
Иногда такое случается — подождите немного и обновите страницу. Если проблема не уходит, вот что можно сделать:
- Отключить VPN.
- Включить и выключить режим «В самолёте».
- Подключиться к другой сети.
- Перезагрузить роутер.
Если и это не сработает, напишите в поддержку.
В письме укажите город, провайдера и
Постараемся разобраться как можно скорее.
- Вулканизационный участок АТП
- Еще чертежи и проекты по этой теме:
- Справочное меню
- Проект вулканизационного участка
- Еще чертежи и проекты по этой теме:
- Действие электрического тока на организм человека
- Классификация электроустановок и производственных помещений по степени электробезопасности
- Технические способы и средства защиты от поражения электротоком
- Находкинская жестянобаночная фабрика
- Государственное предприятиеПравить
- Старая фабрикаПравить
- Новая фабрикаПравить
- Цеха и вспомогательные службы (1993)Править
- Спад производстваПравить
- Частная компанияПравить
- Собственники и руководствоПравить
- ДеятельностьПравить
- Переименование юридического лица и реконструкцияПравить
- ИсточникиПравить
- Задачи курсового проектирования
Вулканизационный участок АТП

Шиномонтажный и вулканизационный участки обычно размещают отдельно, так как вулканизационный участок относится к группе «горячих» цехов. Объединяют их при малой производственной программе, когда шиномонтажные и вулканизационные работы выполняет один рабочий.
Непосредственные связи необходимы между помещениями для шиномонтажных и вулканизационных работ
На чертеже планировки производственного корпуса наносятся также габаритные размеры, размеры шага колонн и пролетов, а также координатная сетка по колоннам для привязки производственных подразделений.
Состав: Технологическая схема
Софт: Компас v12, CDW
Файлы:
Вулканизационный участок АТП.cdw
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться и принять участие в жизни сайта. Посмотрите, как тут скачивать файлы.

Еще чертежи и проекты по этой теме:
Схема установки фундамента TLT-235
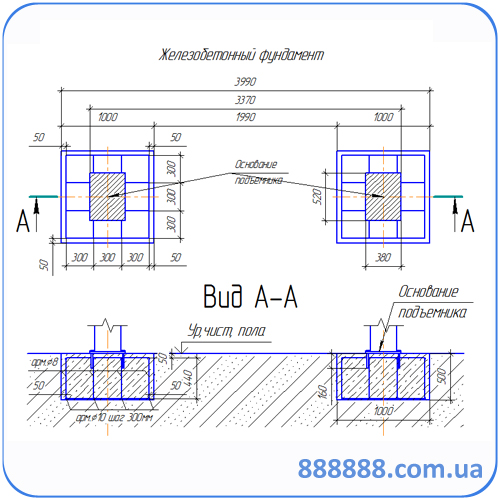
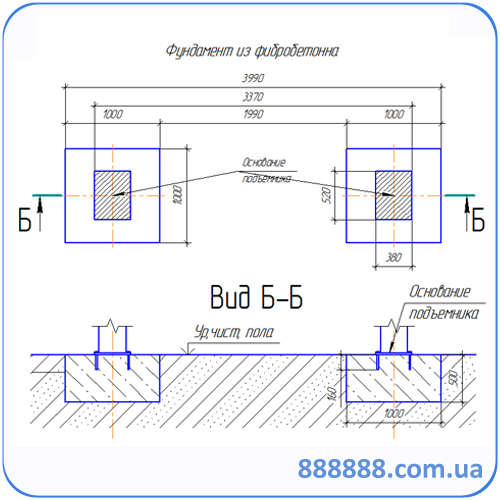
Фундаментные блоки заливать в строгом сооответствии с данными схемами.
Фундамент изготавливается из монолитного железобетона (армирующий материал стальная арматура) либо из фибробетона (армирующий материал фибра-микроарматура).
Марка бетона по прочности не ниже М400.
Бетонная смесь должна быть выполнена по всем строительным нормам и правилам. Рекомендуется приобретение готовой смеси на ЖБК.
Производить монтажные работы после набора марочной прочности бетона по истечению 28 суток.
Декоративные покрытия пола рекомендуется проводить после установки подъемника на бетонное основание подъемника, во избежание возникновений трудностей во время установки.
Верхняя часть фундамента должна равняться уровню чистого пола. Подушки фундамента должны находиться на одном уровне.
В случае отклонений от указанных рекомендаций, в процессе установки могут возникнуть дополнительные сложности.
Рекомендуем посмотреть на сайте Инструменталлика

Подъемное оборудование
Специалист компании «Инструменталлика» — Крылатова Наталья (097) 009-13-21 www.instrumentallica.com.ua
Электробезопасность на предприятиях должна обеспечиваться конструкцией электроустановок, техническими способами и средствами защиты, организационными и техническими мероприятиями в соответствии со следующими документами.
ПУЗ | Правила устройства электроустановок (утверждены Минэнерго СССР, действуют на территории Российской Федерации впредь до принятия соответствующего российского нормативного правового акта в части, не противоречащей законодательству России) |
|---|---|
ГОСТ 12.1.038 изменен 01.04.88 | Электробезопасность. Предельно допустимые значения напряжений прикосновения и токов |
ГОСТ 12.1.045 | Электростатические поля. Допустимые уровни на рабочих местах и требования к проведению контроля |
ГОСТ 12.1.051 | Электробезопасность. Расстояние безопасности в охранной зоне линий электропередачи напряжением выше 1000 В |
ГОСТ 12.4.172 | ССБТ. Комплект индивидуальный экранирующий для защиты от электрических полей промышленной частоты. Общие технические требования и методы контроля |
ГОСТ 12.4.026 | ССБТ. Цвета сигнальные и знаки безопасности |
ГОСТ 12.1.002 | Электрические поля промышленной частоты. Допустимые уровни напряженности и требования к проведению контроля на рабочих местах |
ГОСТ 12.1.009 | Электробезопасность. Термины и определения |
ГОСТ 12.1.019 | Электробеэопасность. Общие требования |
Чертеж технологической схемы сборки передней подвески легкового автомобиля ЗАЗ-1102 Таврия на формате А2.
Передняя подвеска автомобиля ЗАЗ-1102 “Таврия” – независимая, типа “качающаяся свеча”, конструктивно состоит из двух основных частей – правой и левой. Основным элементом правой или левой части подвески является амортизационная стойка, на которой установлены пружина и буфер сжатия, являющиеся упругими элементами подвески.
Дополнительные материалы: прилагается расчетно-пояснительная записка на 11 страницах, где разработана технология сборки и установки на автомобиль передней подвески.
Дано описание конструкции и назначение сборочного узла с анализом технологичности. Рассчитаны количественные критерии технологичности – коэффициенты преемственности, унификации и стандартизации.
Выполнен выбор типа производства и формы организации сборочных работ и разработка и нормирование технологического процесса сборки. Составляется технологическая схема сборки и установки передней подвески автомобиля ЗАЗ-1102, для чего вначале в качестве базовой детали выбирается кузов автомобиля.
Составлена подробная таблица с перечнем слесарно-сборочных и регулировочных работ по сборке и установке передней подвески автомобиля ЗАЗ-1102 на 5 страницах.
Маршрут сборки и установки передней подвески автомобиля:
№ оп. | Наименование операции | Переходы | Тшт, мин | Наименование оборудования |
005 | Сборочная | 6-23 | 1,4170 | Сборочный стол |
010 | Сборочно-прессовая | 1-5, 32-47 | 1,0328 | Сборочный стенд |
015 | Сборочная | 24-31 | 0,9508 | Конвеер |
020 | Сборочно-регулировочная | 48-62 | 0,9154 | Конвеер |
ΣТшт = = 4,3160 |
Выполнен расчет количества рабочих, согласно которому для осуществления технологического процесса сборки и установки на автомобиль передней подвески необходимо 13 рабочих.
В программе: Компас 3D v
Расчетно-пояснительная записка в Word: 11 листов
Поиск
База графических конструкторских документов, изображений и объектов
- Пн-Вс c 7:00 -16:00 по Москве
- Телефон: +7 (343) 777-00-42
Справочное меню
Проект вулканизационного участка

Днепропетровский государственный аграрный университет
Кафедра надежности и ремонта машин
Курсовой проект по дисциплине «Ремонт машин и оборудования»
На тему «Организация технологии ремонта машин и оборудования в ремонтной мастерской хозяйства»
Днепропетровск 2012
Вариант 52:
Т-150: 6 шт; ЮМЗ-6: 11 шт; К-701: 3 шт; Т-25: 2 шт; КамАЗ-5320: 7 шт; ГАЗ-53: 8 шт; ЗИЛ-130: 10 шт; ДОН-1500: 8 шт;
КСКУ-6: 2 шт; КСК-100: 1шт; ПЛУГИ: 11 шт; СЕЯЛКИ: 8 шт; КУЛЬТИВАТОРИ: 8 шт; ЛУЩИЛЬНИКИ: 7 шт.
