.
П — плотность работы, т. среднее число рабочих на одном месте;
зависит от габаритных размеров собираемого изделия, характера выполняемых
работ, определяющих возможность одновременной работы сборщиков с разных сторон
изделия.
2 Расчет в поточном производстве
Количество станков в непрерывно-поточной линии определяется
для каждой операции по такту выпуска деталей с линии:
где Тш — штучное время обработки, мин
t — такт выпуска деталей с линии, мин.
Расчетное количество станков округляется по ближайшего целого
числа, однако при превышении его не более, чем на 0,1, следует изыскать
возможность округления в меньшую сторону, пeресмотрев условия выполнения
операции с целью уменьшения штучного времени.
Средний коэффициент загрузки оборудования всей линии определяется
отношением расчетного числа станков линии к принятому. Результаты расчетов
следует принять удовлетворительными, если средний коэффициент загрузки станков
линии будет не ниже 0,65 — 0,75. При этом для отдельных высокопроизводительных
станков допускают коэффициент загрузки 0,5 и менее (например, протяжные
станки).
Расчет количества станков и загрузка оборудования в многодетальных
поточных линиях (переменно-поточных) при разной программе выпуска каждой детали
производится по фонду времени и трудоемкости обработки с учетом дополнительного
времени на переналадку.
где Кп — коэффициент, учитывающий время на переналадку
линии с одного наименования детали на другое = 0,95.
Когда на линии обрабатываются детали, мало различающиеся по
трудоемкости, то устанавливается единый такт для обработки всех деталей.
Количество станков в групповых поточных линиях определяется для каждой
операции по формуле. применяемой при расчете числа станков в переменно-поточной
линии, но без применения коэффициента переналадки.
В линиях с жестким тактом, т. с применением тяговых
транспортеров, время холостых перемещений транспортера и деталей, фиксации,
зажимов и разжимов деталей или приспособления-спутника, быстрого подвода и
отвода инструмента определяется максимальным временем в операции по одному из
станков линии.
В линиях из агрегатных станков время всех холостых движений и
перемещений составляет 0,25-0,3 мин. Это время соответствует вспомогательному
времени — tв. Загрузка автоматических линий составляет в среднем
около 70%. Поэтому расчет можно вести не по штучному времени, а по рабочему
циклу tрц, который в однопоточном процессе равен оперативному
времени — Топ.
Часовая производительность определяется
где Спр — принятое количество станков.
По формуле (11) рассчитывается коэффициент загрузки
оборудования и строится график (рис.
Число рабочих мест на сборочной позиции поточной линии сборки
определяется исходя из ее содержания, штучного времени Tш и такта
выпуска t:
где Р — число рабочих на данном рабочем месте.
Определение количества работающих
К производственным рабочим механических цехов относятся
станочники, операторы и наладчики автоматических линий, разметчики, слесари по
промежуточным слесарно-сборочным работам, мойщики деталей.
Типы станков
% состав
оборудования механических цехов
Приборостроение
Станкостроение
Автомобилестроение
Тяжелое
машиностроение
Токарные,
токарно-револьверные
28
23
25
23
Расточные
10
3
2
35
Сверлильные
15
10
21
17
Агрегатные
5
3
10
—
Строгальные,
долбежные
1
4
—
5
Фрезерные
15
15
7
7
Протяжные
—
1
3
2
Зубообрабатывающие
8
6
9
1
Шлифовальные и
хонинговальные
10
12
11
1
Резьбонарезные
2
3
1
1
Отрезные
1
1
—
1
Специальные
автоматы и п/автоматы
5
10
11
7
В единичном, мелкосерийном и серийном производствах
количество производственных рабочих определяется по общей трудоемкости:
где Т — трудоемкость годового выпуска деталей;
Фдр — действительный годовой фонд времени работы
рабочего в часах.
Количество рабочих станочников Рс определяется по
трудоемкости механической обработки:
где Тмех — трудоемкость механической обработки в ст-час
— годовая программа в штуках;
Км — коэффициент многостаночного обслуживания
Количество станочников рассчитывается по каждому виду
оборудования: токарей, фрезеровщиков, сверловщиков и т. Коэффициент
многостаночного обслуживания равный для каждого типа оборудования. Например,
для многошпиндельных автоматов Км = 2 —
3
для одношпиндельных автоматов Км = 3 — 4
для зубообрабатывающих станков Км = 3 —
5
для поточного производства Км = 1,1-1,5
Число станочников можно определить также по числу станков Сп
цеха или участка:
где Кз, Ки — коэффициенты загрузки и
использования оборудования; для единичного, мелкосерийного и среднесерийного
производства принимаются = 0,85, для крупносерийного и массового = 0,8.
Число сборщиков по числу рабочих мест Mcб определяют по
формуле:
где П — плотность работы;
Ки = 0,8 — для сборочных работ.
В условиях крупносерийного, массового производств и при
использовании гибких производственных систем (ГПС) для обслуживания станков в
составе производственных рабочих предусматривают наладчиков для каждого типа
оборудования. Так, например, один наладчик обслуживает 11 — 18 токарных
станков; 5 — 12 агрегатно-сверлильных; 8 — 13 — шлифовальных; 4 -10 — токарных
о ЧПУ; 8 — 16 — фрезерных и сверлильных с ЧПУ; 2 — 6 — многоцелевых станков и
роботизированных технологических комплексов (РТК); 5 — 8 — сборочных автоматов
и п/автоматов.
Число операторов-наладчиков ГПС рассчитывают в зависимости от
числа гибких производственных модулей (ГПМ) в их составе. Один
оператор-наладчик обслуживает следующее число ГПМ: токарных — 3-4; карусельных
— 2; сверлильно-фрезерно-расточных — 2 — 3; шлифовальных — 2-3;
зубообрабатывающих — 3-4 и т.
При расчетах числа рабочих-станочников, обслуживающих поточные
линии, станки с ЧПУ и ГПМ рассматривают возможность обслуживания одним рабочим
нескольких станков одной, либо смежной линии. Основное условие для
использования многостаночного обслуживания в том, чтобы за время автоматической
работы одного станка — tма рабочий смог выполнить работу по
обслуживанию других станков т
При обслуживании станков-дублеров, выполняющих одинаковую
операцию, число станков, обслуживаемых одних рабочим, рассчитывается по формуле
где — вспомогательное, не перекрывающееся
время;вn — вспомогательное. перекрывающееся машинным время;nep
— время переходов рабочего от станка к станку.
