
- Как рассчитать себестоимость лазерной резки?
- Как заработать на лазерном станке?
- Лазерная резка на заказ
- Коммерческие заказы
- Собственные товары
- Бизнес-план для заработка на лазерном станке
- Equipment / Unimach
- Лазеры для резки различных материалов
- Резка стали на СО2 лазере — Самодельные проекты
- Лазерная резка металла — история создания установок лазерной резки
- Испарение, плавление, сгорание
- Почему мы почти не будем говорить про раскалывание лазером?
- Лазерная резка в режиме плавления
- Почему это эталон?
- Лазерная резка в режиме испарения
- Зачем это нужно?
- Почему это можно использовать не везде?
- Лазерная резка в режиме горения
- Что это дает?
- Резюме
- Параметры лазерной резки металла. Волоконный лазерный станок IL 3000W
- Волоконный лазерный станок для резки металла
- Сталь и алюминий
- Металлы — Лазерная гравировка и маркировка Металлы
Как рассчитать себестоимость лазерной резки?
От чего зависит стоимость лазерной резки фанеры:
- Первоначальная стоимость оборудования
- Амортизация и расходники
- Аренда помещения
- Коммунальные платежи
- Оплата труда работника (или ваша зарплата)
Мне оно досталось фактически бесплатно, поэтому изначальную стоимость я не учитывал. Стоимость его я учел только в амортизации.
Амортизация и расходники
Любой станок требует обслуживания и со временем ломается. Берем среднее значение, что купленное оборудование должно проработать 5 лет, после чего потребует замены (на деле, станок может проработать дольше). Значит за 5 лет я должен отложить полную его стоимость.
Мой лазер стоил на тот момент 550 000р. 5 лет – это 60 месяцев. Получается 9170р/месс.
Из расходников главным является лазерная труба. 100Вт стоит примерно 30 000р. Ресурс ее указан 10 000 часов. Но на деле чаще всего выходит меньше, особенно при работе в неидеальных условиях, поэтому берем 4000-5000ч. В месяц при подобной загрузке мы режем 222 часа.
Получается, что трубку придется менять примерно раз в 2 года. Или 1250р/мес.
На прочие материалы и непредвиденные расходы: блок питания (ресурс у него больше, чем у трубки), линзы, зеркала, смазка и т. закладываем еще 1000р/месс.
Итого: 11420р/мес.
Вот тут и крылась засада в нашем договоре с государством. мы не могли арендовать «уголок» на предприятии или гараж. Поэтому за два небольших помещения приходилось отдавать по 30000р/мес. , плюс 4500р/мес за коммуналку (в среднем).

Я работал сам, но в расчет сразу закладывал вариант, когда вместо меня будет работать кто-то. Средняя зарплата оператора станка ЧПУ в провинции – 25000р/мес.
Итого выходит, что ежемесячные расходы равны почти 71000р. У вас цифра будет меньше из-за возможности снять другое помещение и возможно другого оборудования.
Как видите, большая часть затрат – это затраты по времени. Поэтому прежде чем считать себестоимость, нам следует подобрать режимы резки.
В моем случае большой станок резал фанеру:
- 3мм – 25мм/с
- 4мм – 23мм/с
- 6мм – 13мм/с
Скорости могли бы быть и больше, но, к сожалению, качество фанеры в России оставляет желать лучшего.

Итак, допустим, у нас 10-ти часовой рабочий день с 5-тидневной неделей (примерно 22 рабочих дня в месяц) и все это время наш станок идеально загружен. Посчитаем, сколько и какой фанеры за месяц мы сможем вырезать.
- 3мм: 25*60*60*10*22=19 800 000мм=19800м.
- 4мм: 23*60*60*10*22=18216м
- 6мм: 10296м.
Но эти числа в идеальном случае. Если вы утром включили станок и он режет с одной скоростью весь день. Без учета ускорений и замедлений, закладки материала, непрорезавшихся деталей и т. Поэтому от данных чисел можно смело отнимать 30-40%.
Итого выходит за месяц мы можем порезать:
- 3мм: 12870м
- 4мм: 11840м
- 6мм: 6692м
А теперь делим расходы на общий метраж в месяц. Себестоимость лазерной резки фанеры выходит:
- 3мм: 5.5р/м
- 4мм: 6р/м
- 6мм: 10.6р/м

Для других материалов и гравировки цена рассчитывается соответствующим образом. Для гравировки вы подбираете время, за которое он делает 1см^2 гравировки и так же прикидываете стоимость.
На самом деле, мои цены немного выше, чем должно быть на самом деле, т. у меня было два станка в одном помещении. А значит стоимость аренды делится на оба ЧПУ лазера. Да и оператор станка во время резки тоже не сидит просто так, а делает макеты, красит, собирает изделия и т.
Как заработать на лазерном станке?
Если с расходами мы разобрались, то теперь осталось выяснить, как заработать на станке ЧПУ по дереву? Я пошел сразу тремя путями.
Лазерная резка на заказ
Это самый легкий способ заработать ЧПУ станке. Вам скидывают готовый макет – вы режете. Дело в том, что очень много частных мастеров, рекламных агентств и т. не имеют своего оборудования.
Они берут заказ, вы вырезаете им макет, а затем эти люди из готовых деталей собирают окончательный продукт.
У меня было несколько таких заказчиков. Цена резки фанеры 3-4мм для них варьировалась от 15 до 25р за метр. В прошлом году я по такой схеме делал деревянные линейки. Девушка общалась с заказчиками, делала макеты, а затем отдавала мне на резку. Ей они обходились по 40-50р (линейка 20см), она их продавала за 100-150р.
Даже при такой цене мой доход только от этих линек в феврале (перед праздниками 23 февраля и 8 марта) составил около 15000-20000р.
Коммерческие заказы
Этот способ является самым сложным, но самым «вкусным» с точки зрения прибыли. Речь идет об изготовлении готовой сувенирной продукции. Это, например, подарки к новому году, часы, календари, элементы интерьера в кафе и рестораны, деревянные меню, разделочные доски с гравировкой и т. Для меня одним из самых крупных был заказ на изготовление меню и счетниц для ресторана. Подробностей раскрывать я не буду, но 1 обложка меню, как на фото, стоила 1800р, а счетница около 1000р.

Найти таких клиентов можно двумя способами:
- Сарафанное радио (особенно в маленьких городах). Поэтому следите за качеством своих изделий.
- Рассылки коммерческих предложений, личные контакты с владельцами предприятий. Некоторым из них можно попробовать бесплатно подарить подарки с их логотипом, чтобы показать качество своей работы.
Правда доход от таких заказов может быть нестабильным. Перед новым годом в ноябре-декабре, например, я успевал делать подобных заказов на десятки тысяч рублей, а иногда и сотни. Зато в январе-феврале таких заказов может не быть вообще.

Собственные товары
Ну и третьим видом заработка на лазерной резке является продажа своих собственных товаров и открытие интернет-магазина. С магазином у меня были большие сложности, т. для них сейчас обязательно подключать кассу, а это дорого и трудно. Поэтому основным источником продаж была реализация в торговых точках, группа в ВК, ярмарка мастеров и летом обычные ярмарки.
По поводу заработка на обычных ярмарках я напишу отдельную статью с подробным отчетом по доходам и расходам.
Я делал много различных товаров. Например, скетчбуки с деревянными обложками, бутылочницы, подставки под кружки, значки с уф-печатью, светильники и ночники, пистолеты-резинкострелы, наборы елочных игрушек, ножи из дерева, магниты на холодильник, небольшие конструкторы из дерева и др.