Состав: График загрузки мастерской (А1), план вулканизационного участка (А1), ПЗ.
Софт: КОМПАС-3D 14
Файлы:
52 Вулканізаційна Петренко\1 розділ (Восстановлен).doc
52 Вулканізаційна Петренко\2 розділ.DOC
52 Вулканізаційна Петренко\~$лканизация.cd~
52 Вулканізаційна Петренко\Бібліограф список.doc
52 Вулканізаційна Петренко\Висновки.doc
52 Вулканізаційна Петренко\Вступ.doc
52 Вулканізаційна Петренко\Вулканизация.cdw
52 Вулканізаційна Петренко\додаток.docx
52 Вулканізаційна Петренко\Зміст.doc
52 Вулканізаційна Петренко\План 52.cdw
52 Вулканізаційна Петренко\реферат.docx
52 Вулканізаційна Петренко
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться и принять участие в жизни сайта. Посмотрите, как тут скачивать файлы.
Еще чертежи и проекты по этой теме:
Действие электрического тока на организм человека
Электрический ток при несоблюдении правил и мер предосторожности может оказывать на людей опасное и вредное воздействие, проявляющееся в виде электротравм (ожоги, электрические знаки, электрометаллизация кожи, механические повреждения), электроударов и профессиональных заболеваний. Это воздействие может быть термическим (ожоги отдельных участков тела, нагрев кровеносных сосудов, нервов), электролитическим (разложение крови и других органических жидкостей) и биологическим (раздражение и возбуждение живых тканей организма).
Степень опасного и вредного воздействия электрического тока на человека зависит от его индивидуальных особенностей, электрического сопротивления тела, рода и напряжения тока, частоты, пути тока через тело человека, продолжительности воздействия на его организм, условий внешней среды и ряда других факторов.
Опасность поражения электрическим током специфична, поскольку наличие напряжения не может быть обнаружено на расстоянии без специальных приборов. Органы чувств человека позволяют обнаружить его только при контакте с электроустановкой, находящейся под напряжением, в момент поражения. Поэтому защите от поражения электрическим током следует уделять особое внимание. При работе на электроустановках, их ремонте, наладке необходимо строго соблюдать ПУЭ, ПТЭ и ПТБ.
Классификация электроустановок и производственных помещений по степени электробезопасности
Опасность поражения электрическим током существенно зависит от условий работ. Такие параметры окружающей среды, как влажность и температура воздуха, влияют на состояние изоляции электрооборудования, на электрическое сопротивление тела человека. К снижению сопротивления изоляции приводят наличие и оседание на токоведущих частях проводящей пыли. Агрессивные пары, газы и жидкости приводят к разрушению изоляции. Токопроводящий пол уменьшает сопротивление электрической цепи человека. Серьезную опасность представляет одновременное прикосновение человека к имеющим соединение с землей металлоконструкциям зданий, технологическим аппаратам, механизмам, с одной стороны, и к металлическим корпусам электрооборудования — с другой.
С учетом этого и в соответствии с ПУЭ помещения делят на три класса: с повышенной опасностью, особо опасные и без повышенной опасности поражения людей электрическим током (табл. 3.13).
Таблица 3.13. Классификация помещений по степени опасности поражения электрическим током
Класс помещения | Наличие признаков | Места возможного возникновения указанных условий |
|---|---|---|
С повышенной опасностью | 1. Сырость (относительная влажность воздуха дли- 2. Токопроводящая пыль (по условиям производст- 3. Токопроводящие полы (металлические, 4. Высокая температура (под воздействием различ- | Кузнечно-рессорный, вулканизационный и другие участки |
С повышенной опасностью | 5. Возможность одновременного прикосновения человека к имеющим соединение с землей металлоконструкциям зданий, технологическим аппаратам, механизмам, с одной стороны, и к металлическим корпусам электрооборудования — с другой | |
Особо опасные | 1. Особая сырость (относительная влажность возду- 2. Химически активная или органическая среда (по- 3. Одновременно два условия или более повышен- | Снаружи здания, посты мойки автомобилей, аккумуляторное отделение и др. |
Без повышенной опасности | Отсутствие условий, создающих повышенную или особую опасность | Диспетчерская, инструментальная и др. |
Технические способы и средства защиты от поражения электротоком
К техническим способам и средствам защиты относятся:
- защитное заземление;
- зануление;
- выравнивание потенциалов;
- малое напряжение;
- электрическое разделение сетей;
- защитное отключение;
- изоляция токоведущих частей (рабочая, дополнительная, усиленная, двойная);
- компенсация токов замыкания на землю;
- оградительные устройства;
- предупредительная сигнализация;
- блокировки;
- знаки безопасности;
- защита разных корпусов.
В то же время следует отметить, что соединение корпуса с нейтралью и заземление того же элекnроприемника нисколько не нарушают действия зануления и не приводят к снижению электробезопасности. Такое дополнительное заземление, называемое повторным заземлением нулевого провода, наоборот, улучшит условия безопасности, так как в случае замыкания на корпус дополнительное заземление уменьшает напряжение на аварийном корпусе по отношению к «земле».
Открыто проложенные заземляющие и нулевые проводники и шины должны быть доступны для осмотра и иметь отличительную окраску. Обычно их окрашивают в черный цвет. Допускается окрашивать и в другие цвета, но тогда в местах присоединения и ответвления обязательно следует нанести не менее двух черных полос на расстоянии 150 мм друг от друга. Внешний осмотр заземляющих устройств должен проводиться одновременно с осмотром электроустановок.
Измеряют сопротивление заземляющих устройств и проверяют надежность их соединения не реже 1 раза в год и после каждого ремонта заземлителей.
В электроустановках переменного тока в сетях с изолированной нейтралью или изолированными выводами однофазного источника питания электроэнергией защитное заземление выполняется в сочетании с контролем сопротивления изоляции, т. е. в данном случае сопротивление изоляции контролируется постоянно.
Измеряют полное сопротивление петли фаза-нуль в электроустановках до 1000 В с заземленной нейтралью 1 раз в 5 лет и при капитальных ремонтах или реконструкциях сети. При этом сопротивления петли фаза-нуль измеряют для наиболее удаленных и наиболее мощных электроприемников в объеме не менее 10 % от их общего числа.
Для измерения сопротивления между заземлителями и отдельными участками заземляющей магистрали, а также заземленными элементами рекомендуется применять прибор М-372. Можно использовать для этой цели и измерители сопротивления заземления типов МС-08 и М-416 и мосты постоянного тока любой марки (МО-62 и др.). Во взрывоопасных помещениях (регенерации масла, окрасочном, промывки деталей керосином, зарядки аккумуляторных батарей, складов легковоспламеняющихся жидкостей) для измерения необходимо применять искробезопасный омметр М-372-И.
Для измерения сопротивления заземляющего устройства (сопротивления растеканию тока заземлителей) можно использовать измерители сопротивления заземления типов МС-07, МС-08 или М-416 с набором зондов и соединительных проводов.
Сопротивление петли фаза-нуль можно измерять приборами типов М-417, ИПЗ-2М, ИПЗ-Т и с помощью амперметра и вольтметра.
Находкинская жестянобаночная фабрика
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 8 июля 2021 года; проверки требует 51 правка.
Нахо́дкинская жестянобаночная фа́брика (сокращённое наименование — Находкинская ЖБФ, НЖБФ) — бывшее предприятие в городе Находке. Производитель металлической консервной тары для пищевой продукции; картонной, полиэтиленовой и этикеточной продукции.
Государственное предприятиеПравить
Старая фабрикаПравить
Фабрика в 1960-х годах (здание было снесено)
Новая фабрикаПравить
Цеха и вспомогательные службы (1993)Править
ЦехаПравить
- В лакопечатном цехе жесть готовилась для лакирования и литографирования.
- На пяти лакировочных линиях на жесть производилось нанесение защитных покрытий из лаков и эмалей.
- На трёх офсетных линиях производилось нанесение красочной печати на жести.
- Баночный цех — основной цех предприятия. Здесь выпускались сборные банки № 22, 6, 26, 25, отштампованные банки № 1, 3, 19, 27, 58. Три участка:
- штамповочный, выпускающий крышку и дно для сборных банок № 22, 6, 26, 25.
- корпусной, где дно прикатывалось к корпусу банок. Десять линий.
- участок крупной тары.
- Полиграфический цех имел четыре участка:
- Подготовительное отделение включало фотооборудование, проявочные установки, ретушерские и монтажные столы, вакуумный печатный станок, пробопечатные машины
- Участок по производству этикеточной продукции включал листорезательные, бумагорезательные и печатные машины (последние были шведского производства марки Solna).