В этом случае строится циклограмма многостаночной работы (рис.
Длительность цикле Тц складывается из
машинно-автоматического времени tма и вспомогательного не
перекрывающегося tвн времени, т.
Длительность цикла обслуживания должна быть равна или кратна
действительному такту выпуска. Каждому рабочему присваивается определенный
разряд и рассчитывается средний разряд рабочих по участку. Средний разряд для серийного
и мелкосерийного производства 3,2 — 4,2. Все принятое количество
производственных рабочих должно быть разбито по сменам: для серийного и
мелкосерийного производств в первую смену назначают 55% всех рабочих; для
автоматических и поточных линий — 50%.
Укрупненно количество вспомогательных рабочих составляет: в
серийном производстве 18-25% от количества производственных; ИТР -9,5 -11%;
служащих — 1. 4 — 2%, МОП 1,1 — 1. 5%; работников технического контроля — 4 — 6%. Кладовщики и раздатчики — один рабочий на 40-60 производственных рабочих. Количество водителей электрокар и крановщиков берется в соответствии с
количеством единиц кранового оборудования. Уборщики помещений — 1 человек на
700 — 1200 м2 убираемой площади; уборщики стружки — 1 человек на
0,7-2 т стружки в зависимости от уровня механизации.
Количество браковщиков и контролеров — 10 — 15% от количества
производственных рабочих. Количество ИТР ОТК при двухсменной работе составляет
7 — 10% количества всех рабочих цеха.
В цехах крупносерийного производства число вспомогательных рабочих
составляет 35 — 50%, ИТР — 7 — 10%, служащих 2 — 1%, МОП — 1,5-0,8% от общего
количества всех работающих.
Планировка оборудования на участке
Планировка участка — это план расположения
производственного, подъемно-транспортного и др. оборудования, рабочих мест,
проездов и проходов и др. Основным принципом при составлении плана расположения
оборудования на участке и в цехе является обеспечение прямоточности движения
деталей в процессе их обработки в соответствии с технологическим
процессом.
Расстановка оборудования по типам применяется в цехах
единичного и мелкосерийного производства, а также для отдельных деталей
серийного производства. Наиболее современная планировка станков получается в
автоматических в непрерывно-поточных линиях — в порядке выполнения тех. процесса. Здесь станки расположены в порядке выполнения операций так, чтобы не
было возвратных движений. Однако, отдельные детали могут обрабатываться не на
всех станках и поэтому допустимо зигзагообразное движение деталей.
План расположения оборудования составляется в масштабе 1:100 или
1:50, Ширина пролетов (L) для среднего машиностроения принимается
м, для приборостроения 12 м, для тяжелого машиностроения 24 м; шаг
колонн t (в продольном направлении) — 6 или 12м (рис.
Таким образом, применяют следующие сетки колонн:
´ 6; 18 ´ 6; 18 ´ 12; 24 ´ 6; 24 ´
12.
Перед планировкой оборудования вырезают карточки габаритов станков
— темллеты в выбранном масштабе, а на миллиметровой бумаге наносится сетка
колонн и проезды. Карточки располагают на плане и прикалывают их
булавками. При рассмотрении нескольких вариантов выбирают оптимальный и после
согласования его с руководителем вычерчивают и оформляют на чертежной бумаге.
Правила размещения оборудования:
Участки,
занятые станками должны быть по возможности короткими
(40 —
80 м). Рекомендуемое число станков 18-30 единиц.
Технологические
линии на участке желательно располагать вдоль пролетов.
Станки
вдоль участка могут быть расположены в два, три и более рядов, а также по
отношению к проезду вдоль, поперек и под углом
В
поточных линиях станки располагают в 1 или 2 ряда (рис.
Расстояние
между станками и проезды выбираются при весе транспортируемых деталей до 1 т
электротележками, талями на монорельсе и мостовыми и подвесными кранами — 2,5 м
при одностороннем движении и З,5 при двухстороннем.
Ширина
магистральных проездов от 3 до 4,5 м для грузов до 1 т перевозимых
электротележками и грузовыми машинами и от 4 до 5,5 м для грузов до 5т.
Нормы расстояний между станками и от станков до стен и
колонн.
Расстояния
Нормы
расстояний между станками при их размерах в мм
До 1800´ 800
До 4000´ 2000
До 8000´ 4000
До 16000´ 6000
Между станками
по фронту «а»
700
900
1500
2000
Между тыльными
сторонами станков «б»
700
800
1200
15000
Между станками
при поперечном расположении к проезду
При
расположении станков «в затылок» «в»
1300
1500
2000
—
при
расположении станков фронтом друг к другу и обслуживании 1 рабочим
одного станка
«г»
2000
2500
3000
—
двух станков
«д»
1300
1500
—
—
От стен или
колонн здания до
тыльной или
боковой стороны станка «е»
700
800
900
1000
фронта станка
«ж»
1300
1500
2000
—
При окончательном оформлении плана расположения оборудования
следует указать все виды транспортировки и подъема детали, уборки стружки,
размеры главных проездов и проходов, сетку колонн, расстояния фронтальных линий
станков от колонн, стен и т.
Проектирование складских и вспомогательных
помещений цеха
В зависимости от масштаба производства, размера цеха и
организации работы определяется состав вспомогательных отделений цеха. В этот
состав входят: инструментальная служба цеха (заточное отделение, отделения
ремонта и оснастки, инструментально-раздаточные кладовые); кладовые
приспособлений и абразивов; контрольные пункты и отделения; цеховая ремонтная
база; склады; отделения для приготовления и раздачи СОЖ; отделения сбора и
переработки стружки, а также помещения цеховых энергетических и санитарно-технических
установок. В зависимости от конкретных условий некоторые отделения могут
объединяться и быть общими для нескольких цехов одного корпуса.
Заточное отделение предусматривается для
централизованной переточки режущего инструмента. Основным его оборудованием
являются заточные станки. Расчет числа заточных станков производится точно или
укрупненно.