Но, если честно, то на подобные товары никогда не делал упор, пока не начал ездить на ярмарки. выложить его было некуда, а развивать соц. сети не было времени и желания. Поэтому мой заработок сводился к первым двум способам.
А теперь перейдем непосредственно к бизнес-плану.
Бизнес-план для заработка на лазерном станке
Вначале давайте посчитаем расходы на открытие вашего бизнеса. К первоначальным вложениям можем отнести покупку оборудования.
- Неплохой китайский станок на 80Вт с полем 90*60см можно купить приблизительно за 300000р. В комплекте уже будет улитка для вытяжки и гофра. А если взять оборудование с полем 60*40 и мощностью 60Вт, то будет еще дешевле. Но тогда вы ограничиваете себя в изделиях, которые можете предложить клиентам.
- Чиллер фреоновый — 50000р (можете сэкономить и сделать из пивного охладителя или кондиционера, как минимум, в два-три раза дешевле).
- Компьютер – 30 000р. За такие деньги можно купить средний ноутбук, который сможет потянуть работу в графических редакторах с 2D чертежами.
- Ручной инструмент – 10000р. По сути, на первых этапах вам нужна только шлифмашинка и самый дешевый пылесос (можно б/у), чтобы пылесосить отшлифованные изделия. Плюс пару столов и стулья, которые не жалко. А еще хотя бы самый простой лобзик для раскроя листового материала.
- Материал (фанера на первом этапе) – 7000р. Тут уж сколько вы возьмете – это зависит от вас. Я заложил сюда 5 листов 3мм (сейчас около 450р/лист), 5 листов 4мм (500р/лист) и 3 листа 6мм (700р/лист). Оргстекло можно купить, когда вы найдете конкретный заказ на его резку.
Итого: 397000р.
Так же считаем ежемесячные расходы (я пересчитал на вышеуказанную стоимость оборудования):
- Амортизация – 6600р
- Расходники – 2000р. Сюда входит износ более дешевой трубки 1000р/мес, плюс непредвиденные расходы. Сюда не входят расходы на краску, кисточки, наждачку и др. Т.к. они должны быть в стоимость изделий, которые вы делаете индивидуально. Мы считаем только расходы по лазерной резке связанные со станком.
- Аренда. Я, когда искал помещения, то на предприятиях и в бизнес-инкубаторах предлагали помещения за 150-170р/м^2. Знакомый на краю города в технопарке снимает за 100р/м^2. Посчитаем по 150р. Вам для мастерской 50м^2 хватит с запасом. Получается 7500р/мес. Округлим до 10000р/мес. с учетом коммуналки. Опять же, она у вас будет меньше, т.к. у меня было большее помещение, мощнее станок и он был не один.
- ЗП – 25000р/мес.
Итого: 48600р/мес.
Чтобы открыть бизнес на лазерном станке и не прогореть, вы должны учесть, что первые месяцы придется работать без прибыли. Возьмем примерно пол года на поиск клиентов и развитие.
На открытие бизнеса нам потребуется: 397000+48600*6=688600р
Обратите внимание, что стоимость фанеры не включена в ежемесячные расходы, т. стоимость материала в стоимость резки не включается и заказчик оплачивает его отдельно.
Минимальный доход, который вам необходим, чтобы начать окупать затраты на открытие мастерской равен 49000р/мес.
Спрогнозировать поток заказов сложно. на лазерную резку основной упор будет на постоянных крупных заказчиков, которые появляются со временем, а готовые изделия очень часто распространяются благодаря сарафанному радио. Выход из этой ситуации есть.
Помните, я писал, что у меня было несколько заказчиков, которые занимались изготовлением сувениров, не имея при этом лазерного станка. Предлагаю вам сделать тоже самое, чтобы вообще понять как заработать на ЧПУ станке по дереву не вкладывая деньги.
Создайте сайт или группу в вк, запустите рекламу, разместите объявления на бесплатных площадках. Причем, объявления разного характера. Как с услугами лазерной резки, так и с готовыми изделиями на заказ (фото возьмите чужие, если нет желания заказывать детали у конкурентов, чтобы сделать образцы).
А затем у вас есть два пути:
- (более предпочтительный вариант) Вы работаете с потенциальными клиентами, выполняете заказы. Только не самостоятельно, а перезаказываете резку у конкурентов. Берите даже те заказы, в которых у вас не будет прибыли (пока). Допустим, клиенту нужно порезать фанеру по той же цене, по которой вы сами заказываете у кого-то резку. Сейчас вы сработаете в ноль, зато, когда купите свой станок, будете уже работать на него с прибылью. А если откажете изначально, то этот заказчик просто уйдет к другому мастеру. Поработайте таким образом 1-2 месяца. Записывайте каждый выполненный заказ, а после посчитайте ваш заработок.
- Вы так же размещаете объявления, рекламу и т.д. Но не выполняете заказы, а просто собираете заявки. Узнаете у потенциальных клиентов, что им нужно сделать и в каком количестве, а после под каким-либо предлогом отказываетесь (скажите, что у вас станок сломался и вы ждете комплектующие. Или что нет материалов). Все заявки суммируете и считаете общую потенциальную прибыль. Сразу оговорюсь, что после таких тестов вы вряд ли за пару месяцев наберете заказов на нужную вам сумму 49000р(без материалов). Еще раз повторюсь, что бизнес на лазерной резке строится на крупных и постоянных заказчиках, которые не копятся так быстро. Однако, таким образом вы сможете выяснить общий потенциал в нише.
Если вы сможете просто разместив объявления в интернете, собрать заказов хотя бы на 20000-30000р за месяц (это без учета материалов), то за пол года выйти на доход выше 49000р у вас точно получится. Да, а еще благодаря первому способу «проверки» ниши у вас уже к старту бизнеса могут быть какие-то первые постоянные клиенты и опыт в изготовлении сувенирных изделий.
Equipment / Unimach
Согласие на обработку персональных данных
Пользователь, посещающий Сайт unimach. ru (далее – «Сайт»), вправе принять настоящее Согласие на обработку персональных данных (далее — Согласие). А акцептом оферты является проставление Пользователем «галочки» и нажатие кнопки «Дать согласие на обработку персональных данных» в размещенной для этой цели веб-форме раздела Сайта, касающегося предоставления персональных данных в формах обратной связи. Пользователь дает свое согласие ООО «НПК Морсвязьавтоматика» (далее – ООО «НПК МСА», «Оператор»), которому принадлежит Сайт, расположенное по адресу: 192174, г. Санкт-Петербург, ул. Кибальчича, д. 26, лит. Е, на обработку своих персональных данных со следующими условиями:
Данное Согласие дается на обработку персональных данных как без, так и с использованием средств автоматизации.
Согласие на обработку персональных данных Пользователя дается с целью использования ООО «НПК МСА» данных для осуществления обработки запросов, коммуникаций и аналитики действий Пользователей на Сайте.
С персональными данными могут быть совершены следующие действия: сбор, запись, систематизация, накопление, хранение, уточнение (обновление, изменение), извлечение, использование, передача (распространение, предоставление, доступ), обезличивание, блокирование, удаление, уничтожение.
Сбор персональных данных Пользователей Сайта производится через формы обратной связи, которые Пользователь заполняет собственноручно. Также персональные данные могут быть получены Компанией, если их владелец указывает их в электронном письме, отправляемом в Компанию на адреса, указанные на Сайте. Оператор обеспечивает сохранность персональных данных и принимает все возможные меры, исключающие доступ к персональным данным неуполномоченных лиц.
