
Планировка термического участка
Планировочное решение термического участка, используемое оборудование — соляные ванны TS 40/30, TS 70/72; и камерные печи CH0-4. 2,5/10И1, ПКМ3. 2/12,5. Чертежи рабочие, не студенческие. Состав: План расположения оборудования, СпецификацияСофт: AutoCAD 10

- термический
- термический участок
Еще чертежи и проекты по этой теме
Программа комплексной подготовки и повышения квалификации руководителей ЦЗЛ, работников ЦЗЛ, начальников участков термообработки, мастеров производственных участков, цеховых технологов, технологов по термообработке.
Вид образовательной программы:
Повышение квалификации
Количество общих учебных часов:
30 ак.
Стоимость:
20230 руб.
Место проведения занятий:
МГТУ им. Баумана
Повышение квалификации по результатам обучения подтверждается Удостоверением о повышении квалификации МГТУ им. Баумана
Описание образовательных программ содержит:
учебный план, календарный график (режим обучения), методические рекомендации
Металловедение и термическая обработка сталей и сплавов
Проектирование термического участка для автомобильного ремонтного завода
РГАУ-МСХА им. Тимирязева
Кафедра машин и оборудования,
Курсовая работа по дисциплине «Проектирование предприятий»,
На тему: «Проектирование термического участка для автомобильного ремонтного завода»
Москва 2018Исходные данные. Вид ремонтируемого изделия – автомобиль ЗиЛ 4314. Программа ремонта – 2000 шт. Ремонтный завод. Целью данной работы является проектирование ремонтного заводаСодержание
Введение
1. Расчет трудоемкости работ, определение номенклатуры цехов, участков и отделений предприятия
2. Обоснование режимов работы и определение фондов времени
3. Расчет численности персонала
4. Расчет количества постов и оборудования
5. Расчет площадей. Расстановка оборудования
6. Расчет расхода воздуха и энергозатрат участка
Заключение
Список используемой литературыСостав: Проект термического участка ремонтного заводаСофт: КОМПАС-3D 15
Основные задачи проектирования
— установление производственной программы с указанием типоразмера и количества выпускаемой продукции;
— выбор места для строительства с учетом рационального обеспечения материальными ресурсами, водой, топливом, рабочей силой и
— определение основных и оборотных средств, себестоимости и эффективности затрат.
— разработка тех. процессов получения заготовок, тепловой, механической обработки деталей, сборки;
-определение основного и вспомогательного оборудования; определение необходимого рабочего времени и потребности в рабочей силе; определение рабочих площадей цеха и планировка; разработка мероприятий по охране труда , безопасности в т. противопожарной и защите окружающей среды.
— разработка схем управления и взаимосвязи между отдельными службами;
— разработка календарного планирования, оформление отчетности, контроля производства, определение источника финансирования, возможности сбыта продукции;
— разработка мероприятий по организации труда и обслуживанию рабочих мест.
Классификация цехов тепловой обработки
По месту в заводской структуре:
а) самостоятельный термический цех;
б) отделение тепловой обработки;
в) участок тепловой обработки.
По виду обрабатываемых деталей (по виду преобладающих операций). Например, участок термической обработки инструмента.
По производственному признаку:
а) основные цехи тепловой обработки, предназначенные для обработки деталей товарного производства;
б) вспомогательные цехи – для обработки деталей вспомогательного производства.
Основные цехи тепловой обработки разделяют на 3 вида:
Цехи, связанные с заготовкой производства (литейные и кузнечно-штампов. В них производится термическая обработка поковок, штамповок, отливок до механической обработки).
Цехи, связанные с обрабатывающими механическими цехами, в них производится тепловая обработка деталей основной продукции после механической обработки.
Цехи, связанные с заготовительными и обрабатывающими операциями (рессорные, пружинные).
К термическим цехам вспомогательного производства относятся цехи, отделения и участки для обработки режущего инструмента, штампов и оснастки, или связанные с ремонтным производством.
Требуемый опыт работы: 1–3 года
Полная занятость, полный день
Сейчас эту вакансию смотрят 3 человека
- обеспечение выполнения участком производственных заданий
- контроль соблюдения технологических процессов
- проверка качества и количества выпускаемой продукции, согласно технологического процесса и конструкторской документации
- осуществление мероприятий по предупреждению брака и повышению качества продукции
- установление и своевременное доведения до рабочих производственных заданий
- организация работ по повышению квалификации рабочих участка
- обеспечение и организация рабочих мест
- высшее, среднее-профессиональное (техническое) образование
- опыт работы от 1 года
- график работы: сменный
- оптимальные условия труда
- официальное трудоустройство
- соц.пакет
Работа в команде
Вакансия опубликована 8 августа 2022 в Новосибирске
О данном работодателе пока нет отзывов или он скрыл их на нашем сайте
Ваши отзывы помогают людям принимать взвешенные карьерные решения
Оперативное управление участком, взаимодействие со смежными подразделениями. Обеспечение выполнения производственного плана. Выдача сменных заданий и контроль их.
Опыт работы на крупном производственном предприятии на должности мастера/начальника участка. Хорошие организаторские способности и умение планировать.
Работодатель сейчас онлайн
Руководство и организация эффективной работы производственного предприятия (обработка листового металла). Проведение мероприятий по снижению затрат в своей зоне ответственности.
Опыт работы на аналогичной должности от 3-х лет. Опыт практического руководства производством по направлению металлообработка (листовой металл).
Оперативное планирование. Диспетчирование. Качество выпускаемой продукции. Культура производства. Техника безопасности и т.
Среднее профессиональное или высшее образование (желательно техническое). Опыт работы на механическом участке от 3-х лет.
, Березовая роща
Выдача сменных заданий рабочим (сборщики, сварщик, слесарь, монтажники РЭА), контроль исполнения, производственный учет, отчетность (таблицы), контроль запасов, контроль за соблюдением.
Образование высшее/средне-техническое. Опыт руководства коллективом от 5 человек, знание технологии производства сварочных работ, обработки металлов резанием (фрезерные/токарные.
Обеспечение безаварийной работы оборудования тепловых сетей, ведение оперативной документации. Осуществление руководства и контроля за действиями подчиненного персонала. Проведение производственных инструктажей.
Оконченное высшее (техническое)/среднее (техническое) образование будет преимуществом. Навык работы с большим объемом технической документации. Знание охраны труда и техники.