При укрупненном расчете число заточных станков определяется в
процентах от количества металлорежущего оборудования, обслуживаемого заточным
отделением (за вычетом шлифовальных и полировальных станков). При 200 станков в
цexe в массовом производстве заточные станки составляют 5%, а в серийном и
м/серийном — 4%. При 200-500 станков в цехе массового производства — 4%
заточных станков, а в серийном и мелкосерийном — 3%.
Кроме основных станков в заточных отделениях устанавливается
вспомогательное оборудование в количестве 20% от числа станков отделения. В
этот состав входят: обдирочно-шлифовальный станок; настольное точило; ручной
пресс; заточной станок для дисковых пил; заточной станок для центровочных
сверл.
Число рабочих заточников определяется по числу станков
заточного отделения:
где Сзат — число основных станков заточного отделения;
Кзср- средний коэффициент загрузки;
Км — коэффициент многостаночного обслуживания.
Общая площадь заточного отделения составляет 8 — 10 м2
(при мелких изделиях), 10-12 м2 (при средних) и 12-14 м2
(при крупных изделиях) на один основной станок отделения.
Заточное отделение следует располагать в производственном здании
по возможности рядом с раздаточными кладовыми режущего инструмента. Отделение
оборудуется приточно-вытяжной вентиляцией.
Рекомендуется создавать централизованные заточные отделения для
обслуживания всех цехов завода.
Инструментально- раздаточная кладовая -ИРК. Расчет площадей кладовых производится по
нормам, приведенным в табл.
Нормы для расчета площади цеховых кладовых
Кладовые
Объекты
хранения
Норма площади
кладовой в м2 на один производственный металлорежущий станок при
работе в цехе в две смены при типе производства
массовом
крупносерийном
серийном
мелкосерийном
Инструментально
раздаточные
Режущий и
вспомогательный инструмент
0,1-0,2
0,2 — 0,6
0,25-0,7
0,4 — 0,9
Измерительный
инструмент
0,1-0,2
0,1-0,2
0,15-0,3
0,3-0,5
Режущий,
вспомогательный и измерительный инструмент
0,2-0,3
0,3-0,8
0,4-1,0
Приспособлений
Приспособлений
для установки деталей на станках
0,15-0,2
0,25-0,6
0,35-0,5
0,6-1. 2
Инструментальной
оснастки
Приспособления
и все виды инструмента
0,35-0,5
0,55-1,4
0,75-1,9
1. 3-2,6
Примечание: Меньшие значения относятся к малым станкам,
большие — к крупным станкам.
Контрольные отделения и пункты следует размещать рядом
с обслуживаемыми участками по ходу технологического процесса. В зависимости от
формы организации работ контроль может производиться: на рабочем месте на
станке или около станка; на контрольных пунктах; в контрольном отделении цеха.
Укрупненно площадь контрольного отделения определяют по норме
— 6 м2 на одного работника-контролера с
применением коэффициента 1,5-1,75 на расположение оборудования, инвентаря и
проходов. Число работников ОТК составляет 4 -65 от общего количества рабочих. Обычно площадь контрольного отделения составляет 3 — 5% от площади станочного
отделения. Размеры площадок для контрольных пунктов принимают равными 2 ´ 2 или 2,5 ´ 2,5 м.
Контрольное отделение располагают в механическом цехе по пути
движения деталей в сборочный цех, перед промежуточным складом и выгораживают
перегородками.
Складские помещения.
Для обеспечения нормального хода производства в цехе должны
иметься склады металла, заготовок, межоперационные склады и склады готовых
деталей. Размеры складов определяются масштабом и характером производства.
Склад металла целесообразно устраивать единый,
обще заводской. Склады, заготовок должны размещаться при соответствующих заготовительных
цехах, а в механическом цехе на складе должен быть запас заготовок на 5 — 20
дней. Для достижения прямого и кратчайшего пути движения заготовка цеховые
склады должны размещаться в начале соответствующих технологических потоков. В
цехах поточного производства для хранения заготовок предусматривают площадки в
начале линии.
Межоперационные склады устраивается только в
непоточном производстве. В поточном производстве необходимый межоперационный
запас деталей-полуфабрикатов хранится непосредственно у станка.
Склады готовых деталей располагают в конце
участков или линий механической обработки, за контрольным отделением, по пути
движения деталей на сборку. В поточном производстве склады готовых деталей
представляют собой выделенные складские площадки, расположенные в концах
поточных линий иди подвижные склады-конвейеры.
Величину площади складов определяют исходя из необходимости
хранения определенного количества запаса металла, заготовок, полуфабрикатов или
деталей с учетом допустимой грузонапряженности пола складского помещения:
где Q0 — общий черновой вес материалов или
заготовок, подлежащих механической сборке в течение года, т.
аср — среднее количество дней, на которое
принимается запас
материала (от 3-х до 20 дней в зависимости от типа
производства);
Ф — количество рабочих дней в году;ср —
среднедопустимая нагрузка на площадь цеха, т/м2 (принимается 2 — 3
т/м2);
Ки — коэффициент использования площади склада —
отношение полезной площади склада к его общей площади, включая проходы, проезды
Ки = 0,4 — 0,5
Для снабжения станков смазочно-охлаждающей жидкостью в
механическом цехе предусматривают эмульсионную станцию и склад масел. Эмульсионная станция обслуживает все механические цеха и часто выносится в
пристройку или строится отдельно на территории завода. В механических
цехах масло расходуется на заливку и смену масла в емкостях станков, на доливку
и ручную смазку трущихся элементов станков.
Нормы расхода сказочных материалов (индустриальные масла
марок 20, 30, 45) на один металлорежущий станок (qм):
— для мелкого оборудования — 0,25 кг в
сутки;
— для среднего оборудования — 0,44 кк в сутки;
для крупного оборудования — 0,7 кг в сутки.
Годовой расход масел для смазки оборудования (т/год):
где qмi — расход масла на 1 станок в сутки,
кг;
Сп — количество станков;
— число рабочих дней в году.
Площадь склада масел составляет 10 — 20 м2. Эмульсионную станцию и склад масел располагают в помещениях у наружной стены с
отдельным выходом наружу.