Также на Сайте происходит сбор и обработка обезличенных данных о Пользователях (в т. файлов «cookie») с помощью сервисов интернет-статистики (Яндекс Метрика и Гугл Аналитика и других). Обезличенные данные Пользователей, собираемые с помощью сервисов интернет-статистики, служат для сбора информации о действиях Пользователей на Сайте, улучшения качества сайта и его содержания. Оператор обрабатывает обезличенные данные о Пользователе в случае, если это разрешено в настройках браузера Пользователя (включено сохранение файлов «cookie» и использование технологии JavaScript).
Передача персональных данных третьим лицам осуществляется на основании законодательства Российской Федерации, договора с участием субъекта персональных данных или с его согласия.
Обработка может быть прекращена по запросу субъекта персональных данных.
ru с пометкой «Отзыв согласия на обработку персональных данных».
Лазеры для резки различных материалов
С расширением сферы применения САПР лазерная резка стала незаменимой в заготовительном производстве. Широкий ассортимент лазеров позволяет использовать их в таких технологических процессах, как раскрой металла и неметаллических материалов, гравировка, сварка. Используются как традиционные устройства (проточные СО2, неодимовые), так и новые модели. Среди них дисковые диодные лазеры (HPDDLs) высокой мощности (длина волны 0,98 мкм), отпаянные СО2-лазеры (длина волны 10,6 мкм), волоконные (fiber laser) с длиной волны от 1,07 мкм и щелевые СО2-лазеры (flowing gas laser) с длиной волны 10,6 мкм. Мощность лазеров различна: у диодных до 10 кВт, у отпаянных СО2 до 1 кВт, у волоконных и щелевых до десятков кВт. Соответственно различна толщина обрабатываемого материала: для резки тонких (до 4 мм) металлов и композиционных (металл-неметалл) материалов используются волоконные или отпаянные СО2-лазеры, для материалов толщиной до 6 мм — проточные СО2-лазеры.
Лазерная резка металла с помощью СО2-лазеров мощностью до 250-300 Вт практически невозможна, нужен гораздо больший уровень мощности. Так, для резки алюминия необходимы излучатели мощностью 1 кВт. Из углекислотных лазеров такую мощность обеспечивают щелевые СО2-лазеры, поддерживающие суперимпульсный режим излучения. Оборудование мощностью 300 Вт, которое может справляться с резкой металла, реализовано на иттербиевых волоконных излучателях с диной волны 1070 Нм, работающих в импульсном режиме.
Станки с волоконным лазером позволяют резать металл толщиной до 10 мм.
В технологических процессах обработки неметаллических материалов наибольшее распространение получили углекислотные СО2-лазеры, в том числе с керамическими излучателями. Выбор разновидности углекислотного лазера и его мощности зависит от свойств обрабатываемого материала. Резка пластмассы, пластиковой пленки (полиамидной, полиэфирной и других) и мембранных материалов выполняется лазерами мощностью от 60 до 600 Вт. Такими устройствами можно обрабатывать древесные материалы, оргстекло, фанеру, поролон (толщиной до 20 мм), искусственный камень (при толщине до 12 мм). Углекислотные лазеры мощностью до 40 Вт успешно применяются для резки бумаги, для раскроя упаковочных изделий из многослойного картона. Неэффективно использовать углекислотные лазеры для резки таких материалов как ДСП, граниты, бакелитовые фанеры.
Резка стали на СО2 лазере — Самодельные проекты
В резке металла СО2 лазером есть тонкости и нюансы.
Из опыта знаю, что резать железо с мощностями меньше 400 вт — не выгодно. На таких мощностях режут только с кислородом. Лазерный луч нагревает металл, и металл сгорает в кислороде. При больших мощностях режут в воздухе или азоте. Итак нюансы:1. Для резки неметаллов используют избыточное давление в головке в 0. 5 — 1. 0 атмосферы. Давление нужно, что бы не гадилась линза парами пластика при резки. При резке металла используют избыточное давление 6-8-15 атмосфер. Что бы брызги металла выдувало вниз.
Головка резака должна быть более прочной, с Z перемещением. Для резки металла используют линзы с меньшим фокусом, что бы получить большую плотность мощности. Вследствие этого головка должно перемещаться по Z для отслеживания изгиба листа. Используют индуктивные или ёмкостные датчики, которые в аналоговом режиме гоняют голову вверх-вниз. Программа резки должна быть по другому оптимизирована: элементы резки должны располагаться как можно дальше друг от друга, что бы металл мог остыть в одном месте пока режется в другом. Арткам так не делает. Линзы для резки металла, более толстые, что бы держать давление. У нас, например, линзы 3-4 мм толщиной, а если бы резали металл, были бы толщиной 8-10 мм. Соответственно дороже. Любые газы по давлением 6-10 атмосфер, с таким расходом — дорогой ресурс. Надо ставить клапана отсечки рядом с резаком. Если не рядом — то будут большие задержки на наполнение трубок газом. Те кто режет закупает газ баллонами или имеет кислородно/азотно/углекислотные станции.
Да просто компрессор промышленный, а не моторчик для аквариума. Металл в ненагретом состоянии — плохое, но зеркало. Лазеры — 1 класс опасности. Надо закрывать периметр. Металл в ненагретом состоянии — плохое, но зеркало. Отражение от листа может разрушить выходной узел лазера. Что бы этого избежать, излучение поляризуют, в тракт ставят ячейку Фарадея или используют зеркала-поляризаторы. Либо лазер поджигается, когда головка находится заведомо выше точки реза. Металл нагревается, головка едет вниз, в момент фокусировки металл уже нагрет и не отражает, происходит прокол, и дальше резка. (Видел лазер Корд 802 фрязинский, которым пытались гравировать нержавейку. Выходной блок — в утиль
Из того что показано в рекламе, да и на сайте, это скорее демонстрация лабораторного опыта по резки металла, а не промышленное использование. Типа как на Форд-Фокусе можно отвезти на дачу холодильник, пяток мешков с цементом. А вот если строить дом, то лучше заказать Камаз со стройматериалами.
Если всё настроить то можно мальца порезать тонкий металл. Например пяток жетонов. Но профессиональное оборудование сделает это быстрее и дешевле.
Сообщение отредактировал Menu/Exit: 14 Декабрь 2012 — 16:39
Лазерная резка металла — история создания установок лазерной резки
Первый лазер создал Теодором Майманом в 1960 в лаборатории Хьюза. Где впервые методом оптической накачки активной среды (рубина) было получено вынужденное оптическое излучение – лазерное излучение. Первые технологические лазеры создавались в СССР и внедрены в промышленность на советских заводах. Лазер — квантовый прибор, генерирующий когерентное, монохроматическое, электромагнитное излучение оптического диапазона длин волн. LASER – это аббревиатура: LIGHT AMPLFICATION BY STIMULATED EMISSION OF RADIATION – Усиление Света посредствам Вынужденного Излучения.
Преимущества лазерной обработки:
- незначительная зона термического воздействия
- с химической точки зрения процесс является чистым
- незначительная последующая механическая обработка
- безконтактность процесса
- легкость автоматизации
- высокая производительность
Широкое практическое применение получили следующие виды источников: твердотельные, газовые, полупроводниковые.