- Участок по выпуску картонных пачек с механизированной линией швейцарского производства фирмы .
- Участок по производству продукции из полиэтилена высокого давления имел оборудование итальянского производства. Основная продукция из полиэтилена: вкладыши сухотарной бочки, вкладыши для упаковки рыбной кормовой муки, блоков мороженой рыбы, мелкие пакеты для рыбной продукции.
Вспомогательные службыПравить
- Экспериментально-механический участок. Здесь отрабатывались технологии изготовления уникальных деталей. Участок изготавливал запасные части для основных цехов, проводил ремонтные работы.
- Вулканизационный участок. Изготавливал резинотехнические изделия.
- Участок прессового оборудования. Ремонт оборудования всех цехов фабрики. Участок высокой культуры: здесь имелся спортзал, тенисный зал, бильярдная, сауна с бассейном.
- Участок контрольно-измерительных приборов и автоматики. Обслуживание и ремонт систем автоматики и технологического оборудования, измерительной техники, связи, радиофикации, газификации.
- Электролизный участок. Производил вторичное олово (из отходов белой жести), сплавы для пайки банкотары.
- Автоматизированная система управления производством. Система обеспечивала автоматизацию управленческой деятельности, бухгалтерского учёта, прямых затрат на производстве, материально-технического снабжения, в вопросах нормативного учёта, контроля исполнительской дисциплины[3].
Спад производстваПравить
- Объёмы производства банки (в млн условных банок)
- Численность работников
Частная компанияПравить
- Директора фабрики
Собственники и руководствоПравить
Основные акционеры на сентябрь 2011 года: Наталья Ковалевская — 22 %, ООО «Форвард» (Владивосток) — 18 %, ООО «Саури» (Владивосток) — 17 %, рыболовецкий колхоз «Огни Востока» (п. Терней) — 15 %, ООО «Титул» (Владивосток) — 13 %, Руслан Галицкий — 5 %.
Внешний управляющий с 14 апреля 2010 года — Маковецкая Александра Александровна.
ДеятельностьПравить
Основной поставщик жести, картонной тары, лакокрасочных материалов и припоя — «Аква-Ресурсы» (г. Владивосток). Основной рынок сбыта продукции — рыбоперерабатывающие предприятия дальневосточного региона. Основным конкурентом фабрики на Дальнем Востоке является «Холмская ЖБФ».
Дочерняя компания со 100 % участием материнской «НЖБФ» — ООО «Полиграфический цех».
Переименование юридического лица и реконструкцияПравить
Этот раздел имеет чрезмерный объём или содержит маловажные подробности неэнциклопедичного характера.
Если вы не согласны с этим, пожалуйста, покажите в тексте существенность излагаемого материала. В противном случае раздел может быть удалён. Подробности могут быть на странице обсуждения.
- Кратко: Морской терминал из 2-х причалов (без фабрики) не имеет самостоятельной значимости, согласно ВП:ЗН (короткий всплеск интереса СМИ к событию).
Информация в этой статье или некоторых её разделах устарела.
Вы можете помочь проекту, обновив её и убрав после этого данный шаблон.
Комплекс расположен на территории огромной жестяно-баночной фабрики, построенной три десятка лет назад. Фабрика ежегодно выпускала 600 млн банок для консервирования рыбы. Сейчас мощность предприятия снизилась примерно в сто раз, здание ЖБФ пустует. Предстоит его демонтаж, и на этом месте строительство современного интермодального порта по перевалке сыпучих грузов. Для этого будет модернизирована железнодорожная станция «Мыс Астафьева», через которую на терминал станет поступать большой объем угля. Твердое топливо и сейчас уже идет на «Терминал Астафьева», но в незначительных объемах.
Терминал использует современные технологии для защиты окружающей среды: орошение водяной пылью складов и мест разгрузки угля, применяет специальные пологи по всей длине причала, чтобы исключить загрязнение акватории. В ближайшее время на «Терминале Астафьева» будут введены в эксплуатацию мощные очистные сооружения.
ИсточникиПравить
- Кто есть кто на Дальнем Востоке. — Амур, 1992. — С. 224.
- ↑ 1 2 3 См. видеозапись Музейно-выставочного центра г. Находки «Находкинская жестяно-баночная фабрика» на YouTube-канале, от 20 июня 2020 года.
- ↑ 1 2 3 4 5 6 7 8 9 10 11 12 См. фильм «Находкинская жестянобаночная фабрика: 40 лет».
- Ковалёва, Зоя. Железная империя по имени ЖБФ. // territoriya.nakhodka-lib.ru. Дата обращения: 1 января 2022. Архивировано 30 января 2022 года.
- Решение Арбитражного суда Приморского края от 23 января 2012 года № А51-14227/2010. // docs.pravo.ru. Дата обращения: 23 февраля 2012. Архивировано 19 июня 2012 года.
- ↑ 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 Жестянобаночная фабрика (ЖБФ). // territoriya.nakhodka-lib.ru. Дата обращения: 1 января 2022. Архивировано 26 января 2022 года.
- ↑ 1 2 3 Приморский край. Краткий энциклопедический справочник. — Владивосток: Издательство Дальневосточного университета, 1997. — С. 322.
- Матвеев, А. Навстречу ленинскому юбилею // Жилищное строительство : журнал. — 1968. — № 1.
- Торговая марка №38756. // rbc.ru. Дата обращения: 6 июня 2021. Архивировано 6 июня 2021 года.
- ↑ 1 2 3 Двадцать лет назад в Находке произошёл крупнейший пожар. // deita.ru (09.06.2006). (недоступная ссылка)
- ↑ 1 2 3 4 Бельцов, Валерий. ЖБФ минула, но осталась в истории Находки. // РИО Панорама (08.10.2013). Дата обращения: 1 января 2022. Архивировано 30 января 2022 года.
- ↑ 1 2 3 4 Находкинская ЖБФ выходит на рубеж финансового благополучия. // konkurent.ru (01.04.2003). Дата обращения: 1 января 2022. Архивировано 30 января 2022 года.
- 55 лет Находкинской жестянобаночной фабрике. (недоступная ссылка)
- 55 лет Находкинской жестяно-баночной фабрике. // vostokmedia.com (17.10.2008). Дата обращения: 1 января 2022. Архивировано 30 января 2022 года.
- Постановление от 4 марта 2014 г. по делу № А51-21385/2013. // Судебные и нормативные акты РФ. Дата обращения: 1 января 2022. Архивировано 30 января 2022 года.
- Реестр организаций, имеющих социальную и экономическую значимость для Приморского края (недоступная ссылка). Дата обращения: 25 октября 2010. Архивировано 5 августа 2013 года.
- Постановление Арбитражного суда Приморского края по делу № А51-21367/2009. (недоступная ссылка)
- Деятельность «НЖБФ» в 2010 году.
- Находкинской жестянобаночной фабрике исполнилось 55 лет (недоступная ссылка). Дата обращения: 15 сентября 2010. Архивировано 17 октября 2008 года.
- Генеральный план Находкинского городского округа (недоступная ссылка). Дата обращения: 27 марта 2011. Архивировано 3 февраля 2011 года.
- План спасения или «цивилизованного» рейдерского захвата (недоступная ссылка). Дата обращения: 24 октября 2010. Архивировано 9 августа 2010 года.
- Акционеры НЖБФ приняли решение о переименовании компании в «Терминал Астафьева». Дата обращения: 22 декабря 2012. Архивировано 25 января 2013 года.
- В Находке строится комплекс закрытого типа по перевалке угля (недоступная ссылка). Дата обращения: 22 декабря 2012. Архивировано 20 июня 2013 года.
- «Терминал Астафьева» (недоступная ссылка). Дата обращения: 22 декабря 2012. Архивировано 28 января 2013 года.
Задачи курсового проектирования
Поможем в ✍️ написании учебной работы
Задачи курсового проектирования
Курсовой проект является завершающим этапом изучения МДК 01.02 «Техническое обслуживание и ремонт автомобильного транспорта» и предназначен для закрепления и углубления знаний по технологии и организации технического обслуживания и текущего ремонта подвижного состава в АТП.
Курсовое проектирование ставит перед студентами следующие основные задачи:
— систематизация, закрепление и углубление теоретических знаний и практических навыков, полученных при изучении предмета;
— усвоение основ проектирования и технологических расчетов зон по ТО, диагностики и ТР подвижного состава в АТП;
— умение правильно выбрать метод организации производства и его обоснование для конкретных условий;
— умение пользоваться технической и нормативно-справочной литературой, нормативными материалами и стандартами;
Требования, предъявляемые к курсовому проекту
Проект по степени сложности должен соответствовать теоретическим знаниям, полученным студентами при изучении междисциплинарного курса и выполняется по индивидуальному заданию.