Руководство бригадой слесарей АВР при выполнении ремонтных работ. Руководство производством земляных работ. Ведение документации.
Опыт работы мастером. Знания по водоснабжению и водоотведению.
Расчетная площадь участка Fp. yч, м2, определяется по формуле
yч = fобkп
где fоб — площадь, занимаемая напольным оборудованием, м2 (см. пример 36);
kп — коэффициент плотности расстановки оборудования на участке.
Значение коэффициента плотности расстановки оборудования fen
Участок
kп
Участок разборки агрегатов и мойки деталей, участок ремонта приборов системы питания и смазки, комплектовочно-подгоночный участок
3,0. 3,5
Контрольно-сортировочный участок, испытательная станция
3,5. 4,0
Участок ремонта рам, участок окраски рам, площадка складирования рам и агрегатов
4,0
Участок сборки автомобилей, двигателей, сварочно-наплавочный участок
4,0. 4,5
Участок ремонта приборов электрооборудования, участок восстановления основных деталей двигателя, слесарно-механический участок
3,5
Шиномонтажный участок, участок ремонта, сборки и испытания агрегатов
3,5. 4,5
Термический участок, участок окраски кабин и кузовов
5,0
Кузнечно-рессорный участок
4,5. 6,0
Гальванический участок
4,0. 5,0
Участок ремонта деревянных платформ, кабин, оперения, кузовов самосвалов
4,5
Медницко-радиаторный участок, инструментальный участок и участки отдела главного механика (ОГМ)
4,0
Обойный участок
3,5
Площади поточных линий могут быть определены как расчетным, так и графическим путем.
Для расчета площади поточной линии Fp. л, м2, используется формула
л = (fстХп + fоб)kп
где fст — площадь горизонтальной проекции стендов, м2;
Хп — расчетное количество постов на линии;
fоб — площадь горизонтальной проекции оборудования, расположенного вне территории, занятой постами или линией, м2;
kп- коэффициент плотности расстановки постов и оборудования на линии (kп = 4. 5; меньшие значения kппринимаются при количестве постов не более 10).
При использовании графического метода расчета площадь поточной линии устанавливается по схеме, на которой в определенном масштабе вычерчивают посты или поточные линии и выбранное оборудование с соблюдением всех нормативных расстояний между оборудованием и элементами зданий. Тогда принятая (фактическая) площадь линии Fф. л, м2, равна:
л = LлВл
где Lл- длина поточной линии, м;
Вл — ширина поточной линии, м.
Далее требуется назначить сетку колонн. Сетка колон характеризуется шагом и шириной пролета и бывает:
• для мелких предприятий, м — 6×6, 6×9, 6×12, 6×15;
• для крупных предприятий, м — 12×12, 12×18,12×24,12×30, 12×36.
Фактическая площадь восстановительного участка Fф. yч, м2:
yч = LучВуч
где Lуч- длина участка, м;
Вуч — ширина участка, м.
Отступление фактической площади участка (поточной линии) от расчетной ∆, %, определяется по формулам
Отступление допускается в пределах ±20 % — для помещений с площадью до 100 м2; ±10 % — для помещений с площадью свыше 100 м2.
Планировка участка восстановления
Технологическую планировку участка рекомендуется выполнять в следующей последовательности:
На лист бумаги формата А1 (предпочтительнее в масштабе 1:25 или 1:50) нанести сетку колонн. Шаги пронумеровать арабскими цифрами, а пролеты обозначить прописными русскими буквами, начиная с левого нижнего угла. Цифры и буквы проставить в кружках диаметром 10 мм, расположенных на выносных линиях осей колонн. Размеры колонн в плане должны быть:
• для зданий без крановых устройств, мм — 400×400, 500×500, 500×600;
• для зданий с крановыми устройствами, мм — 400×800, 500×800.
Выбрать и отложить на листе длину и ширину участка. Выбрать и обозначить толщину стен (зависит от материала и климатических условий), например, 380 или 510 мм — кирпич, 300. 400 мм — бетонные блоки, 200. 250 мм — панели (предпочтительно). Выбрать и отложить на листе размеры окон (ширина оконных проемов принимается кратной 600 мм), дверей (ширина 1,0; 1,5; 2,0 м, высота 2,4 м) и ворот (ширина должна быть кратна 600 мм, высота — 1200 мм).
Необходимое оборудование привязать к колоннам или стенам и между собой, проставляя размеры в двух взаимно перпендикулярных направлениях. Привязку первой единицы оборудования следует начинать от ближайшей колонны или стены. Проставленные таким образом размеры создают удобство монтирования оборудования независимо друг от друга (при неодновременном поступлении оборудования).
Изобразить на планировке подъемно-транспортное оборудование. Обозначить потребители электроэнергии, пара, воды, сжатого воздуха, сток воды в канализацию и пр.
На чертеж планировки нанести размеры участка и сетки колонн.
Составить спецификацию оборудования. В ней все оборудование, начиная с первой единицы, пронумеровать. Спецификацию оформить или на отдельных листах формата А4, или в виде экспликации на чертеже планировки по форме, расположенной над угловым штампом (см. рис.
Планировка помещается в графическую часть курсового проекта (лист 1), спецификация к ней — в приложение В пояснительной записки.
В этом пункте курсового проекта учащийся должен указать толщину стен, ширину проезда, размер колонн, дверей и окон.
Гаражи, станции технического обслуживания, ремонтные базы и мастерские
Для технического обслуживания и текущего ремонта устраивают гаражи, станции технического обслуживания и ремонт-но-механические мастерские в зависимости от назначения и объемов выполняемых операций. Если эти производственные помещения расположены близко к месту работы автопогрузчиков, то для хранения автопогрузчиков там же устраивают навесы либо закрытые помещения.
Гаражи предназначены для хранения, ежедневного ухода и мелкого ремонта автопогрузчиков. Строительство гаражей на железнодорожных станциях осуществляется по типовым проектам, рассчитанным на обслуживание 5, 10 и 15 машин. Гараж состоит из двух частей: закрытой секции, в которой имеются смотровые канавы и подсобные помещения, и навеса.