- Твердотельный – квантовый генератор, в котором активной средой является твердое вещество — кристалл. Наиболее распространены лазеры на рубине, стекле с неодимом и гранатах с неодимом. Накачка производится посредствам излучения. Кристаллы выполняют в форме стержней с зеркальным покрытием. Источниками накачки могут быть: ксеноновые лампы, криптоновые лампы, галогенные лампы, ртутные лампы высокого давления.
- Газовые лазеры (CO2 лазеры) – квантовый генератор, в котором активное вещество газ. Среду накачивают высоковольтными, электрическими разрядами: электроны соударяясь с атомами газа, переводят их на следующие энергетические уровни.
- Полупроводниковые лазеры — излучающие переходы совершаются в полупроводниковом материале парой широких энергетических зон. Накачка осуществляется инжекцией через гетеропереход, а также электронным пучком. Работают в импульсном и непрерывном режимах.
На сегодня, в машиностроении, твердотельные лазерные установки одержали сокрушительную победу над СO2- лазерами благодаря развитию оптоволоконных лазеров. Простота технологии производства и эксплуатации волоконного источника позволила удешевить технологию производства автоматизированных лазерных установок портального типа. Что сделало их самыми востребованным видом оборудования, если речь заходит о раскрое листового металла.
Волоконные лазеры. Относятся к твердотельным и являются, по сути, их логическим продолжением. Активной средой служит кристалл иттербия, Yb, длиной несколько десятков метров, диаметром 6-8мкм. Сердцевина обернута кварцевой оболочкой (шириной 400-600мкм). Сердцевину, то есть кристалл иттербия накачивают излучением от диодов. Излучение направляют прямо в кварцевую оболочку по всей длине. Оптоволоконные лазеры обладают весьма высокой эффективностью (до 80%) преобразования оптического в лазерное излучение.
В атомах иттербия происходят физические процессы, которые приводят к возникновению лазерного излучения. На концах волокна, на сердцевине делают два дифракционных зеркала в форме набора насечек, которые служат резонатором. В итоге, на выходе получаем идеальный, одномодовый пучок, с равномерным распределением мощности, что делает возможным сфокусировать пятно меньшего размера и получить большую, по сравнению с обычными твердотельными лазерами – глубину резкости.
В оптоволоконном лазере отсутствуют дефекты которые мешали получению максимальной эффективности твердотельных систем:
— отсутствует термолинза в кристалле
— искажение волнового фронта из-за дефектов в кристалле
— девиация пучка со временем
Излучение до выхода из устройства не соприкасается с окружающей средой, это обуславливает его надежность, высокую устойчивость к внешним механическим и климатическим воздействиям. Оптоволоконный генератор проще в изготовлении, у него значительный ресурс работы и он практически не нуждается в обслуживании при эксплуатации. Также легко управляется по мощности, при этом время включения и выключения до полной мощности составляет десятки микросекунд.
Сравнение эффективности резания металлов оптоволоконными и CO2-лазерами
Крайне актуальная тема для потенциальных заказчиков, а также, для тех, кто задумывается сменить СO2 лазерную установку на оптоволоконную.
- Транспортировка лазерного луча от резонатора к режущей головки идет по оптоволоконному кабелю, в результате чего не происходит потеря энергии
- Длина волны в инфракрасном диапазоне -1,07 мкм (СO2-10,6 мкм) позволяет уменьшить ширину реза, а соответственно, и точность резки
- В отличии от CO2-лазеров оптоволоконные лазеры не боятся вибрации и не требуют постоянной юстировки зеркал
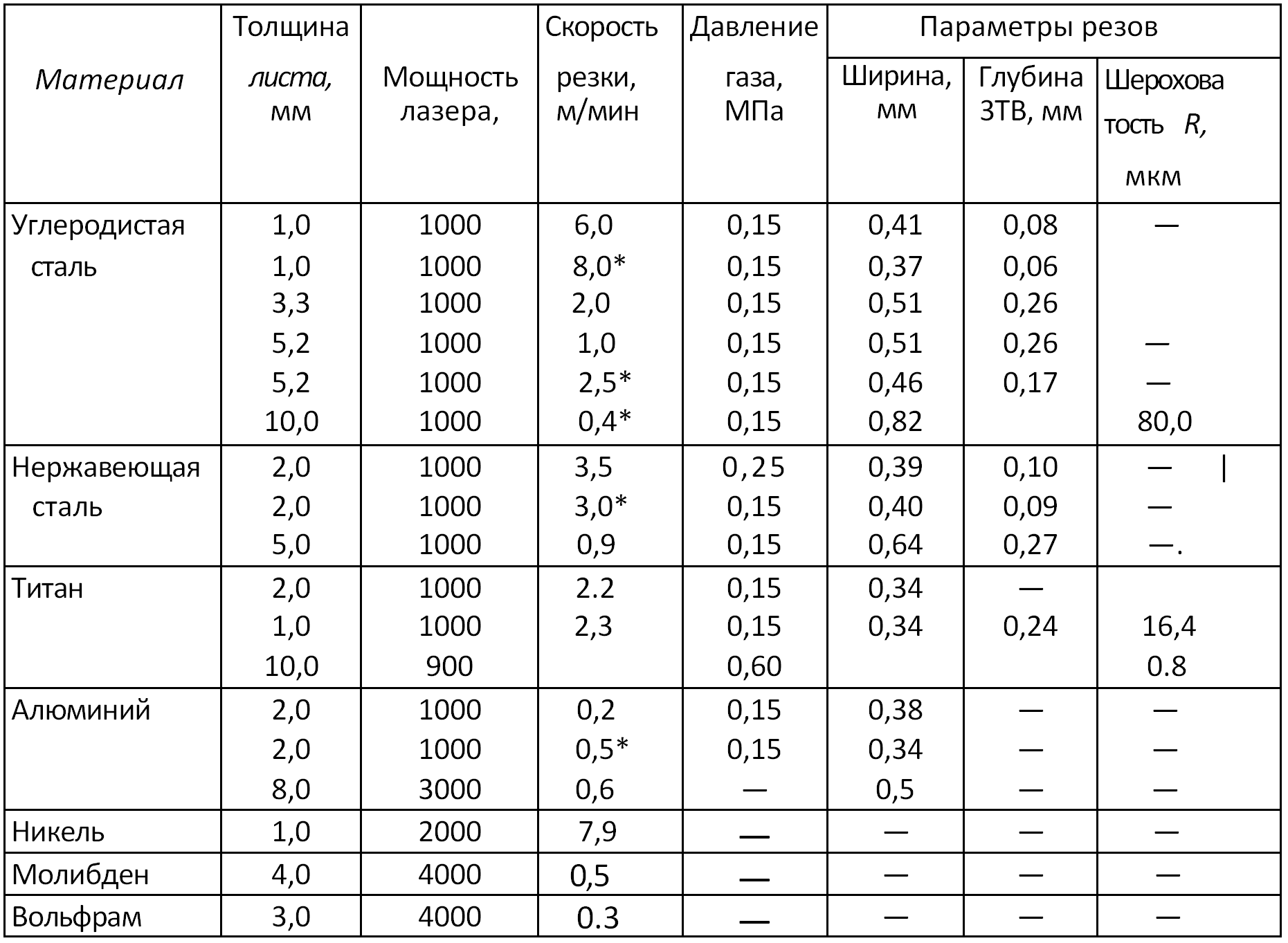
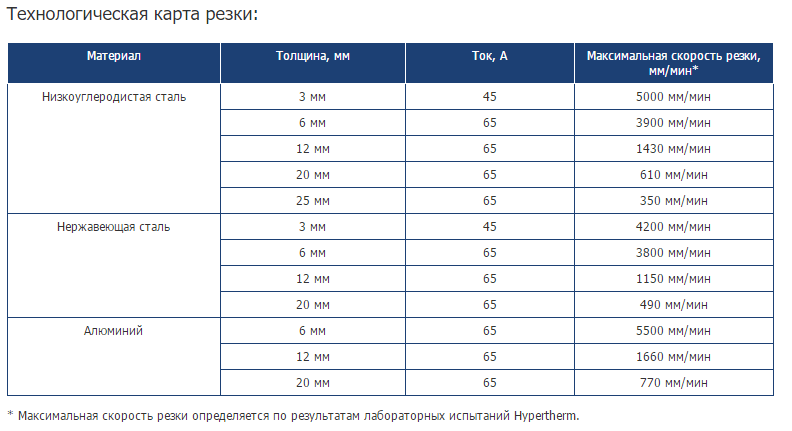
Сравнение скоростей на примере резки конкретных сталей
Зависимость скорости резания конструкционной стали от ее толщины
Заготовка: специальная лазерная конструкционная сталь
Режущий газ: кислород О2
- Оптоволоконные YLR — 1000 и 4000В т
- СО2 лазер – 3000 Вт
- При толщине до 2мм скорость резания оптоволоконных лазеров быстрее
- При толщине от 2 до 5мм скорости СО2-лазера и оптоволоконного лазера одинаковые, но мощность оптоволоконного (1000 Вт) в три раза меньше
Зависимость скорости резания нержавеющей стали от ее толщины
Заготовка: нержавеющая сталь
Режущий газ: азот N2
- Оптоволоконные YLR – 1000 и 4000В т
- СО2 лазер – 3000 Вт
- При толщине 1-5мм у оптоволоконного лазера 1000 Вт и СО2-лазера 3000 Вт графики практически совпадают
- Но на всем диапазоне толщины от 1-10мм вне конкуренции скорость резания оптоволоконного лазера 4000 Вт
Зависимость скорости резания сплава алюминия ALMg3 от его толщины
Заготовка: сплав алюминия ALMg3
Применяемый газ при лазерной резке
- Кислородная лазерная резка – применяется для резки конструкционных углеродистых сталей (черная сталь). Для нее характерна высокая скорость резки, так как к процессу лазерного нагрева подключается химическая реакция окисления с выделением тепла. Это увеличивает скорость расплавления металла и позволяет вести обработку на высоких скоростях.