Темы курсового проекта связаны с внедрением перспективных методов организации производства ТО и ТР автомобилей. Заданием на проектирование предусмотрена разработка одного из подразделений, на котором выполняется ТО, диагностика или ТР.
Общие указания по оформлению курсового проекта
Курсовой проект состоит из задания, пояснительной записки и графической части (планировка объекта проектирования). По своему содержанию пояснительная записка должна состоять из следующих разделов:
Введение;
1. Общая часть
1.1 Характеристика объекта проектирования и анализ его работы
2. Расчетно-технологическая часть
2.1 Расчет годовой производственной программы
2.2 Расчет числа постов, линий для зон ТО, ТР, диагностирования
2.3 Выбор и обоснование метода организации технологического процесса ТО и ТР
2.4 Распределение рабочих по постам специальности, квалификации и рабочим местам.
2.5 Определение количества постов, линий ТО, ТР диагностирования
2.6 Подбор технологического оборудования.
2.7 Расчет производственных площадей.
3. Организационная часть
3.1 Схема технологического процесса.
3.2 Выбор и обоснование режима труда и отдыха
4. Разработка технологии ремонта, монтажа, демонтажа, детали, узла, агрегата
4.1 Краткое описание назначения, устройства и работы узла детали агрегата
4.2 Разработка прогрессивного технологического процесса сборочно-разборочных работ, ремонта детали, узла, агрегата.
4.3 Расчет технологических норм времени
5. Конструкторская часть (назначение, устройство и работа приспособления, его достоинства и недостатки, техника безопасности при работе с приспособлением, инструкция по эксплуатации)
6. Санитарно-гигиенические факторы условий труда
6.1 Условия освещенности
6.2 Вентиляция Помещения
6.3 Защита от шума ультразвука и вибрации
7. Безопасные условия труда, экологическая и пожарная безопасность
8. Заключение;
Список литературы
Пояснительная записка объемом не менее 35 печатается на бумаги формата А4 (210 х 297) и заполняется согласно требованиям ГОСТ 2.105-95. Сокращение слов не допускается, за исключением общепринятых сокращенных обозначений по ГОСТ 2.316-79.
Формулы и нормативные материалы, используемые в записке, должны иметь ссылку на источник, откуда они заимствованы; ниже формул поясняются символы и их числовые значения. После подстановки в формулу числовых величин следует, не производя сокращений, писать ответ. Листы пояснительной записки нумеруют, начиная с титульного листа.
Графическая часть проекта выполняется на чертежной бумаге формата А1 (594 х 841) в соответствии с требованиями стандартов ЕСКД. В графической части выполняется планировка производственного подразделения в соответствии с заданием на проектирование. На планировке должны быть показаны размеры помещения, условные обозначения расположения оборудования и рабочих мест, монтажно-установочные размеры, условные обозначения точек подвода коммуникаций (электроэнергии, воды, пара, сжатого воздуха и т.п.) в соответствии с требованиями стандартов, строительных норм и правил (СНиП).
Литература:
1. Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта. М., Транспорт, 1988
2. Суханов Б.Н., Борзых И.О., Бедарев Ю.Ф. Техническое обслуживание и ремонт. Пособие по дипломному проектированию. М., Транспорт, 1991
3. Картатов В.П. Технологическое проектирование автотранспортных предприятий. М., Транспорт, 1981
4. Крамаренко Г.В. Техническая эксплуатация автомобилей. М., Транспорт, 1983
5. Клейнер Б.С., Тарасов В.В., Техническое обслуживание и ремонт. Организация и управление. М., Транспорт, 1986
6. Барашков И.В., Звонков Б.П. Организация технического обслуживания автомобилей в колхозах и совхозах. М., Колос, 1981
7. Афанасьев Л.Л. Гаражи и станции технического обслуживания автомобилей. Альбом чертежей. М., Транспорт, 1980
8. Общесоюзные нормы технологического проектирования предприятий автомобильного транспорта. ОНТП-01-86, Минавтотранс, 1990
9. Руководство по диагностике технического состояния подвижного состава автомобильного транспорта РД-200-РСФСР-15-0150-84. М., НИИАТ, Минавтотранс, 1982
10. Правила безопасности при ремонте и техническом обслуживании машин и оборудования в Системе Госагропрома СССР, ВНИИОТ Госагропрома СССР, М., 1988
11. Краткий автомобильный справочник. М., Транспорт, 1994
12. Епифанов Л.И., Епифанова Е.А. Техническое обслуживание и ремонт автомобилей. М., Форум – Инфра. М, 2001
13. Ремонт автомобилей. Под ред. С.И. Румянцева. — М.: Транспорт, 1988
14. Карагодин В.И., Митрохин Н.Н. Ремонт автомобилей. — М.: Мастерство, 2001
15. Матвеев В.А., Пустовалов И.И. Техническое нормирование ремонтных работ в сельском хозяйстве. — М.: Колос, 1979
16. Дюмин И.Е., Трегуб Г.Г. Ремонт автомобилей. — М.: Транспорт, 1995
17. Справочник технолога авторемонтного производства. Под ред. А.Г. Малышева. — М.: Транспорт, 1977
18. Верещак Ф.П., Абелевич III.А. Проектирование авторемонтных предприятий. — М.: Транспорт, 1973
19. Клебанов Б.В. Проектирование производственных участков авторемонтных предприятий. — М.: Транспорт, 1975
20. Липкинд А.Г. и др. Ремонт автомобиля ЗИЛ-130. — М.: Транспорт, 1978
21. Суханов B.Н. и др. Техническое обслуживание и ремонт автомобилей. Пособие по курсовому и дипломному проектированию. — М.: Транспорт, 1985.
22. Кудрявцева А.А. Карты дефектации по ремонту автомобилей. — Н. Новгород, 1993.
23. Ремонт автомобилей и двигателей. Методика выполнения курсового проекта. — Н. Новгород, 1999.
24. Оформление пояснительной записки и графической части дипломного проекта. Методические рекомендации. М., 2002
Введение
В этом разделе должно быть дано обоснование необходимости выполнения технологических разработок по объекту проектирования.
Материал раздела рекомендуется излагать в следующей последовательности:
— задачи, стоящие перед автомобильным транспортом;
— значение ТО, диагностики и ремонта в обеспечении высокой технической готовности подвижного состава;
— задачи, стоящие перед технической службой АТП;
— цель проекта. Показать значимость проектных разработок по объекту проектирования;
— задача проекта. Дать решение тех вопросов, которые являются составными частями курсового проекта.
ПРОЦЕССА ТО И ТР
В данном параграфе следует обосновать один из методов организации технологического процесса ТО и ремонта подвижного состава АТП и кратко раскрыть его сущность.
При выборе метода организации технологического процесса ТО автомобилей, определяющим критерием является сменная (суточная) программа по ЕО, ТО-1 и ТО-2. В зависимости от ее величины может быть принят метод универсальных постов или метод специализированных постов (проездного или тупикового типа).
По рекомендации НИИАТ, техническое обслуживание целесообразно организовать на специализированных постах поточным методом (с внедрением в технологический процесс конвейеров для передвижения автомобилей с поста на пост: для ЕО – непрерывного действия, для ТО – периодического), если сменная программа составляет не менее:
— для ЕО – 50 и более обслуживаний;
— для ТО-1 – 12-15 и более обслуживаний;
— для ТО-2 – 5-7 и более обслуживаний.
В противном случае должен быть применен либо метод тупиковых специализированных постов, либо метод универсальных постов.
При выборе метода следует иметь в виду, что наиболее прогрессивным методом является поточный, т.к. он обеспечивает повышение производительности труда вследствие специализации постов, рабочих мест и исполнителей, создает возможность для более широкой механизации работ, способствует повышению трудовой и технологической дисциплины, обеспечивает непрерывность и ритмичность производства, снижает себестоимость и повышает качество обслуживания, способствует улучшению условий труда и сокращению производственных площадей.
Технологический процесс текущего ремонта автомобилей может быть организован методом универсальных или специализированных тупиковых постов.
Метод специализированных постов находит все большее распространение на АТП, т.к. позволяет максимально механизировать трудоемкие процессы ремонта, снизить потребность в однотипном оборудовании, улучшить условия труда исполнителей работ, использовать менее квалифицированных рабочих, повысить качество ремонта и производительность труда.
Технологический процесс диагностики организуется только методом универсальных или специализированных тупиковых постов.
ОРГАНИЗАЦИОННАЯ ЧАСТЬ
План технологических операций
При выполнении данного раздела следует определить последовательность выполнения операций, подобрать оборудование, приспособления, режущий и измерительный инструмент.
Для восстановления деталей применяют разные виды технологии: подефектную. жесткофиксированную, маршрутную и т.п.
Маршрутная технология характеризуется технологическим процессом на определенную совокупность дефектов у данной детали. Таким образом, восстановление детали может производиться несколькими технологическими процессами в зависимости от сочетания дефектов. Этот способ имеет наибольшее распространение в авторемонтном производстве, его и следует принять при выполнении курсового проекта.