В закрытой секции выполняют все виды технического обслуживания автопогрузчиков. Навес используется для временного хранения машин. В подсобных помещениях установлены компрессорная стационарная установка, передвижная моечная ванна, токарно-винторезный, сверлильный и обдирочно-точильный станки, слесарные верстаки, насосная или моечная установка, шкафы для хранения спецодежды и слесарного инструмента. Имеются бытовые и служебные помещения. Для наружной мойки автопогрузчиков рядом с гаражом устраивают площадку размером 8—12 м2 с твердым покрытием, уклоном и отводной канавой для стока воды.
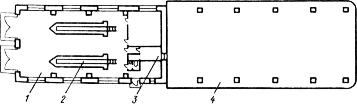
Рис. Типовой гараж для автопогрузчиков
В гаражах устраиваются посты для заправки автопогрузчиков горючими и смазочными материалами. Заправочный пункт должен быть оснащен пожарным щитом, огнетушителем и ящиком с песком по нормам Государственной пожарной инспекции.
Станция технического обслуживания сооружается вблизи нескольких близко расположенных пунктов эксплуатации автопогрузчиков. Планировка такой станции на 7 машин показана на рис. На станции выполняются моечные работы (ТО-1 и ТО-2), а также заменяются отдельные узлы, вышедшие из строя.
Средний пролет ремонтного отделения оборудован мостовым краном, на каждом посту имеется смотровая канава.
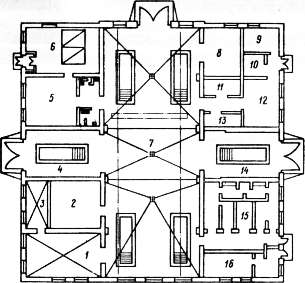
Рис. Станция технического обслуживания:
1— агрегатно-механический участок; 2 — склад запчастей; 3 — электрический участок; 4 — мойка»; 5 — тепловой участок; 6 — котельная; 7 — участок ТО и ремонта; 8 — медницко-радиаторный сварочный участок; 9 и 10— аккумуляторные; 11—кладовая масел; 12 — электрокарбюраторная; 13 — вентиляционная камера; 14 — малярная; 15 — бытовые помещения; 16 — контор
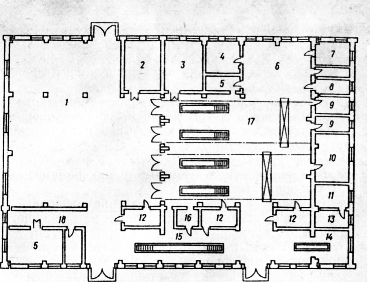
Рис. Универсальная база для технического обслуживания, ремонта и стоянки автопогрузчиков:
1 — часток для стоянки автопогрузчиков; отделения: 2 — вулканизацнонное; 3— тепловое; 4 — электроремонтное; 5 — служебные помещения; 6 — механическое; 7 — карбюраторное; 8 и 9 — бытовые помещения; 10 и 16—склад; 11 — аккумуляторная; 12 — вентиляционная камера; 13 — бойлерная; 14 — отделение для наружной мойки; 15 — участок ежедневного обслуживания автопогрузчиков на два поста и кладовая; 17 — ремонтное отделение; 18 — помещение для отдыхи
На территории крупных складов, морских и речных портов с большим парком автопогрузчиков сооружаются базы, позволяющие выполнять все виды обслуживания и ухода, а также агрегатный ремонт машин при поставке с ремонтно-механических заводов необходимого обменного фонда. Планировка такой базы с гаражом общей вместимостью автопогрузчик показана на рис.
Четыре поста ремонтного отделения оборудуются канавами. Механизация операций при замене агрегатов обеспечивается двумя мостовыми кранами.
Участок ежедневного обслуживания также имеет ремонтную канаву, рассчитанную на одновременную поставку двух автопогрузчиков. Стоянка автопогрузчиков, а также ремонтное отделение, участки мойки и ежедневного обслуживания оборудованы принудительной приточно-вытяжной вентиляцией.
В грузовом хозяйстве железных дорог основу ремонтной базы составляют дорожные механические мастерские, в которых выполняется капитальный ремонт всех эксплуатируемых машин.
Обычно дорожные механические мастерские имеют следующие производственные участки: разборочно-сборочный, слесарный, механический, электротехнический, кузнечный, сварочный, термообработки, по ремонту гидрооборудования, по ремонту и испытаниям двигателей внутреннего сгорания, деревообрабатывающий и др. Наличие тех или иных производственных участков и соотношение между их размерами зависят от номенклатуры и объема ремонтируемой продукции и производимых запасных частей.
Техническое обслуживание и текущий ремонт погрузочно-разгрузочных машин и в том числе автопогрузчиков в процессе их эксплуатации выполняют обычно в мастерских механизированных дистанций.
Размещение производственных участков в мастерских зависит от планировки используемого для них помещения и от характера выполняемых работ.
Обычно кузницу и сварочное отделение располагают таким образом, чтобы исключалось попадание загрязненного воздуха в другие отделения. Деревообделочное отделение должно иметь отдельный вход и отделяться от остальных помещений противопожарной перегородкой.
Основные технологические участки: моечный, разборочно-сборочный, слесарный, механический, покрасочный должны располагаться таким образом, чтобы обеспечить поточное перемещение машины от поста к посту без встречных и пересекающихся маршрутов.
Если пункты эксплуатации автопогрузчиков удалены от баз, то для их технического обслуживания и текущего ремонта используются передвижные ремонтные мастерские, вагоны-мастерские или автомастерские.
Вагоны-мастерские обычно оборудованы электростанцией ЖЭС-30, сварочным трансформатором ТС-300, станками: токарно-винторезным 1К62, горизонтально-фрезерным 6Н80, вертикально-сверлильным 2А-125 и электрозаточным ЭЗС-2, краном-укосиной грузоподъемностью 500 кг, слесарным верстаком с двумя тисками, ручной талью грузоподъемностью 500 кг. Некоторые вагоны-мастерские оснащены комбинированными станками типа 1-М95. В вагонах-мастерских предусматривается четырехместное купе, котел водяного отопления, умывальник и другие устройства, обеспечивающие необходимые са-нитарно-бытовые условия труда и отдыха ремонтного персонала.