- Резка инертными газами – при резке легированных сталей, алюминия, латуни, меди, никеля и его сплавов – применяют азот. Титан вступает в химическую реакцию с азотом, образуя хрупкий и ломкий нитрид, поэтому при резке титана используют аргон. При резке азотом (аргоном) скорость процесса меньше, так как нет дополнительного источника тепла и требуется больше времени для нагрева металла до расплавления. Также для удаления продуктов расплава из зоны резания, во избежание получения грата необходимо вести резку при более высоком давлении.
Резка кислородом легированных сталей затруднена тем, что легирующие элементы образуют с кислородом тугоплавкие оксиды, которые значительно затрудняют процесс лазерной резки.
Испарение, плавление, сгорание
Лазер может резать материалы разными способами. В зависимости от используемой мощности, дополнительных средств и программы резки материал будет вести себя по‑разному. Давайте разберемся в этом — тема, во‑первых, интересная, а во‑вторых, полезная для производственников. Чем полезная? А очень просто: когда вы понимаете возможности, которыми можете воспользоваться — вы всегда можете выбрать именно ту, которая даст максимальную выгоду. Максимальная выгода в любых обстоятельствах — это неслабая польза.
Способов, которыми лазер может раскроить материал — навскидку 4:
- плавление,
- испарение,
- сгорание,
- раскалывание.
Почему мы почти не будем говорить про раскалывание лазером?
Но про один из них мы сегодня говорить почти не будем. Да‑да, это раскалывание. Казалось бы — как лазер, то есть луч света, может расколоть твердое тело? Раскалывают ведь обычно дрова топором — бьют с силой и материал разделяется?
Но лазер может. Это эффект термораскалывания, его используют для хрупких материалов вроде стекла. Естественно, лазером не бьют по предмету — это невозможно. Фишка здесь в том, чтобы резко разогреть лучом небольшой участок, пока струя сжатого воздуха из сопла привычно охлаждает окружающую поверхность. От такого обращения и резкого перепада температуры стекло обиженно трескается — и, что самое главное, трещина увеличивается управляемо, следуя за лучом. Допустим, классическая резка позволяет получать более точные очертания, но термораскалывание в этом плане тоже не промах.
Почему тогда мы не будем подробно на нем останавливаться? А всё просто — как уже было сказано, это технология для работы со стеклом и подобными материалами. Мы специализируемся на металле — и предпочитаем говорить о том, что знаем и любим. И о том, с чем можем помочь сами, если у вас возникнет такая потребность. Итак — три режима лазерной резки металла.
Лазерная резка в режиме плавления
Основной режим лазерной резки. Идеальный для большинства задач при лазерной резке металла. В основном, когда говорят о лазерной резке — подразумевают именно лазерную резку в режиме плавления. Суть режима, если объяснять «на пальцах», такова:
- Лазерный луч раскаляет поверхность участка металла до температуры плавления. Эта температура для разных металлов и сплавов — естественно, разная. Но программа резки всегда составляется с учетом этого — мощность луча и скорость движения именно таковы, чтобы расплавить металл в зоне резки на всю глубину и в то же время не пережечь кромки.
- Струя сжатого газа из сопла бьет в поверхность металла параллельно лучу. Расплавленный металл из зоны нагрева выдувается вниз, а незатронутый лучом металл кромок остается на месте, как ни в чем не бывало. При этом струя газа дает процессу и дополнительную пользу:
Движение газа охлаждает металл кромок — это важно, чтобы не находящийся в зоне реза металл не перегревался и не получал тепловых деформаций. А отсутствие деформаций — это одно из основных преимуществ лазерной резки в принципе. Газовая струя защищает от расплава сам лазер — линзы оптической системы при использовании газовых и кристальных лазеров или выход волокна при использовании волоконных. Согласитесь, было бы совсем не комильфо, если бы дорогостоящая оптика выходила из строя из‑за случайного попадания первых же брызг расплавленного металла. А так мы точно знаем, что брызги если и полетят — то полетят вниз, где ничего ценного и так нет.Если в качестве газа используется не атмосферный воздух, а чистый азот или аргон, то его струя защищает раскаленные кромки реза от ненужных химических реакций. Сжатый газ закономерно вытесняет из зоны реза атмосферный воздух вместе со всем, что в нем намешано. При резке нержавейки и алюминия важно избавиться от присутствия кислорода — иначе на кромках образуются никуда не годные оксиды. Для этого используется азот. А при резке титана нужно избавиться и от кислорода, и от азота — потому что титан образует еще и нитриды, такие же негодные. Для этого используется аргон. - Движение газа охлаждает металл кромок — это важно, чтобы не находящийся в зоне реза металл не перегревался и не получал тепловых деформаций. А отсутствие деформаций — это одно из основных преимуществ лазерной резки в принципе.
- Газовая струя защищает от расплава сам лазер — линзы оптической системы при использовании газовых и кристальных лазеров или выход волокна при использовании волоконных. Согласитесь, было бы совсем не комильфо, если бы дорогостоящая оптика выходила из строя из‑за случайного попадания первых же брызг расплавленного металла. А так мы точно знаем, что брызги если и полетят — то полетят вниз, где ничего ценного и так нет.