Маршрут ремонта должен предусматривать технологическую взаимосвязь сочетаний дефектов со способами их устранения. Для составления маршрутной карты подготовительным этапом является план технологических операций.
Рекомендуемая последовательность составления плана операций:
ü проанализировать операции во всех схемах технологического процесса восстановления детали. Выявить подготовительные операции, одноименные операции, операции, связанные с нагревом или пластическим деформированием детали и т.п.;
ü объединить операции, связанные общностью оборудования технологического процесса;
ü выявить операции восстановления базовых поверхностей;
ü распределить операции в технологической последовательности, начиная с подготовительных операций, восстановления базовых поверхностей, операций по восстановлению геометрических осей, операций, связанных с нагревом детали (сварка, наплавка, пайка и т.п.), а затем все остальные операции с учетом установочной базы и др.
На все выявленные (указанные в задании) дефекты детали составляется единый план, имеющий общую (сквозную) нумерацию операций.
При составлении плана желательно использовать наименьшее количество операций, обеспечивающих наилучшее качество восстанавливаемых деталей.
Каждая последующая операция должна обеспечивать сохранность качества рабочих поверхностей детали, достигнутого в предыдущих операциях.
После определения технологической последовательности для каждой операции следует подобрать основное оборудование, приспособления и инструмент.
Оборудование следует подбирать из каталогов ремонтного оборудования, каталогов металлорежущих станков, каталогов сварочного и наплавочного оборудования. Можно использовать данные учебной и справочной литературы по ремонту автомобилей (1, 2, 4, 5, 7).
Приспособления. В соответствующей графе плана операций следует указать необходимость наличия приспособления и цель (установка, крепление, выверка точности и т.д.). При применении приспособлений, входящих в комплект основного оборудования, в соответствующей графе плана его указывать не следует (например, станочные тиски).
Инструмент рабочий следует подбирать с учетом вида обработки, необходимой точности и чистоты поверхности, а также с учетом материала обрабатываемой детали и т.д. В графе плана указать тип инструмента и материал режущей части. При выборе материала режущей части лезвийного инструмента учесть материал обрабатываемой детали и состояние ее поверхности, а также твердость поверхности.
Инструмент измерительный следует выбирать с учетом формы поверхности и точности ее обработки.
План технологической операции выполнить в табличной форме.
Пример выполнения плана операций для восстановления кулака поворотного автомобиля ЗИЛ-431410.
Таблица 14
План технологических операций
№ операц. | Наименование и содержание операций | Оборудование | Приспособления | Инструмент | |
| рабочий | измерительный | ||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 005 | Токарная Выправить центровые отверстия (при необходимости) | Токарно-винторезный станок 1К62 | Приспособление для крепления поворотного кулака | Сверло центровочное комбинированное PI 8 | |
| 010 | Токарная Проточить изношенную резьбу | Токарно-винторезный станок 1К62 | Поводковый патрон с поводком, центрами | Проходной резец с пластинкой Т15 Кб | Штангенциркуль ШЦ-1-125-0,1 |
| 015 | Наплавка Наплавить шейку под резьбу вибродуговой наплавкой | Переоборудованный токарно-винторезный станок 1К62. Выпрямитель ВСА-600/300 | Наплавочная головка УАНЖ-5. Приспособление для крепления поворотного кулака на станке | IIIштангенциркуль ШЦ — 1-1 25-0 ,1 | |
| 020 | Шлифовальная Шлифовать шейки | Кругло-шлифовальный станок 3Б1 5 1 | Поводковый патрон с поводком, центрами | Шлифовальный круг ПП 600.40.305 24А40ПСМ 25K 8 A | Скобы 8113-0106 |
| 025 | Осталивание Подготовка и осталивание шеек | Ванны для обезжиривания, осталивания, электрическая печь | Подвеска для осталивания | Кисть для изоляции | Штангенциркуль ШЦ-1-125-0,1; |
| 030 | Токарная Проточить шейку и нарезать резьбу | Токарно-винторезный станок 1 K62 | Поводковый патрон с поводком, центрами | Проходной прямой резец с пластинкой Т15К6. Прямой резьбовой резец Р18 | Штангенциркуль ШЦ — 1-125-0,1 Предельное резьбовое кольцо М36 х 2-6g |
| 035 | Фрезерная Фрезеровать лыску | Горизонтально-фрезерный станок 6M3 2Г | Тиски | Цилиндрическая фреза T5K 10 | Штангенциркуль ШЦ-1 -125-0,1 |
| 040 | Нормализация Нагреть резьбовой конец в соляной ванне и охладить на воздухе | Ванна с расплавленной солью | Подвеска для нагрева детали | ||
| 045 | Мойка Промыть деталь | Ванна с содовым раствором | Подвеска для мойки деталей | ||
| 050 | Шлифовальная Шлифовать шейки | Кругло-шлифовальный станок 3Б151 | Поводковый патрон с поводком, центрами | Шлифовальный круг П600.40.305 24А25ПСМ 25К8А | Скобы 8113-0106 |
| 055 | Слесарная Выпрессовать втулки, запрессовать и раздать новые втулки | Гидравлический пресс П-6326 | Подставка | Оправки | |
| 060 | Сверлильная Развернуть втулки | Вертикально-сверлильный станок 2А150 | Кондуктор | Цилиндрическая машинная развертка PI 8 | Предельная пробка Ǿ  |
| 065 | Слесарная Прогнать резьбу | Тиски | Плашка М36х2-6 g | Резьбовое кольцо М36х2-6 g | |
| 070 | Мойка Промыть деталь | Ванна с содовым раствором | Подвеска для мойки детали | ||
Расчет освещения
На объекте проектирования следует принять тот или иной тип освещения в соответствии со СНиП 11-4-79 и установить нормы освещенности. Расчет естественного освещения сводится к определению числа окон при боковом освещении.
Световая площадь оконных (световых) проемов рассчитывается по формуле:
F ок = F пола ∙ α , м2; (6.1)
где F пола – площадь пола участка, м2;
α – световой коэффициент.
Таблица 15
Значение светового коэффициента
| Зоны ТО, ТР и участки | α | Зоны ТО, ТР и участки | α |
| Зоны ЕО, ТО, ТР, Д-1, Д-2 | 0,25-0,35 | Моторный, агрегатный | 0,25-0,30 |
| Сварочный, кузнечный | 0,20-0,25 | Топливной аппаратуры | 0,3-0,35 |
| Эл.технический, медницкий | 0,25-0,35 | Другие участки | 0,25-0,30 |
Расчет искусственного освещения сводится к расчетам световой мощности ламп в светильниках, количества и типа светильников, рациональному размещению светильников по объекту проектирования (в виде схемы).
Общая световая мощность ламп рассчитывается по формуле:
W осв = R ∙ Q ∙ F уч , (6.2)
где R – нормируемая освещенность, Вт/(м2∙ч), (принимается для укрупненных рас- четов равной 15-20 Вт на 1 м2 площади пола)
Q – продолжительность работы электрического освещения в течении года, ч
(принимается в среднем 2100 ч для местностей, расположенных на широте
40-60°
F уч – площадь пола участка, м2.
Количество светильников рассчитывается по формуле:

(6.3)
где Р – мощность одной лампы в светильнике, Вт;
n – количество ламп в светильнике.
Таблица 16
Типы светильников, для напряжения 220 В
| Светильник | Краткая характеристика светильника | Количество ламп и мощность каждой лампы, Вт |
| ПВЛМ-80 | Пылевлагозащитный, с люминесцентными лампами | 2 х 80 |
| «ШАР» | Пылевлагозащитный, с лампами накаливания | 1 х 150 |
| «Люцетта» | Пылевлагозащитный, с лампами накаливания | 1 х 300 |
| НОГЛ -2х80 | Повышенной надежности против взрыва, люминесц. | 2 х 80 |
| ВЛК -4х80Б | Полностью пылезащитные, люминесцентный | 4 х 80 |
| ВОД -3х80-1Б | Полностью пылезащищенные, люминесцентный | 3 х 80 |
| УВЛН -4х80-4 | Незащищенный перекрытый, люминесцентный | 4 х 80 |
| Шм | Шар молочного стекла, с лампами накаливания | 1х150, 1х300 |
Рис.5.1.Схема расположения светильников типа «ШАР»
6.2 Расчет вентиляции
При механической вентиляции для воздухообмена используется электрическая энергия, приводящая в действие вентиляторы. Механическая вентиляция позволяет поддерживать в рабочих помещениях постоянную температуру и влажность воздуха, удалять из помещений вредные вещества.