Наиболее приемлемой в условиях механизированных дистанций является автомастерская МПР-817А, которая монтируется на шасси автомобиля ГАЗ-51 или ГАЗ-бЗ. На одноосном прицепе 1АП-1,5 или ИАГ13-739 устанавливается электросварочный агрегат АСБ-300-7 или АДБ-306. Мастерская оборудована электросиловым агрегатом с синхронным генератором БМЗ-4,5 мощностью 4,5 кВт, напряжением 230 В, насосной установкой для наружной мойки ОМ-830 (ПС-3/20), создающей давление 2,0 МПа при расходе воды 23 л/мин, краном-укосиной грузоподъемностью 1,2 т с вылетом стрелы до 1,6 м, электрозаточным станком ТА-255, электродрелью со штативом С-480А, гидравлическим прессом П6022 с максимальным усилием до 10 кН. Имеется набор ремонтного оборудования и инструмент для слесарных, кузнечных и контрольно-регулировочных работ. Масса мастерской на шасси автомобиля ГАЗ-51 составляет 4500 кг, ГАЗ-63—4990 кг.
Аналогично техническое оснащение передвижной ремонтной мастерской МПР-3901, смонтированной на шасси автомобиля ГАЗ-52-01. Мощность синхронного генератора ПСГС 6,25 кВт: Вместо электродрели мастерская оснащена настольно-сверлильным станком НС-12А. Имеется оборудование для проверки форсунок дизельных двигателей КИ-562 и прибор для определения технического состояния гидросистемы КИ-1097.
На линейных станциях может также использоваться передвижная ремонтная мастерская ВМ-59, смонтированная на базе двухосного автофургона. В комплект ее оборудования входят: токарно-винторезный станок 1 К62, настольно-сверлильный станок НС-12А, сварочный агрегат АСБ-300-2, передвижная электростанция мощностью 15 кВт, электрозаточное приспособление И-138, переносный горн, набор слесарно-монтажного и измерительного оборудования, наковальня. Масса мастерской с фургоном 9600 кг.
Министерство образования и науки
Приморский промышленно –
экономический техникум
«Ремонт дорожных машин автомобилей и тракторов»
Лесозаводск 2010 г.
1 Характеристика
ремонтируемых машин
Гусеничный, общего
назначения, класса тяги 60 кН (6 тс) в агрегате с навесными и прицепными
машинами предназначен для выполнении землеройных, плантажных, мелиоративных,
дорожных, планировочных и сельскохозяйственных работ (пахота, посев, сплошная
культивация). Изготовитель — Челябинский тракторный завод. Начало серийного
производства — 1969 год. На тракторе установлен четырехцилиндровый,
четырехтактный дизельный двигатель Д-160 с турбонаддувом, камерой сгорания в
днище поршня и запуском от карбюраторного пускового двигателя с
электростартером.
Таблица 1- Техническая
характеристика трактора Т-130 двигатель Д-160
Номинальная
эксплуатационная мощность двигателя, кВт (л. )
117,7 (160)
Диаметр
цилиндра, мм
145
Ход поршня, мм
205
Удельный
расход топлива при номинальной эксплуатационной мощности,
244,3 (180)
Применяемое
топливо для:. основного
двигателя
дизельное. пускового
двигателя
А-76 с
моторным маслом дизеля в соотношении 20:1 по массе
Вместимость
топливного бака, л
290
Колея, мм
1880
2 Характеристика
объекта проектирования
Кузнечно-термический участок предназначен для,
выполнения различных операций по термической и химоко — термической обработке
деталей. К числу операций, выполняемых здесь, относятся: отжиг, нормализация,
цементация, закалка с нагревом в печах и токами высокой частоты различные виды
отпуска. Участок обеспечивает удовлетворение потребностей основного и
вспомогательного производств.
Кузнечный
участок предназначен для ремонта упругих элементов подвесок с устранением
остаточных деформаций и изготовление деталей методом пластического
деформирования.
Кузнечно-термический участок состоит из двух
отдельных самостоятельных участков кузнечного и термического
Ремонту в основном подвергаются элементы рессор и подвесок,
реже – системы наружного и внутреннего освещения, звуковой сигнализации,
отопления и вентиляции. При ремонте агрегатов подвесок должны быть созданы
условия для сохранности ремонтного фонда. Исправные детали и агрегаты должны
хранится в специальной таре на стеллажах или в специальных шкафах
кузнечно-термического цеха ремонта тракторов.
Особое внимание при дефектации уделяют проверке
целостности коренных листов. Для этого применяют специальные приборы.
В деталях подвесок могут возникать следующие виды
дефектов: трещины и обломы в местах трения происходит интенсивный износ листов
рессор. Дефекты устраняют пайкой, наплавкой, методами гальванического
наращивания металла, сваркой, механической обработкой, резанием пластическим
деформированием и.
После контроля качества восстановленные детали
поступают на комплектацию и сборку агрегатов с последующей окраской.
1 Расчет
производственной программы проектируемого участка
При
многообразии ремонтируемых машин и агрегатов расчет годовой производственной
программы объекта проектирования следует выполнять по приведенной условной
единице ремонта. Коэффициент приведения К1 капитального ремонта
дорожно-строительных машин к капитальному ремонту тракторов Т-130 (1, стр. 34)
приведены в приложении 1.
Nусл
= Nm *К1 *К2, (1)
где N м
— количество ремонтируемых машин;
К1 —
коэффициент приведения капитального ремонта ремонтируемых машин к капитальному
ремонту трактора Т-130 (приложение А);
К2 —
поправочный коэффициент, учитывающий мощность ремонтно-механических предприятий
(приложение Б).
Nусл =
2000 * 1,00 * 1. 126 = 2252 шт.
Количество
условных ремонтов определяет мощность ремонтного предприятия, от которого
зависит трудоемкость условной единицы ремонта.
Тр = Nусл * t * Sм, (2)
где t – трудозатраты на
одну единицу условных ремонтов, 750 чел-час;
Sм – коэффициент,
учитывающий зависимость трудоемкости условной единицы ремонта от мощности
ремонтного предприятия (приложение В)
Тр =2252 * 750 * 0,7 =
1182300 чел*час.
где в – % трудозатрат
объекта проектирования в общем объеме трудозатрат (приложение Г)
Туч = 1182300 * 1,2 / 100
= 14187. 6чел *час
2 Расчет количества
производственных рабочих
Рпр = Туч / Фдр, (4)
Фдр – действительный
годовой фонд времени рабочего, час. Фдр =1642 –при односменной работе.