- Если в качестве газа используется не атмосферный воздух, а чистый азот или аргон, то его струя защищает раскаленные кромки реза от ненужных химических реакций. Сжатый газ закономерно вытесняет из зоны реза атмосферный воздух вместе со всем, что в нем намешано. При резке нержавейки и алюминия важно избавиться от присутствия кислорода — иначе на кромках образуются никуда не годные оксиды. Для этого используется азот. А при резке титана нужно избавиться и от кислорода, и от азота — потому что титан образует еще и нитриды, такие же негодные. Для этого используется аргон.
- Режущая головка, в которой расположен выход лазера и системы подачи газа, передвигается на специальных направляющих над листом заготовки. И, соответственно, передвигается точка, на которой сконцентрированы энергия лазера и давление газовой струи. Так единичное отверстие превращается в нужный контур. Движение подчиняется заданной программе, в которой учтена толщина металла и температура его плавления. Всё для того, чтобы рез получился четким и экономичным.
Почему это эталон?
Режиме плавления — эталонный режим лазерной резки металла. Достаточно быстрый, достаточно точный, достаточно аккуратный и достаточно экономичный, чтобы стать одной из доминирующих технологий в металлообработке. Собственно говоря, он уже стал.
Особенности двух других режимов, их сильные и слабые стороны — оцениваются от этой отправной точки.
Лазерная резка в режиме испарения
Освежаем в памяти школьный курс физики, смотрим с проницательным прищуром на предыдущую технологию и думаем: «а что будет, если теперь вкачать в этот процесс еще больше энергии?». Именно — металл не просто расплавится, а испарится.
Это возможно. Эта технология реально используется. Лазерный луч в этом режиме работает не непрерывным потоком, а отдельными импульсами — их длина рассчитана так, чтобы испарить четко заданный участок металла и не задеть ничего кроме, не достать до материала подложки. А струя воздуха привычно удаляет испаренный металл из зоны реза.
Зачем это нужно?
Режим испарения материала под воздействием лазера нужен редко. В основном он используется для тонких задач в электронике. Или для задач, когда требуется сохранить неповрежденным материал подложки. Обычно в металлообработке, как вы понимаете, в этом просто нет смысла — нет материала подложки, под листом металла технологические окна станины и пол цеха. Не произойдет ничего страшного, если туда будет капать расплавленный металл.
Но в тонкой электронике это может быть критично — и в таком случае принципиально использование именно режима испарения.
Почему это можно использовать не везде?
Страдает коэффициент полезного действия. Для испарительной резки металл нужно нагревать намного сильнее. Например, температура плавления чистого алюминия — 660 градусов Цельсия. А вот температура его кипения — уже 2 519 градусов.
То есть чтобы испарить его, нужно единомоментно вложить в металл энергию в 3,8 раза больше. То есть, даже если рассчитывать по такой простой и грубой формуле, то получится, что 1 метр реза испарением будет стоить столько же, сколько почти 4 метра плавлением.
Формула эта — очень простая и грубая, здесь не учтено распределение тепла, потери энергии, усиленная амортизация расходных материалов оборудования. Кроме того, у разных металлов — разный разброс температур плавления и кипения. Но принцип вы поняли — лазерная резка в режиме испарения возможна, но не стоит применять ее в случаях, когда ее можно не применять. Потому что получается дорого.
Лазерная резка в режиме горения
Горение — быстрый окислительный процесс с участием высоких температур и кислорода. Мы привыкли, что горит органика — бумага, дрова — и нам странно думать о том, что металл тоже может гореть. Но он может. Просто для этого нужно, во‑первых, дать ему достаточно кислорода, а во‑вторых, разогреть его до достаточной температуры, чтобы реакция началась.
А дальше происходит удивительное — при лазерной резке с использованием кислорода большую часть тепловой энергии, режущей металл, поставляет не лазерный луч, а окислительная реакция металла, идущая в нем. Горение дает в 3–5 раз больше тепловой энергии, чем непосредственно лазерный луч. Естественно, это позволяет работать быстрее и экономичнее.
Что это дает?
Есть две технологии лазерной резки, использующие режим горения:
- Лазерная резка в кислороде — лазерный луч, как обычно, плавит металл. Но вместо атмосферного воздуха или нейтральных газов а зону реза подается чистый кислород. С его участием расплав начинает гореть, окисляться, выдавая еще больше тепла. Чем больше тепла он выдает — тем легче и экономичнее идет плавление соседних участков металла.
- Кислородная резка с лазерной поддержкой (LASOX) — здесь по‑другому смещен «баланс участия» между кислородом и лазером. Лазер вообще не плавит металл сам по себе — он просто нагревает металл достаточно, чтобы горение началось. Кислорода требуется больше, он должен подаваться с большей силой. Рез не будет таким точным, как при использовании чисто лазерной резки — однако так можно прорезать более толстый металл для использования, например, в кораблестроении.
А ведь это отлично, правда? Но и режим горения тоже не стал новым эталоном — он вспомогательный, используется для некоторых задач и не используется для остальных. Почему?
При горении кромки металла обгорают. Чтобы они приобрели нормальный вид и рабочие качества, их придется дополнительно обрабатывать после. Затраты на дополнительную обработку могут перекрыть выгоду, полученную от удешевления самой резки — и в результате резка в режиме горения создаст проблем больше, чем даст выгод. По факту, использование резки с участием кислорода зависит от материала.
Черная сталь отлично режется в кислороде — нагар либо не образуется, то есть по факту удаляется самим лучом, либо легко снимается. А вот нержавейка и сплавы алюминия такого обращения не прощают. Для качественной резки этих металлов лучше не просто не подавать кислород, а вообще отсечь его доступ в зону резки — например, использовав в качестве рабочего газа азот.
Резюме
Итак, есть 4 основных режима лазерной резки:
- Плавление — основной режим, который решает большую часть задач по резке.
- Горение — режим, который быстрее и дешевле режет черный металл, но не используется для высоколегированных сталей и цветных металлов.
- Испарение — специальный режим, который позволяет резать без воздействия на материал подложки, но имеет низкий КПД.
- Термораскалывание — специальный режим, который используют для стекла.
Есть задача по лазерной резке? Давайте обсудим ее предметно.
Параметры лазерной резки металла. Волоконный лазерный станок IL 3000W
Внимание! Новинка! Высокоточный лазерный станок CCD IL-6090 SGC (с камерой), оснащенный усовершенствованной системой оптического распознавания объектов. Благодаря современному программному обеспечению и высококачественным комплектующим, станок способен самостоятельно распознавать и сканировать необходимые объекты из множества представленных, после чего вырезать их в заданных границах по необходимым параметрам.
Добрый день! Компания INTERLASER, сообщает Вам о огромном поступлении линз, зеркал для лазерного оборудованияЦены самые низкие на линзы и зеркала:Линзы для лазерных станков ZnSe (США):диаметр 20, фокус 2 (50. 8 мм) — 3 304 рубдиаметр 20, фокус 5 (12. 7 мм) — 3 304 рубдиаметр 25, фокус 2. 5 (63. 5 мм) — 7 350 руб Линзы для лазеров ZnSe (Китай):диаметр 20, фокус 2 (50.