Современные высокопроизводительные станки, оснащенные
десятками режущих инструментов и работающие на высоких скоростях, дают до 100
кг стружки в час. Это сделало необходимым разработку специальных средств для
сбора и утилизации стружки.
Средний процент отходов в стружку по всем видам
заготовок можно принять равным 15% от массы готовых деталей годовой
программы. Наиболее эффективный способ переработки стружки — ее брикетирование. Особые трудности вызывает сбор и транспортировка стальной витой стружки,
которая для брикетирования должна быть измельчена. Предварительное дробление ее
производят на станке путем применения стружколомательных элементов на
инструменте — стружколомов, экранов и т. Для уборки стружки из рабочей зоны
станка современные станки имеют специальные устройства шнекового, скребкового
или инерционного типа, которые перемещают стружку в короб или люк,
расположенные с тыльной стороны станка. Транспортировка стружки — см. транспортные устройства.
Переработка стружки производится в централизованном
отделении, которое размещают у наружной станы здания: в подвальном помещении
или в отдельном.
Площадь отделения для переработки стружки определяется в
зависимости от количества производственного оборудования цеха по таблице.
Кол-во станков
до 60
60 — 100
100 — 200
200 — 300
300 — 400
Sотд,
м2
65 — 75
75 — 85
85 — 105
110 — 125
130 — 180
Подъемно-транспортное оборудование цеха
Выбор того или иного вида цехового транспорта зависит от
характера продукции, ее веса и размеров, вида производства и формы организации
работы; размеров грузооборота (количества перемещаемых грузов), назначения
транспорта.
1 Транспортное оборудование в серийном
производстве
Удобным транспортом являются электрические тележки; они
просты в управлении и бесшумны, благодаря чему их широко применяют на
заводах. Приводятся они в движение электродвигателем, питающимися током от
аккумуляторной батареи. Они строятся грузоподъемностью 0,75; 1,0; 1,5; 2; 3 и 5
т с подъемными платформами и подъемными кранами или без них. Скорость
движения — 6 — 15 км/ч. (100 — 250 м/мин). Применяются и автотележки, но они
имеют существенные недостатки; выделение отработанных газов и использование
дорогого горючего.
Расчет потребного количества электротележек и др. транспорта
определяется в зависимости от веса деталей, перевозимых в течение года, времени
пробега и времени на ее загрузку и разгрузку.
где Кт — расчетное количество электротележек- вес
деталей, транспортируемых в год, т;- заполнение электротележки за один рейс, т
(»75% от её грузоподъёмности);- среднее
количество транспортных операций на одну деталь (с учетом переходов одной
детали со станка на станок, расположение оборудования и перевозок заготовок из
цехового склада и обработанных деталей в промежуточный склад);
Ф — номинальный годовой фонд времени электротележки при работе в
одну смену, ч. (» 2070 ч. );-
количество смен работы электротележки в сутки;
Кр — коэффициент, учитывающий простой тележки из-за
ремонта (»0,97);cp — средняя скорость
электротележки (» 150 м/мин),
Тз Тр — время на загрузку и разгрузку
электротележки за
каждую операцию (по 5-10 мин).
При дробном числе оно округляется до целого и называется принятым
количеством Кт пр.
Для подъема на станок тяжелых деталей, а также для передачи
деталей со станка, находящегося в одном пролете, на станок. расположенный в
другом пролете, используют поворотные краны в виде простой стрелы с талью либо
тельфером или в виде крана на колонне.
Консольные электрические краны, перемещающейся вдоль стен по рельсам,
применяются для обслуживания цеховых складов и пролетов крупных цехов. Они
обслуживают зону вдоль цеха; ширина зоны зависит от вылета консоли, которая
доходит до 5 м.
Наиболее распространенным средством верхнего транспорта в цехе
являются электрические мостовые краны, которые служат и грузоподъемным, и
транспортным средством. Управление ими может быть верхнее (из кабины) и
нижнее. Скорость передвижения с верхним управлением до 120 м/мин; управляемых с
пола — не более 30 м/мин.
При небольшом объеме грузовых работ применяют ручные одно- и 2-х
балочные мостовые краны.
2 Подъемно-транспортное оборудование в
автоматизированном производстве
В автоматическую поточную линию транспортные устройства
входят в качестве составной части всего комплекта оборудования линии и
поставляются станкостроительными заводами комплексно с входящими в линию
станками.
Удобными транспортно-подъемными средствами являются
монорельсы, рольганги или их сочетание с транспортерами и гибкими подвесками.
Корпусные детали, имеющие хорошие поверхности, перемещаются
по рольгангу непосредственно, без тары. Круглые детали помещают в специальные
ящики. Наклонные рольганги имеют уклон 3°.
Транспортные конвейеры для межоперационной передачи деталей
широко применяют в массовом и крупносерийном производстве. Они могут быть
напольными, подвесными. Напольный пластинчатый или ленточный конвейер в
однодетальных линиях используется так же, как и рольганг в сочетании с
монорельсами. Скорость регулируется в соответствии с тактом выпуска изделий с
помощью вариатора и составляет:
— ленточного рабочего конвейера 6 — 30 м/мин;
— транспортного 30 — 60 м/мин
пластинчатого рабочего-1-5 м/мин;
транспортного — 7 — 20 м/мин.
Для передачи деталей типа тел вращения (маховиков, фланцев и
т. ) применяют наклонные желоба, устраиваемые короткими секциями от одного
станка к другому, главным образом на однодетальных поточных линиях. Их
выполняют с уклоном 1:10 — 1:15.
При групповой обработке и в поточных линиях в качестве
межоперационного транспорта могут служить различные манипуляторы и промышленные
роботы.
3 Транспортирование стружки
Основным показателем, характеризующим использование
производственной площади, являются величины удельной общей и производственной
площади на один станок. Общая площадь предусматривает размещение
контрольных пунктов ОТК, магистральных проездов, ИPK, кладовых приспособлений,
абразивов, вспомогательных материалов. Средние размеры удельной производственной
и общей площадей:
— для малых станков (массой до 1 т) — 10 — 12 м2
и 18 — 21 м2,
— для средних станков (массой 1 — 10 т), — 15 — 25 м2
и 26 — 29 м2,
для крупных станков (массой 10 — 30 т) — 30 — 45 м2
и 50 — 100 м2.