Рпр = 11187. 6 /1642 = 7. 8
чел.
Кроме
производственных рабочих в состав работающих на предприятии входят
вспомогательные рабочие, инженерно-технические работники, счетно-конторский
персонал и младший обслуживающий персонал.
Рвс
= (0,25/0,35)* Рпр, (5)
Рвс
= 0,35 * 7. 8 = 2. 74 чел.
Ритр
= (0,10 / 0,5) * (Рпр + Рвс), (6)
Рскп
= (0,04 / 0,06) * (Рпр+ Рвс), (7)
Рскп = 0,06 *
(7. 8 + 2. 74) = 0. 63 чел.
Рмоп =
(0,02 / 0,03) * (Рпр + Рвс), (8)
Рмоп = 0,03 *
(7. 8 + 2. 74) = 0. 32 чел.
Р = Рпр + Рвс + Ритр +
Рскп + Рмоп, (9)
Р = 7. 8 + 2. 74 + 1. 6 +
0. 63 + 0. 32 = 13 чел.
В состав вспомогательных
рабочих входят: кладовщик-инструментальщик, разнорабочие, электрослесарь.
В состав ИТР входят:
начальник участка, мастер, механик, контролер, контролер, нормировщик и т.
В состав СКП входят:
бухгалтер, учетчик.
В состав МОП входят:
курьер, уборщица и т.
Списочный состав
производственных Рпр и вспомогательных рабочих распределяют по разрядам в
следующем отношении (3, стр. 88): 1 – 4%, 2 – 9%, 3 – 36%, 4 – 41%, 5 – 7%, 6 –
3%.
где – Р1, Р2,. Р6 — численность рабочих соответствующего
разряда (чел
Рпр + Рвс – списочная (штатная) численность производственных
и вспомогательных рабочих (чел
Rср = (2 * 3) + (3 * 4) +
(4 * 4) + (5 * 1) + (6 * 1) / 7. 8 + 2. 7 = 4. 3 разряд.
Таблица
2 – Штат производственных рабочих по специальностям и разрядам
Специальность рабочего
Число рабочих
Число рабочих по разрядам
1
2
3
4
5
6
термист
4
—
—
1
2
1
—
кузнец
7
—
—
3
4
—
—
уборщик
1
1
—
бригадир
1
1
—
ИТОГО
13
—
—
5
6
2
—
3
Расчет и подбор технологического оборудования
трактор шасси разборка расчет
Каждый
участок, цех или отделение, в соответствии с принятой станками, горками,
молотками, моечными машинами, стендами и т. Принимая во внимание их
технологические особенности, методика расчета количества оборудования каждого
из проектируемых цехов, участков и отделений характеризуется определенной
спецификой.
Общим
является то обстоятельство, что все технологическое оборудование подразделяется
на основное и вспомогательное к основному относится оборудование, на котором
выполняются наиболее сложные и трудоемкие операции ремонта машин, сборочных
единиц и восстановления деталей. Это моечные машины, токарные станки, стенды,
конвейеры для разборочных и сборочных работ. Вспомогательное оборудование также
используется для выполнения технологического процесса, но оно является
второстепенным и подбирается по типовым проектам, исходя из программы и
технологии ремонта.
Таблица
3 – Технологическое оборудование и оснастка объекта проектирования
Наименование
Тип или модель
Количество
Размеры в плане, мм
Электропечь сопротивления
ОРГ-1468320
2
1950*430
1. 7
Наковальня однороговая
Н-32
2
370*130
0. 1
Установка высокочастотная
ЗА-101
2
3250*830
5. 4
Пресс гидравлический
ОКС-1671
1
1560*855
1. 33
Бак закалочный сдвоенный
53128
2
1625*1900
6. 2
Ванна масляная отпускная
СА-0000
2
1570*1150
3. 6
Горн кузнечный
НП-016
1
2200*1000
2. 2
Молот пневматический
МБ-412
1
2419*1000
2. 4
ИТОГО
22
4 Расчет
количества рабочих мест и постов на проектируемом участке
Рабочее
место — это зона, оснащенная необходимыми техническими средствами, в которой совершается
деятельность одного или группы исполнителей, совместно выполняющих одну работу
или операцию.
= Туч / Фр. *Ссм
* j, (11)
Ф р. —
годовой фонд времени рабочего места (час) = 1642 час.
С с. —
число рабочих смен (1-3)
Прм. = 14187. 6
/ 1642 *1 * 1,05 = 7 шт.
Пп =
П р. / Рср*S, (12)
где П
р. — количество рабочих мест (ф. 10)
Рср —
среднее число рабочих, одновременно работающих на посту (чел), 2 — 4 чел.
Пп = 7 /
2 * 0,85 = 4. 1 шт.
Расчет годового фонда рабочего времени
Режимы работы транспортного предприятия характеризуется
числом рабочих дней в году, числом смен работы и длительностью рабочей смены.
где 365 – число календарных дней в году;
104 – число выходных дней в году;
13 – количество праздничных дней в году;
tсн – длительность рабочей смены;
где tп- длительность отпуска дни;
nс – число субботних дней за период отпуска, дни;
где
η0 – КПД оборудования — 0
Таблица 4- Расчет годовых фондов времени
Наименование
Обозначение
Результат расчета, час
Номинальный фонд времени
Фнр
1984
Действительный фонд емени
Фдр
1642
Фонд времени полста
Фрп
2980
Фонд времени оборудования
Фдо
1187
5
Определение производственных площадей объекта проектирования
К
производственным площадям цехов, участков и отделений предприятия относят
площади, занятые технологическим оборудованием, рабочими местами, секциями,
транспортным оборудованием где Fоб – площадь, занимаемая оборудованием (таблица
2);
Fм —
площадь, занимаемая машинами. м2 ДТ-130 = 12. 6 м2
Fуч = 22. 9 * 4,5 = 103. 05
м2
К
вспомогательным помещениям относятся конторские, бытовые и складские помещения.
Площадь
конторских помещений Fк принимают
из расчета 3 м2 на одного сотрудника и 5 м2 на один
чертежный стол. Площадь индивидуального кабинета принимается 12-18 м2.