Компания INTERLASER рада сообщить своим клиентам о существенном (на 12,5%) снижении цены на фрезерные станки модели Carver-0609. Новые модели фрезерных станков Carver-0609 оснащены 1,5 кВт-ым шпинделем с водяным охлаждением, электронным датчиком нулевой точки стола, усовершенствованными рельсовыми направляющими HIWIN (Тайвань) по всем осям, также, в комплекте со станками поставляется водяная помпа. Управление фрезерным станком осуществляется через DSP-контроллер, программное обеспечение Type3 поставляется в комплекте. Поставка оборудования осуществляется в течение 60 рабочих дней с момента предоплаты (70% от стоимости). По всем вопросам обращайтесь в наши офисы продаж по телефонам, указанным на сайте.
Внимание! Ожидается поступление нового оборудования!
Компания INTERLASER сообщает своим клиентам о планируемых в ближайшее время поставках на склад Компании оптоволоконных лазерных маркеров по металлу!
Компания Interlaser представляет вашему вниманию новую модель фрезерно-гравировального станка серии Carver SM 1312
Рабочее поле размером 1300 на 1200 мм идеально подходит для изготовления мебельной продукции (например, мебельные фасады)
Фрезерно-гравировальные станки серии SM наиболее востребованы в рекламной, сувенирной, деревообрабатывающей промышленности. Рабочий стол этого станка сделан в условиях жесткого производственного процесса с соблюдением технологий и производственных норм.
В период с 28 февраля по 02 марта 2012 г. наша Компания принимала участие в Федеральной оптовой выставке-ярмарке «ТЕКСТИЛЬЛЕГПРОМ» (г. Москва, ВВЦ, павильон 55, 1 этаж, стенд А-12). На выставке нами были представлены Лазерно-гравировальный станок HX 1290SE и плоттер RABBIT 1120H. Наши специалисты продемонстрировали посетителям выставки широкие возможности лазерного станка по раскрою, лазерной резке и гравировке текстильных материалов, кожи, пластика и шпона. Также, была продемонстрирована работа плоттера по резке рулонных материалов. Все привезенные на выставку образцы оборудования были реализованы прямо со стенда по завершении работы выставки. С фото-отчетом по выставке Вы можете ознакомиться в разделе фотогалерея.
В конце декабря нам на склад поступил станок Carver Servo — 1325. Габаритные размеры станка составляют 3140x2120x1750 мм. Станок упакован в очень прочную деревянную упаковку с рёбрами жесткости, прочно скрученную саморезами, что обеспечивает ему перевозку без повреждений. Вес станка в упаковке составляет 1350 кг.
Волоконный лазерный станок для резки металла
Волоконный лазер компании ACCURL® с источником питания серии ECO является полностью твердотельный лазером. Эта технология имеет низкие требования к обслуживанию и обеспечивает самые низкие эксплуатационные расходы при использовании штепсельной вилки для стенной розетки, имеющей 30% КПД. Так же для функционирования лазерного станка не требуется газ. Когда задача требует использования широкого спектра материалов, а диапазон толщины ограничен, волоконный лазер является идеальным решением. По сравнению с лазером СО2 с той же мощностью, волоконный лазер режет быстрее и требует меньших затрат.
Преимущества
1. Скорость ускорения: 19,6 м/с2 (2G). Максимальная скорость маневрирования двух осей: 160 м/мин. Точность позиционирования: + — 0. 05 мм. Энергоэффективность: очень низкое энергопотребление. Аппарат обеспечивает превосходное качество резки для листового металла малой и средней толщины. Резонатор компании IPG с выходной мощностью от 1 кВт to 6 кВт. Режущая головка компании Precitec с выходной мощностью 2 кВт. Режущая головка HP компании Precitec для выходной мощности свыше 2 кВт. Полностью изолированный электрический шкаф для защиты оператора в максимально возможной степени. Эффективная система обмена газов высокого и низкого давления. Емкостной датчик, режущая головка высокого давления. Таблица параметров резки ECO. Предварительно раскроенная защитная пленка. Автоматическая функция механического размещения метки прицеливания для применения выходной энергии (резка контуров, начало работы). Функция автоматического расчета времени работы и затрат на единицу продукции. Внешнее сетевое подключение. Функция автоматической замены рабочего стола (включена в моделях этой серии). Дымоотвод (включена в моделях этой серии). 3х-точечный датчик движения (детектор вращения листа металла). Сенсор прокола листовой заготовки. Распознание рабочих деталей и обреза. Двойная система управления электрогидравлическим пропорциональным клапаном при различных давлениях газа и специальная система для резки под высоким давлением.
Модель ECO-FIBER-2040 / Волоконный лазер IPG 2 кВт Система передачи Шарико-винтовая передача высокой точности Мощность лазера 2000 Вт Размер верстака 1500*3000 (мм) Максимальная скорость работы 120/мин Точность наведения осей X/Y 0. 05 мм/м Источник питания 380 В 50 Гц Точность повторного наведения осей X/Y ±0. 03 мм Полная мощность станка < 20 кВа Рабочая температура 0°C-40°C Рабочая влажность воздуха < 90% Максимальное ускорение 1. 5 G Габариты 7900*2950*1900 (мм) Обрабатываемые материалы Тонкая низкоуглеродистая сталь, нержавеющая сталь и другие виды металлических листов.
Тип лазера IPG IPG IPG IPG YLR-1 кВт YLR-2 кВт YLR-3 кВт YLR-4 кВт Выходная мощность 1000 Вт 2000 Вт 3000 Вт 4000 Вт Обрабатываемые материалы Низкоуглеродистая сталь 10 мм 16 мм 20 мм 25 мм Нержавеющая сталь 4 мм 8 мм 12 мм 15 мм Алюминий 3 мм 6 мм 12 мм 12 мм Латунь 2 мм 3 мм 8 мм 8 мм Медь 2 мм 3 мм 8 мм 8 мм Оцинкованная сталь 3 мм 4 мм 10 мм 10 мм
Сталь и алюминий
Одним из самых обсуждаемых и интересных способов резки материалов является лазерная резка.
Лазерная резка часто привлекает внимание и интерес общественности из-за футуристической репутации лазеров. Но так ли это изображают в научно-фантастических фильмах?
Как работает лазерная резка?
Станок для лазерной резки направляет концентрированный поток фотонов в точное место на материале, прокалывает его и отслеживает желаемую форму и дизайн заготовки для создания конечного продукта.
Какие типы лазеров существуют?
Существует множество различных видов лазеров, используемых при резке материалов.
Эти лазеры используют углекислый газ в качестве газовой среды для фокусировки света, чтобы делать мощные разрезы на толстом материале. Мощный непрерывный луч обеспечивает чрезвычайно высокую силу резки. Разряд лазера содержит углекислый газ, смешанный с небольшими количествами азота, гелия и водорода. Лазеры CO2 в основном используются для промышленной резки.
Неодимовый лазер (Nd)
Лазеры Nd используют твердый кристалл для фокусировки света на заготовку. Этот непрерывный или ритмичный инфракрасный луч можно усилить с помощью вторичного оборудования, такого как лампы накачки или диоды.
Лазер на иттрий-алюминиевом гранате (Nd:YAG)
Nd:YAG-лазер похож по стилю на Nd-лазер, но отличается по применению и использованию. Nd-лазер используется для сверления и в случаях с высокой энергией, но с малым повторением, тогда как Nd:YAG используется в случаях с низким энергопотреблением, таких как резка листового металла и керамики.
Это твердотельные лазеры, а не газовые или жидкостные. Базовый лазер создается, а затем усиливается в стеклянном волокне. Волоконные лазеры идеально подходят для резки отражающих металлов из-за небольшого размера пятна.