При расчете вентиляции определяется необходимый воздухообмен и подбирается тип вентилятора. Исходя из объема производственного помещения и кратности обмена воздуха, производительность вентилятора рассчитывается по формуле:
W = Y ∙ К, м3 ; (6.4)
где Y – объем производственного помещения, м3;
К – кратность обмена воздуха, ч-1.
Для различных производственных помещений кратность воздухообмена может быть принята по таблице 16.
Таблица 16.
Требуемая кратность воздухообмена К для производственных помещений
| Производственный участок | К | Производственный участок | К |
| Медницкий | 3-4 | Испытания двигателей | 4-6 |
| Сварочный | 4-6 | Разборочно-сборочный | 4 |
| Кузнечный | 4-6 | Гальванический | 6-8 |
| Ремонт топливной аппаратуры | 4 | Ремонт электрооборудования | 3-4 |
| Аккумуляторный | 4-6 | Другие участки | 4-5 |
Определив производительность вентилятора, следует подобрать его тип по таблице 5.5.
Таблица 17
Вентиляторы
| Модель | Тип | Подача, м3/ч | Развиваемое давление, Па | Частота вращения, об/мин | КПД |
| ЦАГИ-4 | Осевой | 1800 | 90 | 1500 | 0,50 |
| ЦАГИ-5 | «» | 2500 | 63 | 1000 | 0,55 |
| ЦАГИ-6 | «» | 5000 | 100 | 1000 | 0,62 |
| ЭВР-2 | Центробежный | 200 | 250 | 1500 | 0,35 |
| ЭВР-3 | «» | 800 | 250 | 1000 | 0,45 |
| ЭВР-4 | «» | 2000 | 520 | 1000 | 0,48 |
Техника безопасности
В данном разделе проекта должны быть разработаны требования по обеспечению безопасных приемов труда на объекте проектирования.
При выполнении раздела рекомендуется использовать литературу по предмету «охрана труда».
В разделе следует решить задачи:
· общая характеристика организации работы по охране труда:
— ответственность за соблюдение правил по охране труда,
— виды инструктажей,
— порядок их проведения.
· По объекту проектирования отразить:
— требования по ТБ при выполнении работ,
— требования к инструменту, приспособлениям, технологическому оборудованию,
— требования ТБ к помещению.
Заключение.
В заключении необходимо указать перечень основных задач, решенных по объекту проектирования и сделать вывод о том, какое влияние могут оказать полученные результаты на повышение технической готовности подвижного состава и эффективность работы технической службы АТП.
Методически указания
ЦУП
Исполнители работ участка по ремонту двигателей
Рис.3.2.Схема управления моторным участком АТП
Приложение 6
Контрольно-технический пункт
Зона уборочно-моечных работ
Контрольно-диагностические
работы
Зона ТО-1
Электротехнические работы
Рис.4.1.Схема технологического процесса ТО-1 автомобилей
Приложение 7
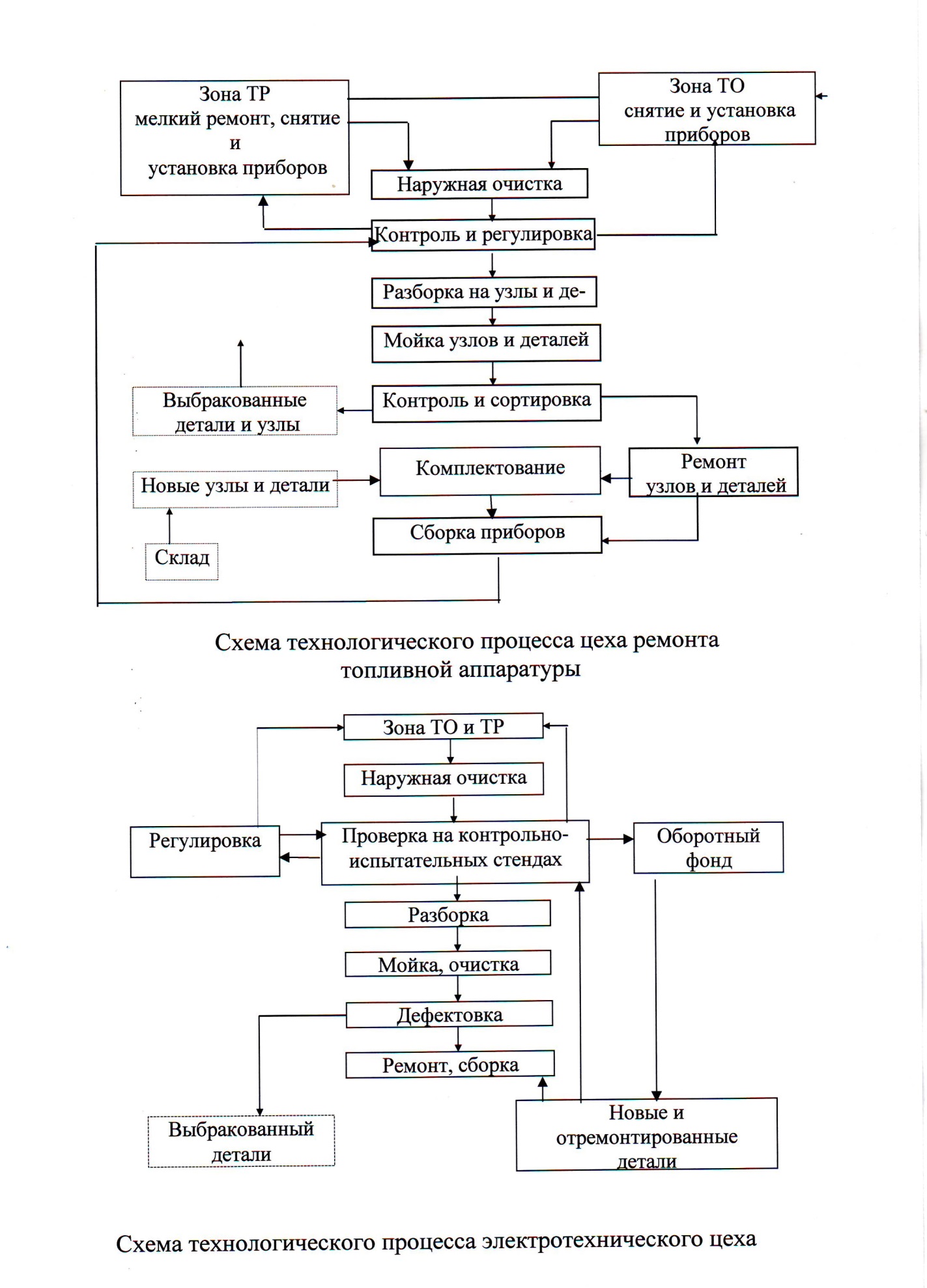
Рис.5.1.Схемы технологических процессов
Приложение 8
А
£
Тм.с. Тр.л. Тм.с.