Fб
= 3 * Рпр / Ссм, (18)
где С см
– число рабочих смен (1-3)
Fб =
3 * 7. 82 / 1 = 23. 46 м2
Fск
= Q * 0,075 / gск * sск, (19)
где Q –
масса трактора Т-130 (т) = 14,5 т
gск
– допустимая нагрузка на 1 м2 площади склада = 0,5-2 кг.
Таблица
5 – Сводные данные по расчету площадей участков
№ позиции на технологической планировке
Наименование участка
Площадь, занимаемая оборудованием, F об, м2
Расчетная площадь участка Fуч, м2
Площадь, принятая после планировки участка F пр, м2
7
кузнечный. участок
22. 9
103. 05
106
6 Разработка
технологического процесса на объекте проектирования
гусеница
130-876251
1
Болт
130-876251
4
Опорный каток
130-58635
2
Таблица 6 – Основные
данные подъемно-транспортного оборудования
Наименование
подъемно-транспортного оборудования
Основные
показатели оборудования
Кран подвесной
электрический
Q = 1,0т
12 м
3 кВт ГОСТ
7890-73
7 Технологическая
планировка участков
На АРП в зависимости от
объема работ применяют различное оборудование в кузнечно-термическом участке. При малых объемах работ выполнение как подготовительных операций
(обезжиривание, промывка и пр. ), так и выполнение кузнечных работ на детали
производится на наковальнях. При этом наковальни для подготовительных работ
используются различные. Планировка оборудования таких участков должна
выполняться с учетом этих особенностей использования подготовительного
оборудования, а так же должны учитывать и особенности зон и проходов на этом
участке. Поскольку процессы термической обработке покрытий протекают при
высоком напряжении (380 В), то удаление источников тока от термопечей влечет за
собой неоправданное увеличение расхода металла на шинопроводы (применение
шино-проводов большего поперечного сечения), что необходимо для сохранения в
допустимых пределах величины падения напряжения.
8
Техника безопасности, производственная санитария, экология
Помещения для стоянки
автомобилей, зон технического обслуживания и ремонта, мастерских и цехов должны
содержаться в чистоте и хорошо вентилироваться. Автомобиль на стоянке должен
устанавливаться так, чтобы были свободны проходы и доступ ко всем агрегатам. Все проезды и проходы должны быть свободными, а движение автомобилей на
территории следует организовать по определенной схеме, исключающей встречное
движение и возможность наезда на людей.
Категорически запрещается
вождение автомобиля лицами, не имеющими водительских прав.
При работе под
автомобилем в смотровой канаве, не имеющей освещения, можно пользоваться
переносной лампой, подключаемой к сети с напряжением 12 В. Монтажно-демонтажные
работы следует выполнять только исправным инструментом определенного
назначения. Гаечные ключи должны точно соответствовать размерам гаек и болтов и
не иметь выработки зева и трещин. Во избежание несчастных случаев сдавливание
гаечных ключей или применение рычага для удлинения плеча не допустимо.
Тяжелые работы по снятию
и установке агрегатов следует выполнять с применением специальных подъемных
приспособлений, захватов и съемников; обвязывание при этом агрегатов веревкой
не допускается. Для выполнения слесарных работ следует применять только
исправные инструменты. Бойки молотков, кувалд и затылки зубил или крейцмейселей
не должны иметь заусенцев и быть сборными. Длина зубила или крейцмейселя должна
быть не менее 125 мм.
Рабочие, имеющие дело с
этилированным бензином должны быть обеспеченны спецодеждой и резиновыми
перчатками. Спецодежда должна всегда оставаться в рабочем помещении
предприятия. Приходить в этой одежде в жилые помещения запрещается. Дегазация
этилированного бензина, попавшего на одежду, открытые части тела и детали,
проводится керосином с последующим смачиванием водой.
Помещение, где
производится обслуживание или ремонт автомобилей работающих на этилированном
бензине, должно быть оборудовано надежной приточно-вытяжной вентиляцией,
бачками ваннами с керосином, а также умывальником с теплой водой и мылом.
Антифриз,
содержащий этиленгликоль, в случае попадания в организм вызывает тяжелые
отравления, иногда со смертельным исходом. При отравлении этой жидкостью
необходимо предпринять срочные меры к очищению желудка
и вызвать рвоту. После
работы с антифризом нужно мыть руки теплой водой с мылом. При работе с низкозамерзающей
жидкостью, тормозной жидкостью необходимо помнить, что они очень агрессивны,
ядовиты огнеопасны. Надо принимать меры безопасности, исключающие возможность
попадания их в организм и на кожу и соблюдать следующие правила:
v
Избегать любых
операций, в результате которых эти жидкости или пары могут попасть в полость
рта;
v
Не давать
высохнуть жидкостям, попавшим на кожу:
v
Не допускать
проливание их в автомобиле или в закрытом помещении;
v
Облитую этими
жидкостями одежду перед стиркой высушить вне помещения;
v
После работы с
бензином или антифризом тщательно вымыть руки;
Необходимо соблюдать
осторожность, открывая паровоздушную пробку радиатора или расширительного бачка
системы охлаждения двигателя во избежание ожога паром.
1 Проектирование
технологического процесса разборки шасси трактора Т — 130
Исходными данными для
проектирования технологического процесса разборки сборочной единицей служит ее
сборочные чертежи, а также технические условия.
При проектировании
технологического процесса на разборочно-сборочные работы составляется
маршрутная карта, структурная схема разборки (сборки) изделия, а также
технологическая карта на разборку.
Таблица 7 –
Технологическая карта на разборку шасси трактора Т 130
Наименование и
содержание операций
Место
выполнения операции
Оборудование и
инструмент
Технические
требования и уравнения
Откручиваем
болты крепления
Разборочно —
сборочный участок
Спецключ на 36
—
Снимаем
гусеницу
— // —
—
—
Откручиваем
гайки крепления
— // —
—
—
Снимаем
опорный каток
— // —
—
Выбиваем
опорный ролик
— // —
—
Составление
карты технологического процесса дефектации
При
проектировании технологического процесса составляют карту эскиза детали и карту
технологического процесса дефектации. На карте эскизов все дефектные
поверхности нумеруют по ходу часовой стрелки арабскими цифрами и соединяют с
размерными линиями. На карте технологического процесса дефектации необходимо
представить наименование и обозначение изделия, номер, наименование и
содержание операции по выявлению каждого вида дефекта, контролируемые параметры
(номинальное, допустимое и измеренное значение), наименование приспособления,
измерительного инструмента или способа установления дефекта.