Рассчитав производственную площадь цеха по известному
количеству станков (см. 3) и площади вспомогательных помещений и складов,
приступают к компоновке цеха.
Компоновка — это схематический план здания с изображением
отделений участков, вспомогательных и служебно-бытовых помещений. При разработке
компоновочного плана должны быть учтены общие требования: прямоточность
производства, начиная от склада или места поступления заготовок и кончая
отправкой готовой продукции; кратчайшие пути, движения продукции на всей
протяженности процесса производства; размещение участков с вредными выделениями
и опасных в пожарном отношении у наружных стен здания.
Категория
секций
Планы секций
Сетка колонн, м
Площадь секций,
м2
Наличие кранов
Схема
поперечных разрезов секций
Высота пролета,
грузоподъемность
18´1210638Бескрановые6 и 7,2 м, (5 т)
24´12 5184 Крановые 10,8
(30 т)
30´122160
При оформлении компоновочных планов здание в плане изображают
в виде сетки продольных и поперечных разбивочных осей. При этом продольные оси,
образующие пролеты здания, обозначают заглавными буквами русского алфавита, а
поперечные — арабскими цифрами (рис.
Торцевые колонны здания смещают внутрь относительно
разбивочных осей на 500 мм. Это необходимо для того, чтобы пропустить колонны
фахверка, шаг которых обычно равен 6 м. Фахверк — легкий каркас, необходимый для
размещения на нем стеновых панелей, длина которых равна 6 м.
Все отделения цеха на плане необходимо располагать по ходу
общего производственного процесса в следующем порядке.
В
серийном производстве цеховой склад металла и заготовок вместе или смежно с
заготовительным отделением размещаются в начале цеха (поперек пролетов цеха или
в отдельном пролете, перпендикулярном пролетам цеха); при поточном производстве
складские площадки для заготовок располагают в начале каждой поточной линии.
Вдоль
склада или складских площадок поперек пролетов цеха устраивают проезд шириной
от 4-х и более метров в зависимости от применяемых транспортных средств.
Станочное
отделение располагается на основной площади цеха; при значительной длине
технологической линии устраивают поперечные проходы шириной 4 м.
В
конце станочного отделения поперек всех пролетов также устраивают поперечный
проезд шириной не менее 4 м в зависимости от применяемых средств
транспорта.
В
удобных местах располагают контрольное отделение или контрольные пункты при
поточном производстве.
В
серийном производстве параллельно контрольному отделению, поперек пролетов
размещается склад готовых деталей и смежно с ним — межоперационный, если он
предусмотрен; в поточном производстве для готовых деталей предусматривают
складские площадки или подвесные или напольные конвейеры.
В
поточном производстве далее располагается узловая сборка как на стендах, так и
на конвейерах.
Пример схемы компоновки корпуса механосборочного цеха показан
на рис. Все механические участки цеха расположены вдоль пролетов. Сетка
колонн 12 ´ 18 м. Технологический поток идет от склада заготовок, через
участки механической обработки, через контрольное отделение на промежуточный
склад, а затем на сборочный участок. В пристройке к производственному зданию
расположены служебно-бытовые помещения Вдоль складских помещений и в конце
механического отделения предусматривают поперечные проезды шириной не менее 4
м.
В поточном производстве строят в основном одноэтажные здания
с бескрановыми пролетами. Только отдельные пролеты, где ведется обработка
крупных корпусных деталей или производится сборка тяжелых узлов, могут
потребоваться пролеты с крановым оборудованием, но и в этом случае можно
ограничиться подвесными кран-балками грузоподъемностью 0,5 — 5 т.
Административно-технические службы и бытовые помещения цехов
размещают в пристройках к производственным зданиям или в отдельных зданиях. Для
этого разработаны унифицированные типовые секции с сеткой колонн 6 ´ 6 м. Ширина пристройки
составляет 12 м. Длина секций унифицированного ряда составляет 36, 48 и 60 м. Предусмотрены варианты 2-х, 3-х и 4-х этажных пристроек, причем, первые
этаж может быть использован для размещения вспомогательных отделений. Высота
первого этажа в этом случае может быть 4,2 м. При размещении административных и
бытовых помещений высоту этажа (от пола до пола) принимают равной 3,3 м. Располагать пристройку рекомендуют в торцевойчасти здания.
Разработка графической части проекта участка и
цеха с использованием САПР «Компас-график»
Удобным инструментом при разработке компоновки цеха и
построения строительной части плана участка и цеха является прикладная
библиотека отрисовки зданий и сооружений, входящая в состав САПР
«Компас-График» (АО «АСКОН»).
Библиотека отрисовки планов зданий и сооружений предназначена
для выпуска несложных поэтажных планов как при новом проектировании, так и при
реконструкции, при этом редактирование возможно производить на основе
имеющегося плана, выполненного в любой CAD-системе, включенного в пространство
чертежа при использовании встроенного в КОМПАС-ГРАФИК конвертера файлов
форматов DXF/DWG, или на основе сканированного плана, помещенного в
пространство чертежа как растровая подложка.
Имеющийся инструментарий позволяет выполнить:
1
Разбивку
осей (для любого по сложности здания) — проектировщик может использовать сетки
прямых и концентрических/радиальных осей и одиночные оси;
2
Установить
колонны круглого или прямоугольного сечения. В поставке библиотеки сделана
выборка колонн из размерного ряда колонн, определяемого ГОСТ 25628-90 “Колонны
железобетонные для одноэтажных зданий предприятий. Технические условия“ и ГОСТ
18979-90* “Колонны железобетонные для многоэтажных зданий. Технические
условия“.
3
Отрисовывать
ограждающие конструкции: на планах — стены, на разрезах — стены, перекрытия и
кровли с использованием инструмента Элемент ограждающих конструкций. При
этом проектировщик может произвольно определять структуру стены, набирая ее из
штриховок, отождествляемых с определенными материалами, и задавая толщину
каждого образующего конструкцию стены слоя материала.