0 8 16 24
| Рабочие смены | 3 смена | 1 смена | 2 смена |
| Зона ЕО | (((((((((((((((((((((((((((((( | ((((((((((((((((((((((((((((( | |
| Зона ТО-1 | ))))))))))))))))))))))))))))) | ||
| Зона ТО-2 | (((((((((((((((((((((((((((((( | ||
| Зона Д-1 | ))))))))))))))))))))))))))))) | ||
| Зона Д-2 | (((((((((((((((((((((((((((((( | ||
| Зона ТР | )))))))))))))))))))))))))))))) | ))))))))))))))))))))))))))))) | |
| Склады | (((((((((((((((((((((((((((((( | ((((((((((((((((((((((((((((( | |
| Ремонтные цеха | )))))))))))))))))))))))))))))) | ||
| Автомобили на линии | ((((( | (((((((((((((((((((((((((((((( | ((((( |
Рис.6.1.Совмещенный график работы автомобилей на линии и производственных подразделений АТП (возможный вариант)
Годовые фонды времени производственных рабочих (по ОНТП-01-91)
Наименование профессий работающих | Годовой фонд времени рабочих, ч | |
| Номинальный (Фрм) | Эффективный (Фпр) | |
| Водитель автобуса, грузового автомобиля грузоподъемностью 3 т и более, внедорожного автомобиля-самосвала; кузнец-рессорщик, медник, газоэлектросварщик, слесарь по ремонту приборов системы питания ДВС, работающих на этилированном бензине, вулкани- заторщик, аккумуляторщик | 2010 | 1730 |
| Маляр | 2010 | 1760 |
| Все остальные | 2010 | 1780 |
Приложение 9
Технологические карты
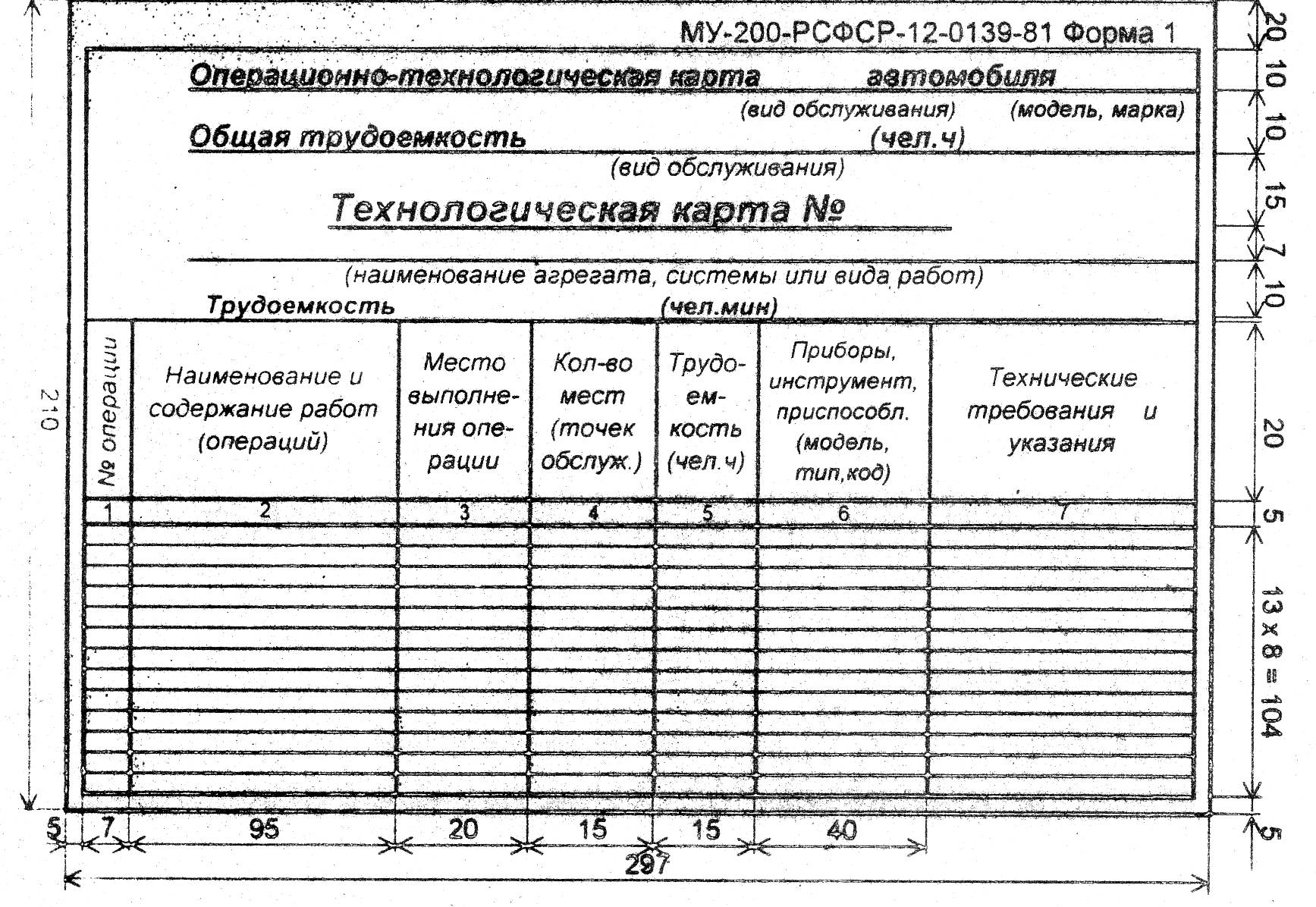
Операционно-технологическая карта отражает последовательность операций технологического процесса ТР топливной аппаратуры, вулканизационные, шинные, аккумуляторные, столярные, и других работ на соответствующих участках АТП.
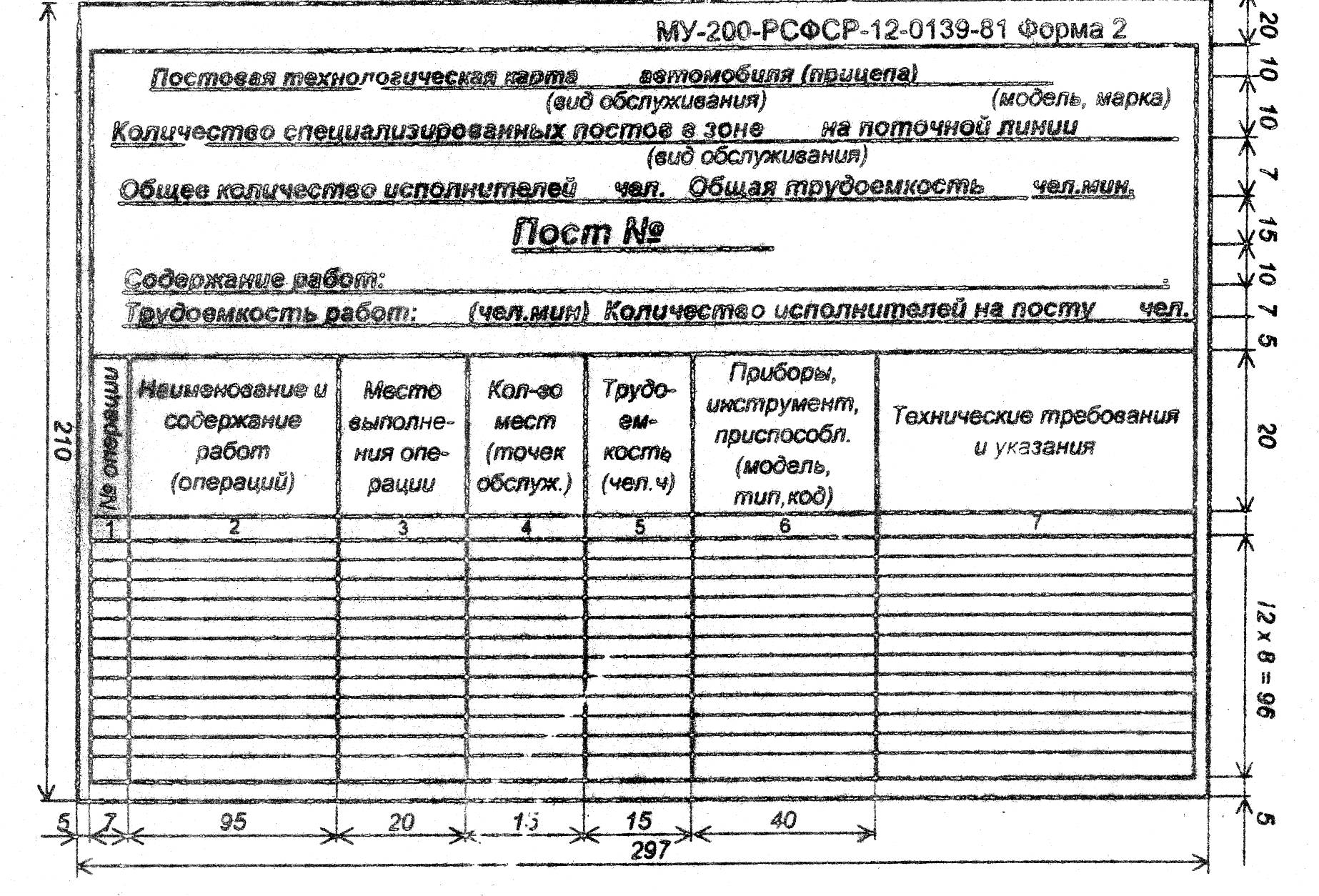
Постовая технологическая карта отражает последовательность операции технического обслуживания, диагностики, текущего ремонта по агрегату (агрегатам) или системам (системе) автомобиля, которые выполняются на одном из постов ТО, диагностики или ТР.