Исходные
данные для проектирования технологических процессов восстановления деталей
следующие:
Сведения о дефектации и предполагаемой программе восстановления деталей.
Организационная форма восстановления деталей.
Выбранный рациональный способ устранения дефектов по каждому маршруту.
План
выполнения всех операций, предусмотренных маршрутом На ремонтных предприятиях
применяют подефектную, маршрутную организационную форму восстановления деталей. В зависимости от программы и вида ремонтных работ студенту предлагается выбрать
самостоятельно и обосновать одну из организационных форм восстановления
деталей.
Выбор
и обоснование рационального способа восстановления детали
Выбор
способа восстановления детали зависит от конструктивных и технологических
особенностей и условий работы детали, их износа, технологических свойств самих
способов восстановления, определяющих долговечность отремонтированных деталей и
стоимость их восстановления. Оценка способов восстановления деталей дается по
трем критериям: технологическим (или критериям применяемости), техническим
(долговечности), и технико-экономическим (обобщающим). Технологический критерий
определяет принципиальную возможность применения способа восстановления, исходя
из конструктивно-технических особенностей детали. К числу таких особенностей относятся:
геометрическая форма и размеры, материалы, термическая или иная поверхность
обработки, твердость, шероховатость поверхности и точность изготовления детали,
характер нагрузки, вид трения.
Кд
= Кj · Кв · Кс · Кп, (20)
где Кj
— коэффициент износостойкости
Кв
— коэффициент выносливости
Кс
— коэффициент сцепляемости покрытий;
Кп
— поправочный коэффициент, учитывающий фактическую работоспособность восстановления
деталей в условиях эксплуатации.
По
физическому смыслу коэффициент долговечности пропорционален сроку службы
деталей в эксплуатации, следовательно, рациональным способом по этому критерию
будет способ, у которого Кд = максимальному.
Кд
= 0,9 · 0,95· 0,97· 0,96 = 0,79
Кт
= Св / Кд, (21)
где Св
— стоимость восстановления 1 м2 изношенной поверхности детали, руб. на 1м2.
КТ =
150 / 0,79 = 189,87 руб. / м2
Разработка
технологической документации на восстановление детали
При проектировании
технологического процесса восстановления детали разрабатывается следующая
техническая документация: маршрутная карта, карта эскизов к маршрутной карте,
операционные карты.
Маршрутная карта
составляется на все дефекты, изложенные в карте технического процесса на
дефектацию детали по формам, имеющимся в приложении. Исходными данными для
разработки МК служат карта эскизов, схема выбранного способа устранения
дефектов, сведения для выбора оборудования и оснастки, разряд рабочего и нормы
времени.
Операционная карта – это
технический документ, содержащий описание операции с указанием переходов,
режимов работы и данных о средствах технологического оснащения.
Карта технологического
процесса – это документ, содержащий описание технологического процесса
изготовления или ремонта изделия по всем операциям одного вида работ,
выполняемых в одном цехе в технологической последовательности с указанием данных
о средствах оснащения, материальных и трудовых затратах.
Нормирование
станочных, сварочных, слесарных и других работ
То = 60 * Q / α *
J, (22)
где Q – масса
наплавляемого металла, г
α– коэффициент
наплавки, %
J – величина сварочного
тока, А.
То = 60 * 100 / 8 * 250 =
3 мин
J = 20 + 6 dэ
* dэ, (23)
где dэ –
диаметр электрода
J = (20 + 6 * 5) * 5 =
250 А
Tо = z +
0. 5Д / n * s, (24)
где: l – длина шпоночной
канавки, мм;
Д – диаметр фрезы, мм;
n – частота вращения
фрезы, об / мин;
S – продольная подача, мм
/об.
Tо = 25 + 0. 5
* 16 / 500 * 0. 058 = 1. 14 мин
Заданием
данного курсового проекта является проектирование кузнечно-термического участка
на ремонтном предприятии.
В первом
разделе курсового проекта я дал необходимую общую характеристику объекта проектирования. Конкретно в первом разделе курсового проекта указал: тип предприятия, по
производственному назначению. Тип, модель и техническая характеристика
подвижного состава.
Во
втором разделе курсового проекта расчетно-технической части указывается технический
расчет производственных подразделений по техническому обслуживанию, диагностике
и техническому ремонту подвижного состава на АТП. Целью технического расчета
является определение объема работ по объекту проектирования и расчет
необходимого количества исполнителей на нем.
В
третьем разделе разработка вопросов организаций работы на объекте
проектирования участка по ремонту электрооборудования, который является
поточным. Подбор технологического оборудования является целью данного проекта
технологической и организационной оснастки для объекта проектирования.
В
следующих разделах курсового проекта производится расчет производственной
площади объекта проектирования разработка технологического процесса капитальных
ремонтов автомобилей и составление технологической карты, технологической
безопасности и производственная санитария.
Гурвич “Эксплуатация и ремонт
дорожных машин и оборудования”. , Транспорт, 1989 г. , 126 с.
Румянцев “Ремонт автомобилей”
1989 г.
Смелов
А. “Курсовое и дипломное проектирование по ремонту машин” М. , Колос, 1977, 192
с.
Дроздов “Строительные машины и оборудование. Курсовое и дипломное
проектирование” М. , Стройиздат, 1988 г.
Чарнецкий «Учебное пособие по
курсовому и дипломному проектированию». : Лесная промышленность, 1983 г. , 136
с.
Райт База механизации для
технического обслуживания и ремонтов машин», Хабаровск, ХГТУ, 1994 г. , 31 с.
Раннев «Устройство и
эксплуатация дорожно-строительных машин». : Академия, 2000 г. , 448 с.
Зеленков «Технология ремонта
дорожных машин и основы проектирования ремонтных предприятий» М. : Высшая школа,
1971 г. , 496 с.
Технологические решения
Цех ремонта и технического обслуживания технологического оборудования предназначен для хранения, обеспечения работоспособности, эксплуатационной надежности, эффективной и безопасной работы технологического автотранспорта, сервисных машин, бульдозеров, экскаваторов и другой горной или дорожной техники.