Для задания параметров сетки колонн проектируемого цеха или
участка используется диалог «Сетка прямых координационных осей» который
вызывается выбором команды Сетка прямых координационных осей в окне
библиотеки.
Диалог позволяет определить параметры отрисовки сетки прямых
координационных осей. Диалог включает в себя две панели, имеющие одинаковую
структуру и позволяющие задавать шаг параметры законцовки и обозначения для
поперечных и продольных осей, образующих сетку: Продольная разбивка, Поперечная
разбивка.
Для отрисовки на плане участка и цеха колонн используется
диалог «Колонна» библиотеки отрисовки планов зданий и сооружений.
Диалог вызывается выбором команды Колонна в окне
библиотеки, либо выбором одноименной кнопки, подключенной к одной из
пользовательских панелей. Диалог позволяет осуществлять выборку стиля колонны
из библиотеки стилей, задавать точку привязки колонны к стенам или разбивочным
осям и задавать параметры отрисовки (полное или упрощенное изображение).
Поставка библиотеки отрисовки планов зданий и сооружений
включает данные по сечениям колонн, определяемым в соответствии с ГОСТ 25628-90
“Колонны железобетонные для одноэтажных зданий предприятий. Технические
условия“ и ГОСТ 18979-90* “Колонны железобетонные для многоэтажных зданий. Технические условия“. Кроме того, проектировщик может сам создавать любые
колонны круглого и прямоугольного сечения и сохранять их в библиотеке стилей
как для использования в текущем проекте, так и в дальнейшей проектной практике.
При необходимости включения в состав проекта колонн таврового
или коробчатого сечения из профилей металлопроката, используйте библиотеку
фрагментов “Строительные конструкции. Профили” КОМПАС-ГРАФИК.
Диалог включает в себя окно с перечнем активированных в
библиотеке стилей колонн, доступных для установки в пространстве чертежа. Перечень стилей может быть изменен (сужен, расширен) при помощи Организатора,
вызываемого выбором кнопки Организатор панели Стили диалога, или
же выбором команды Стили в окне библиотеки / кнопки Стили,
подключенной к одной из пользовательских панелей.
Для отрисовки на плане стен используется диалог «Элемент
ограждающих конструкций». Диалог вызывается выбором команды Элемент
ограждающих конструкций в окне библиотеки, либо выбором одноименной кнопки,
подключенной к одной из пользовательских панелей.
Диалог позволяет осуществлять выборку стиля элемента ограждающих
конструкций (стены, перекрытия, кровли) из библиотеки стилей, задавать способ
построения и параметры отрисовки элементов ограждающих конструкций (стен).
Поставка библиотеки отрисовки планов зданий и сооружений
включает данные по плитам перекрытий и стеновым панелям, определяемым в
соответствии с ГОСТ 9561-91 “Плиты перекрытий железобетонные многопустотные для
зданий и сооружений. Технические условия“, ГОСТ 12767-94 “Плиты перекрытий
железобетонные сплошные для крупнопанельных зданий. Общие технические условия“,
ГОСТ 23486-79 “Панели металлические трехслойные стеновые с утеплителем из
пенополиуретана. Технические условия“, ГОСТ 24524-80 “Панели стальные
двухслойные покрытий здания с утеплителем из пенополиуретана. Технические
условия“. Кроме того, проектировщик может сам создавать любые одно- и
многослойные структуры стен, перекрытий, кровель и сохранять их в библиотеке
стилей как для использования в текущем проекте, так и в дальнейшей проектной
практике.
Простановка окон, дверных проемов, ворот и лестничных маршей
на компоновочных чертежах выполняется с использованием соответствующих пунктов
диалога прикладной библиотеки отрисовки планов зданий и сооружений (рис. Основные приемы работы с диалоговыми окнами библиотеки при построении оконных
дверных и др. проемов аналогичны работе с описанными выше диалогами построения
осей, колонн и элементов ограждающих конструкций.
Примечание: Использование прикладной библиотеки отрисовки
планов зданий и сооружений позволяет автоматически строить пересечения стен, колонн,
а также оконных, дверных проемов и ворот. Для использования этой возможности
необходимо, чтобы во всех диалогах библиотеки кнопка Перестроить была
нажата (при этом перестроение объектов будет происходить автоматически после
вставки элементов в чертеж), либо после расстановки элементов на чертеже
выбрать пункт Перестроить в меню библиотеки и в появившемся диалоговом
окне (рис. 9) указать какие из элементов чертежа необходимо перестроить.
Для ускоренной отрисовки на плане участка металлорежущего,
подъемно-транспортного и вспомогательного оборудования можно использовать
библиотеку фрагментов «Разработка компоновок машиностроительных цехов», в
которой собраны габаритные изображения станков в соответствии с каталогом
ЭНИМСа, а также условные обозначения вспомогательных и строительных элементов в
соответствии с нормативно-технической документацией. Порядок работы с этой
библиотекой аналогичен общему порядку работы с библиотеками фрагментов в
системе «Компас-график». Сведения о нем можно получить из справочной системы
программы в разделах: «Работа с библиотеками» и «Использование фрагментов». Внешний вид диалогового окна библиотеки фрагментов «Разработка компоновок
машиностроительных цехов» приведен на рис
Порядок выполнения работы
Чертеж
детали и технические условия на её изготовление (можно использовать задание на
курсовой проект по ТМС).
Годовая
программа выпуска в условиях серийного и поточного (или автоматизированного)
производств.
Трудоемкость
годового выпуска изделий механического (или механосборочного) цеха.
Перечень вопросов, подлежащих разработке:
Составить технологический процесс обработки детали в
условиях
— серийного производства;
поточного производства (или автоматизированного на основе
ГПМ, или группового).
Определить трудоемкость обработки детали.
Подобрать номенклатуру деталей, обрабатываемых на
участке, заполнив табл.
Рассчитать участок и поточную линию (или
автоматизированный участок): количество оборудования, число работающих;
вычертить планировку оборудования.
Спроектировать механический или механосборочный
цех;
Рассчитать количество оборудования в цехе.
Определить производственную площадь цеxa.
Рассчитать количество работающих в цехе и распределить
их по сменам.