Каковы преимущества лазерной резки?
Лазерная резка очень уникальна и заметно отличается от других методов резки.
Вот несколько вещей, которые могут сделать лазерную резку правильным выбором для вашего проекта:
- Процесс бесконтактной резки
- Минимальное повреждение продукта
- Низкое энергопотребление
- Безопасный и замкнутый процесс резки
- Допуск плотной резки
- Автоматизация для максимальной точности
- Может резать различные материалы
Что делать со сталью?
Стальные материалы часто бывают очень толстыми и требуют высокоэффективных методов резки. Это означает, что их обычно режут с помощью CO2-лазеров, поскольку они способны генерировать более высокую мощность, чем другие лазеры.
Как правило, чем толще стальной лист, тем больше мощности вам потребуется.
Лазерная резка превосходит другие процессы механической резки, потому что она может производить отверстия очень маленького размера, иногда всего в одну пятую толщины стали. Размеры отверстий могут быть еще меньше при резке волоконным лазером.
Nd:YAG обычно не способны резать сталь любой толщины около 20 миллиметров и выше, но их можно сочетать с усилением оптического волокна и механизмом вспомогательного газа, позволяющим им резать более толстый стальной материал.
Как насчет алюминия?
Лазерные резаки плохо работают со светоотражающими и теплопроводными металлами, такими как алюминий и нержавеющая сталь.
Эти ограничения можно обойти, объединив мощные лазерные лучи с технологией сжатого газа.
Станки для лазерной резки с азотом и кислородом могут формовать алюминий и нержавеющую сталь с относительно высокой производительностью и отличными результатами.
К сожалению, более высокое потребление электроэнергии и мощности, а также стоимость вспомогательного оборудования, используемого для достижения этих результатов, могут увеличить затраты настолько, что они перевесят ценность метода резки.
С 1977 года компания Pioneer Rubber and Gasket обеспечивает Юго-Восток гарантированным качеством и надежным обслуживанием. Независимо от размера вашего проекта или заказа, мы работаем с вами, чтобы удовлетворить ваши потребности в материалах.
Металлы — Лазерная гравировка и маркировка Металлы
Металлы представляют собой неорганические материалы с высокой тепло- и электропроводностью. Металлы можно прокатывать в пластины или листы, их можно отливать или подвергать механической обработке для получения более сложных форм. Металлы могут быть чистыми элементами, такими как железо или хром. Металлы также могут быть сплавами или смесями двух или более элементов. Например, нержавеющая сталь содержит как железо, так и хром. Лазерная маркировка является распространенным применением для металлов. Лазерная резка и гравировка также возможны при достаточной мощности лазера. Посетите наш Список поставщиков материалов, чтобы узнать о поставщиках металла.
Типы лазерных процессов
Лазеры играют все более важную роль в обработке материалов, от разработки новых продуктов до крупносерийного производства. Во всех лазерных процессах энергия лазерного луча взаимодействует с материалом, тем или иным образом преобразуя его. Каждое преобразование (или лазерный процесс) контролируется путем точного регулирования длины волны, мощности, рабочего цикла и частоты повторения лазерного луча. Эти лазерные процессы включают следующее:
Все материалы обладают уникальными характеристиками, которые определяют, как лазерный луч взаимодействует и, следовательно, модифицирует материал. Наиболее распространенными процессами обработки металлов являются следующие:
Лазерная резка металлов Энергия луча волоконного лазера легко поглощается большинством металлов, в результате чего материал, находящийся непосредственно на пути лазерного луча, быстро нагревается и плавится. Если мощность лазера достаточно высока, лазерный луч полностью проплавит материал. Струя воздуха под высоким давлением используется для удаления металла по мере его плавления, в результате чего получаются гладкие и прямые края с минимальной зоной термического воздействия.
Лазерная гравировка металлов Мощность луча волоконного лазера можно ограничить, чтобы он удалял (гравировал) материал на заданную глубину. Обычно требуется несколько проходов лазерной гравировки. Обычная глубина лазерной гравировки металла составляет от 0,003 до 0,005 дюйма (от 75 до 125 микрон). Однако удаление такого большого количества металла за один проход может привести к плавлению или деформации. Поэтому гравировка металла обычно выполняется в несколько проходов. Процесс лазерной гравировки можно использовать для создания постоянных идентификационных меток, которые невозможно удалить при нагревании или износе.
Лазерная маркировка металлов Лазерная маркировка изменяет внешний вид поверхности металла без удаления материала. Существует несколько различных типов лазерной маркировки, которые можно использовать для металлов. Прямая лазерная маркировка может выполняться с помощью волоконного лазера или лазера CO 2. При прямой маркировке энергия лазерного луча нагревает поверхность металла, вызывая ее окисление. Это окисление приводит к тому, что металл, подвергшийся воздействию лазерного луча, темнеет, создавая неизгладимую черную метку. Волоконный лазер также можно использовать для создания яркой или полированной метки на металлической поверхности. Металл также можно маркировать косвенно, либо добавляя покрытие, такое как состав для маркировки металла, либо удаляя покрытие, такое как краска. Лазерная маркировка может использоваться для передачи такой информации, как серийный номер или логотип.
Комбинированные процессы Описанные выше процессы лазерной резки, гравировки и маркировки можно комбинировать без необходимости перемещения или повторной фиксации металлической детали.
Общие сведения о лазерной системе для обработки металлов
Размер платформы — Должна быть достаточно большой, чтобы вмещать самые большие куски металла, которые будут обрабатываться лазером, или должна быть оснащена возможностями класса 4 для обработки больших кусков.
Длина волны – Длина волны 1,06 мкм хорошо поглощается большинством металлов и рекомендуется для лазерной резки, гравировки и прямой маркировки металлов. Лазер CO 2 с длиной волны 10,6 микрон — лучший выбор для процесса непрямой маркировки с использованием состава для маркировки металла или удаления покрытия.
Мощность лазера — необходимо выбирать в зависимости от выполняемых процессов. Для лазерной резки или гравировки металла рекомендуется мощность волоконного лазера не менее 50 Вт. Волоконный лазер мощностью 40 или 50 Вт можно использовать для прямой лазерной маркировки металлов. Для прямой маркировки металлов рекомендуется мощность лазера CO 2 от 25 до 150 Вт.
Линза – Линза 2. 0 является лучшей линзой общего назначения для лазерной обработки металлов.
Выхлоп – Должен иметь достаточный поток для удаления газов и частиц, образующихся во время лазерной обработки, из оборудования для лазерной резки, гравировки и маркировки металла.
Air Assist — Обеспечивает струю воздуха рядом с фокальной точкой лазера для удаления расплавленного металла во время лазерной резки и гравировки. Также помогает удалять газы и частицы, образующиеся при лазерной гравировке металла, резке. и маркировка.
Вопросы охраны окружающей среды, здоровья и безопасности при лазерной обработке металлов
При взаимодействии лазера с материалом почти всегда образуются газообразные выбросы и/или частицы. Сточные воды будут включать металлические частицы для лазерной резки металла и гравировки. Он будет включать компоненты покрытия для непрямой лазерной маркировки. Эти стоки должны быть направлены во внешнюю среду. В качестве альтернативы его можно сначала обработать с помощью системы фильтрации, а затем направить во внешнюю среду. Все лазерные процессы генерируют тепло. Поэтому обработка металлических лазерных материалов всегда должна контролироваться.