В цехе ремонта и технического обслуживания технологического оборудования предусмотрены следующие производственные участки:
- участок мойки большегрузных автомобилей;
- участок мойки автомобилей общего назначения;
- участок ТО и технического ремонта;
- шиномонтажный участок;
- сварочный участок;
- ремонтно-механический
На первом этаже встроенных помещений предусмотрены:
- кузнечно-термический;
- участок ремонта гидросистем;
- раздаточная масел;
- электроремонтная мастерская;
- компресорная
Для механизации подъемно-транспортных работ на участках предусмотрено крановое оборудование:
- ЦР и ТО – кран мостовой электрический г/п — 10т;
- шиномонтажный участок — кран мостовой электрический г/п — 5т;
- сварочный участок — кран мостовой электрический г/п — 10 т;
- тележка рельсовая г/п — 32т. Привод — лебедка;
- ремонтно-механический участок — кран мостовой электрический г/п — 5 т;
- кузнечно-термический участок — кран мостовой электрический г/п — 2т;
- электроремонтная мастерская — кран мостовой электрический г/п — 2т;
- компрессорная — кран-балка г/п — 1 т;
- склад запасных частей — кран мостовой электрический г/п — 5т. Погрузчик г/п — 3,6т
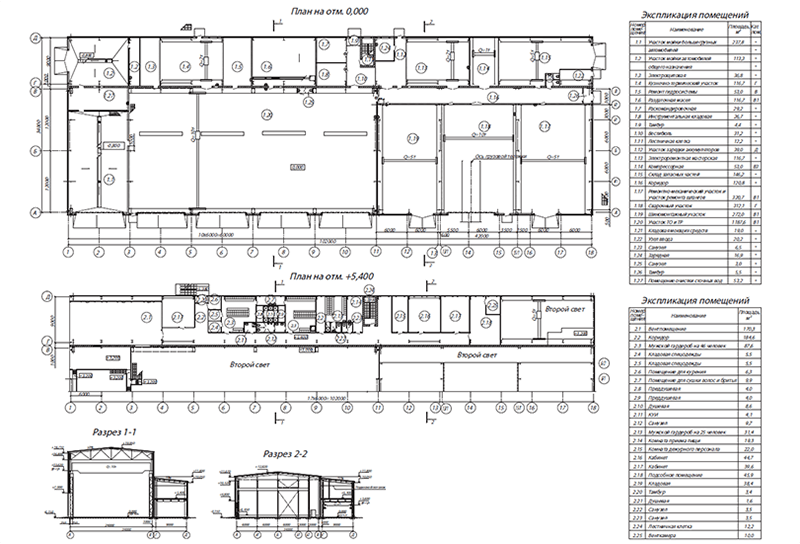
Назначение: ремонтный цех с административно-бытовым корпусомГабариты: цех сложной конфигурации в плане и по высоте, оборудованный мостовыми кранами в каждом пролете Q=10т; 5т. Ширина 24м, длина 102м, высота до низа несущих конструкций покрытия 16,8м. АБК — двухэтажный, ширина 10м, длина 102м, высота этажа — 5мКаркас: цех — однопролетная поперечная рама. Сопряжение стропильной фермы и колонн — шарнирное. Крепление колонн к фундаментам — жесткое. АБК — однопролетноездание,выполненное в ригельно-стоечной системе. Крепление ригеля к колонне — шарнирное, стойки жестко заделаны в фундаменты. Пространственная жесткость каркаса обеспечивается системой горизонтальных связей по покрытию и вертикальными связями по колоннам. Кровля: двухскатная, сэндвич-панели с минераловатным утеплителем по уклону 10%, толщина — 120мм. Стены: сэндвич-панели с минераловатным утеплителем с вертикальным расположением стыка, толщина — 100ммВорота и двери: ворота — распашные с калиткой и рулонные — роллетные, внутренние блоки дверные из поливинилхлоридных профилей, противопожарныеКлиматические условия:
- климатический район — IВ4 (умеренно-холодный);
- температура воздуха наиболее холодной пятидневки обеспеченностью 0,92 — -340С;
- вес снегового покрова для III района — 180 кг/м2;
- давление ветра для II района — 30 кг/м2;
- технологическая нагрузка — 15 кг/м2;
- сейсмичность менее 6 баллов
Огнестойкость: IIIОгнезащита: естьУровень ответственности: нормальныйМеталлоемкость: 132,5 кг/м2Здание отапливаемое: бытовые помещения +180С; производственные +100СКатегория здания: ВГрузоподъемные механизмы:
- кран мостовой электрический, г/п 10 тонн — 2шт;
- кран мостовой электрический, г/п 5 тонн — 3шт;
- тележка рельсовая, г/п 32 тонны;
- кран мостовой электрический, г/п 2 тонны — 2шт;
- кран балка, г/п 1 тонна;
- погрузчик, г/п 3,6 тонн
Разработка технологического процесса термической обработки
Компания оказывает помощь в разработке технологических процессов термической обработки деталей в соответствии с заданными параметрами.
Разработка осуществляется технологической группой компании, в соответствии с предоставленной заказчиком информацией.
Технологический процесс разрабатывается в рамках договора поставки термического оборудования компании и предоставляется в пакете сопроводительной документации.
При предоставлении недостоверной (не точной) информации, изменении параметров материалов, внесении изменений в КД — изменения не вносятся.
По запросу возможно предоставление дополнительных таблиц зависимости условий термообработки детали в отношении которой разрабатывается процесс от качества получаемого материала.
Разработка и изготовление технологической оснастки для проведения заявленного в задании технологического процесса осуществляется в рамках договора поставки.
Для начала работы по разработке оборудования в соответствии с технологическим процессом просим предоставить максимальный пакет информации:
- Телефон и контакты лица, ответственного за технологическую часть проекта.
- Телефон и контактные данные лица, ответственного за организационную часть проекта.
- Марка материала.
- Масса материала.
- Желаемый результат (твердость, производительность и пр.).
- Возможные изменения в технологии.
- Чертеж обрабатываемой детали и ее количество.
- Прочую дополнительную информацию.
- Технологический процесс (индивидуальный).
- Список необходимого оборудования с характеристиками.
- План размещения оборудования на участке.
- Пример плана размещения термического оборудования на участке, разработанного в соответствии с технологическим процессом.
Услуга предоставляется только при прямой закупке оборудования.
— Варианты выбора оборудования в соответствии с основными технологическими процессами и краткое описание технологии. Справочник.
— Опросные листы.