Определить площадь вспомогательных помещений цеха и
подъемно-транспортное оборудование.
Выбрать сетку колонн, тип здания, начертить компоновочный
план цеха.
Здание по вашим размерам
Рассчитаем несущую способность здания с учетом планируемой технологии,
снеговой и ветровой нагрузок. Учтем ваши пожелания по срокам строительства
и назначению здания. Предложим оптимальное решение из Евробалок,
Балок переменного сечения или сортового проката.
Заполнить техническое задание
Наши работы
Не нашли устраивающий вас типовой проект?
Нет повода отчаиваться, мы предлагаем индивидуальное проектирование цехов, а так же внесем любые изменения в типовой проект.
Очень простой способ заказать индивидуальный проект цеха —
позвоните нам и назначьте встречу на любое удобное для вас время, мы, по согласованию, готовы встретиться с вами даже вечером буднего дня и в выходной.
Техническое задание на проектирование цеха
На этом этапе определяются основные параметры, каким будет ваш индивидуальный проект цеха:
- Этажность
- Наличие въездов и их количество( высота и ширина ворот);
- Примерная площадь ( например от 500 до 600 м2 );
- Состав помещений: какие и сколько, на каких этажах;
- Наличие крановой балки и ее грузоподъемность;
- Расстановка оборудования (если оно планируется);
- Материалы стен и кровли;
- Материал отделки фасада;
- Цветовое решение.
и пр. моменты, которые заказчик хотел бы видеть в своем цехе.
Все это оформляется в виде приложения к договору на проектирование. Оговаривается цена за проект и порядок оплаты. Договор заключен, можно двигаться дальше и начинать проектирование.
Звонок по России бесплатный
Мы с удовольствием ответим на все интересующие вас вопросы по срокам и стоимости разработки интересующего вас раздела.
Первый этап проектирования
Разработка планировки будущего склада, с учетом производственных процессов и особенностей участка. Архитекторы предлагают несколько вариантов компоновочного решения цеха. Мы находимся в постоянном диалоге с заказчиком, обсуждаем планировки, вносим изменения и, в результате, приходим к общему согласованному решению.
Второй этап проектирования
После утверждения планировочного решения, архитектор приступает к разработке внешнего облика цеха. Прорабатываются фасады со всеми деталями и материалом отделки, определяется вид и размер окон. Определяется форма кровли и навесов.
Фасады утверждены. Приступаем к следующему этапу.
Третий этап проектирования
3D моделирование. Визуализатор совместно с архитектором превращают утвержденный черно-белый эскиз в объемное, цветное изображение. На цех можно посмотреть со всех сторон. Еще раз все обсуждаем с заказчиком, вносим необходимые поправки.

Эскиз главного фасада



Дополнительный виды фасадов

Ортогональные проекции фасадов
Утвержденный эскизный проект цеха окончательно размещается на участке и привязывается к его границам. Для дальнейшего проектирования нам потребуются геологические изыскания, поэтому, на утвержденной посадке цеха определяем места расположения геологических скважин. И отдаем в работу геологам. Отчет будет готов через 3-4 недели.
Пример технического отчета по выполненным инженерно-геологическим изысканиям
Архитектурные решения
Индивидуальный проект требует много времени и пока мы ждем результатов, для архитектора много работы, ему необходимо полностью выполнить раздел АР ( архитектурные решения).
Подробно ознакомиться о составе раздела и его оформлении можно прейдя по ссылке — Архитектурные решения, раздел АР
Пока шла разработка архитектурной части, смежники выполнили изыскания. Теперь время приниматься за работу конструктору.
Конструктивные решения
Конструктор в связке с архитектором разрабатывает свой раздел КР (конструктивные решения), при необходимости вносятся корректировки в АР. (архитектурные решения).
Подробно ознакомиться о составе раздела и его оформлении можно прейдя по ссылке — Конструктивные решения, раздел КР
Бесплатная техническая поддержка
Мы понимаем как важно оперативно получать ответы на возникающие вопросы в процессе строительства. Строительный сезон короток и каждый погожий день на счету!
Отдел технической поддержки оперативно консультирует наших клиентов по всем проектным решениям. Просто позвоните нам по бесплатному многоканальному телефону и получите исчерпывающий ответ.
Правда удобно? А еще это бесплатно!
Мы будем консультировать вас на всем протяжении строительства! Мы всегда с вами и готовы помочь!
Всегда готовы помочь!
Рабочее место сварщика

Из этого материала вы узнаете:
- Виды рабочих мест сварщика
- Требования к организации рабочего места сварщика
- Основное оборудование рабочего места сварщика
- Провода и маска для сварщика
Рабочее место сварщика должно быть оснащено всем необходимым. Это важно, чтобы выполнение работ происходило на высоком уровне и было безопасным как для мастера, так и для окружающих. Нужно учитывать, что сварщик работает сразу с несколькими опасными веществами, а также с током высокого напряжения, поэтому экономить или пренебрегать рабочим местом слишком рискованно.
Особенности организации рабочего места зависят как от его местонахождения, так и от типа задач, которые ставятся перед специалистом. В нашей статье мы расскажем, какие требования предъявляются к рабочему месту сварщика и какое оборудование необходимо для качественной и безопасной работы.
Виды рабочих мест сварщика
Одним из ключевых условий для достижения высокой производительности труда и качества сварного соединения является правильная организация рабочего места сварщика. Существуют два основных вида рабочих мест сварщиков: стационарные и нестационарные. Первые чаще всего используются для сварки мелких деталей, которые легко умещаются на рабочем столе.
VT-metall предлагает услуги:
Стационарные рабочие места сварщика.
Преимущественно используются при выполнении сварных работ на крупных производствах: в мастерских или цехах. Стационарный тип рабочего места сварщика может быть однопостовым (при наличии рабочего места, запитанного от трансформатора, для одного сварщика), и многопостовым (если в цеховом помещении предусмотрены несколько кабин, запитанных от одного общего источника тока).

Подачу заготовок на рабочее место сварщика могут выполнять слесари или другие рабочие, а сам сварщик при этом преимущественно находится в кабине. При этом для размещения сварочного трансформатора используется отдельная комната.