Приложение 10
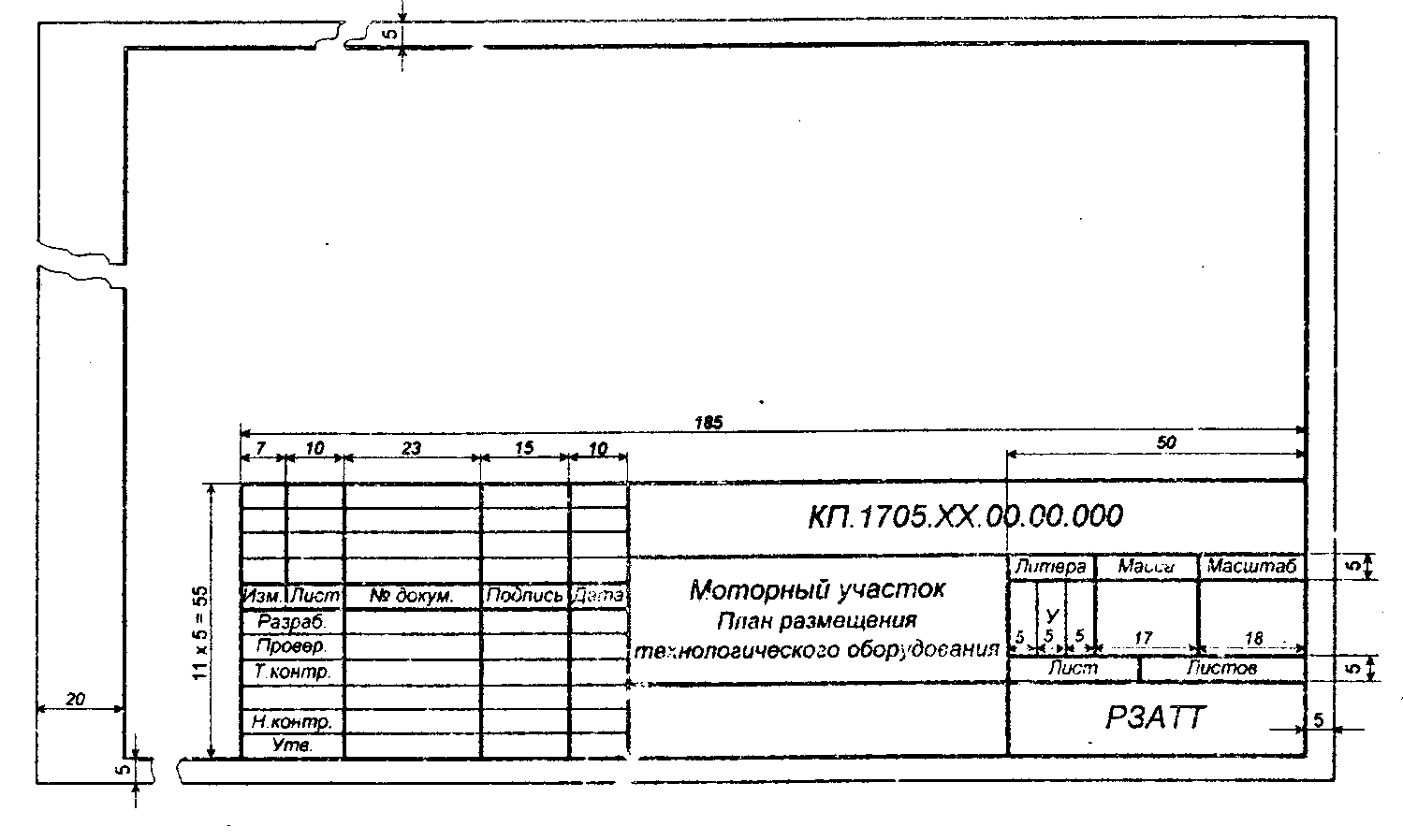
Основная надпись по ГОСТ 2.104-68 (угловой штамп), который проставляется в правом нижнем углу формата А1 графической части проекта.
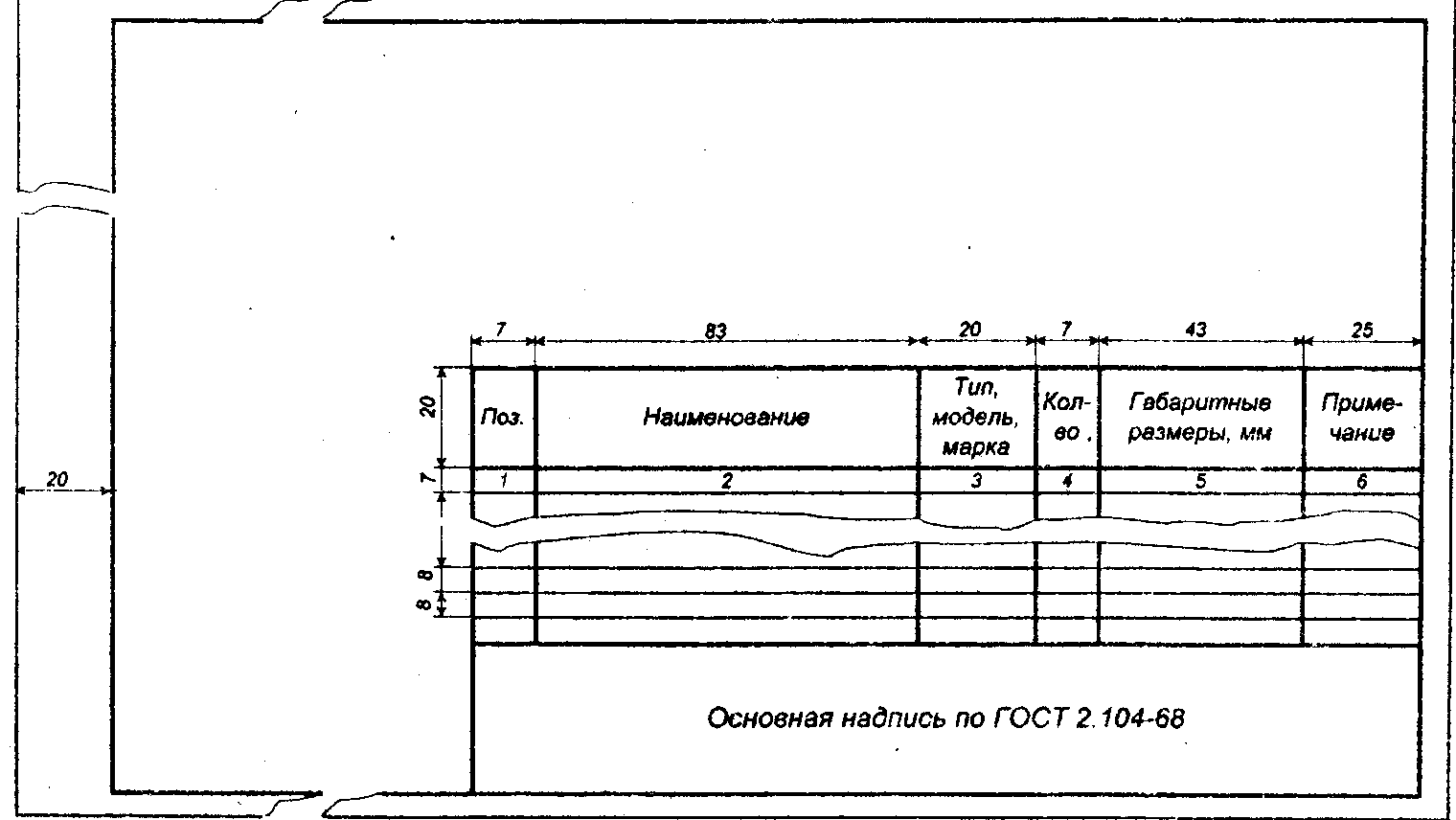
Спецификация технологического оборудования и организационной оснастки. Выполняется над основной надписью (угловым штампом) на листе формата А1.
Приложение 11
Коэффициенты неравномерности загрузки постов ТО и ТР, Кн
| Типы рабочих постов | Коэффициенты неравномерности загрузки постов | ||||
Списочное количество подвижного состава АТП | СТОА легковых автомобилей | ||||
| До 100 | От 100 до 300 | От 300 до 500 | городские | дорожные | |
| Посты ЕО | 1,20 | 1,15 | 1,12 | 1,05 | 1,15 |
| Посты ТО-1, ТО-2, Д-1, Д-02 | 1,10 | 1,09 | 1,08 | 1,10 | — |
| Посты ТР, регулировочные и разборочно-сборочные | 1,15 | 1,12 | 1,10 | 1,15 | 1,25 |
| Сварочно-жестяницкие, маляр-ные, деревообрабатывающие | 1,25 | 1,20 | 1,17 | 1,10 | — |
Коэффициенты использования рабочего времени постов, Ки
Типы рабочих постов | Коэффициент использования рабочего времени постов при числе смен работы в сутки | ||
| одна | две | три | |
| Посты ежедневного обслуживания —уборочных работ —моечных работ | 0,98 0,92 | 0,97 0,90 | 0,95 0,87 |
| Посты ТО-1 и ТО-2 —на поточных линиях —индивидуальные посты | 0,93 0,98 | 0,92 0,97 | 0,91 0,96 |
| Посты Д-1 и Д-2 | 0,92 | 0,90 | 0,87 |
| Посты ТР —регулировочные, разборочно-сборо чные (не оснащенные специальным оборудованием), сварочно-жестяниц-кие, шиномонтажные, деревообрабаты вающие —разборочно-сборочные (оснащен-ные специальным оборудованием —окрасочные | 0,98 0,93 0,92 | 0,97 0,92 0,90 | 0,96 0,91 0,87 |
ДЛЯ ЗАМЕТОК
Читайте также:
infopedia.su не принадлежат авторские права, размещенных материалов. Все права принадлежать их авторам. В случае нарушения авторского права напишите сюда…