Оснащение щитов как индивидуального, так и общего типа должно состоять из зажимов, рубильников и сигнальных ламп, необходимых средств защиты и измерительных приборов. Индивидуальное рабочее место сварщика предусматривает наличие своего щита с измерительными приборами.
Мобильные рабочие места сварщика для временного размещения.
Используются на сварочных установках и оборудовании при отсутствии возможности их перемещения к посту. Нестационарные (мобильные) рабочие места сварщика чаще всего используются при сваривании крупногабаритных изделий, закрепленных в неподвижном положении. При этом специалист во время выполнения работы вынужден перемещаться по периметру. Поэтому при обустройстве мобильного места необходимо предусмотреть, чтобы ничего не мешало ведению процесса.

При мобильном варианте нестационарного рабочего места сварщика трансформатор допускается устанавливать не только внутри здания, но и снаружи.
При ведении сварных работ на открытом воздухе необходимо защищать рабочее место от негативных атмосферных воздействий. Такую задачу помогает решить установка защитных навесов, переносных тентов или палаток.
Требования к организации рабочего места сварщика
Организация рабочего места сварщика – необходимая процедура, обеспечивающая самые благоприятные условия для ведения сварных работ. Следить за состоянием участка может как один сварщик, так и вся бригада. Перечислим некоторые особенности:
- В большинстве случаев для места сварщика отводится определенная площадь внутри сооружения или участок, на котором проводятся ремонтные или строительные работы.
- Первоочередным требованием к организации рабочего места сварщика является его полная оснащенность необходимой техникой и инструментом.
- При подготовке рабочего места сварщика в целях повышения безопасности ведения работ необходимо исключать нахождение любых посторонних вещей.
- При организации рабочего места сварщика следует учитывать тип обрабатываемой конструкции и ее габариты. Особенно необходимо обращать внимание на случаи фиксирования сварщиком или помощником обрабатываемого изделия, так как такие процедуры запрещены принятыми нормами техники безопасности.
Для любых видов оборудования при организации рабочего места сварщика применяются единые основные требования пожарной безопасности, главная цель которых – обеспечить специалиста безопасными и комфортными условиями ведения сварочных работ:
- для ограждения рабочего места сварщика следует использовать экраны из несгораемых материалов, верхняя часть при этом должна быть открытой;
- проведение сварных работ в среде защитных газов допускается только при условии, что нижний край обшивки кабины не доходит до пола на 30 см, а высота светозащитного экрана – более 2 м;
- для светозащитного экрана и обшивки кабины должны применяться несгораемые материалы;
- для надежного размещения сборочной единицы, мест хранения деталей, оборудования, приспособлений площадь сварной кабины должна составлять не менее 4,5 м;
- для обозначения агрегата плазменной резки необходимо использовать сплошное ограждение высотой не менее 2,2 м, изготовленное из несгораемых материалов;
- нежелательна установка в одной кабине двух и более сварочных столов, но при особой необходимости во избежание пожара их следует разделять друг от друга светозащитным экраном.
Сварщику запрещено производить сварные работы без защитной сварочной маски на лице, одежды на теле и перчаток на руках. Только так он обезопасит себя от ожогов тела, которые могут быть вызваны искрой сварочного аппарата.
Только при соблюдении данных требований к вентиляционной системе рабочего пространства и сварочному посту специалист сможет приступить к выполнению своей работы.
Безусловно, на производстве случаются различные ситуации, но перечисленные меры предосторожности при выполнении сварочных соединений металлоконструкций могут значительно снизить риск возникновения пожара от сварочной искры и случаи получения травм.
В целом, только при наличии грамотной организации рабочего места сварщика и неукоснительного соблюдения правил и норм техники безопасности можно добиться качественного сварного соединения деталей конструкции. Помимо этого, должны учитываться условия окружающей среды, место проведения сварочных работ и некоторые другие моменты.
Провода и маска для сварщика
В заключение необходимо дать пару советов по поводу сварочной одежды, маски, проводов.
Защитная маска и спецодежда.
Сварочные работы невозможно проводить без защитной одежды и обуви. Ни один сварочный пост, даже полностью укомплектованный, не сможет вам чем-нибудь помочь, если не используются средства защиты.
Сварщик должен быть обеспечен специальной рабочей формой (брюками и курткой), перчатками и обувью. Такую одежду шьют из прочного негорючего материала, стойкого к загрязнениям. Обувь не должна быть токопроводящей. Помимо всего, одежда должна защищать специалиста от расплавленных металлических частиц.
Функция маски заключается в защите кожи, волос и глаз. Выполнять сварочные работы без нее строго запрещено. Для защиты органов зрения от излучений она должна оснащаться светофильтром. Максимальный вес маски – 0,5 кг, в противном случае сварщик быстро устанет от постоянного ношения ее на голове.
Рекомендуется выбирать маски типа «хамелеон» из среднего ценового сегмента или выше. Такой вид хорошо справится с задачей при постоянном выполнении сварочных работ.
Сварочный кабель.
Не менее важным моментом является правильный подбор сварочного провода, неверный выбор которого иногда может привести к короткому замыканию или возгоранию. Чем более качественными характеристиками обладает изоляция кабеля, тем он прочнее и надежнее.
Необходимо обращать внимание на сечение провода и качество его изготовления. Если выбран слишком маленький профиль, то кабель не выдержит нагрузок и расплавится, что приведет к плохим последствиям. Но и с избыточным сечением не стоит выбирать, так как по цене они обойдутся намного дороже, сложнее будет их использовать, хранить и транспортировать.
При организации рабочего места сварщика необходимо предусмотреть обособленное место для размещения сварочных кабелей. Нельзя допускать их перепутывания и излишней запыленности. Помимо всего, они должны размещаться поближе к сварочному участку, но в то же время как можно дальше от взрывоопасных материалов и веществ.
Организация рабочего места сварщика является длительным и сложным процессом. Следует учитывать любую мелочь: от выбора сварочной маски до правильной установки вытяжки. Очень важно, чтобы сварщик не испытывал дискомфорта при ведении сварочных работ. Укомплектованность рабочего поста должна быть такой, чтобы обеспечивались максимально комфортные условия и безопасность при выполнении сварных работ.