

Участок проспекта Машиностроителей возле Некрасовского рынка в Кургане будет закрыт для движения из-за аварии на коллекторе. Об этом URA. RU сообщили в пресс-службе «Водного Союза».
«Сегодня ночью в районе Некрасовского рынка произошла аварийная ситуация на напорном коллекторе диаметром 600 мм. Для производства работ необходимо перекрыть участок проезжей части рядом со строением №1 по проспекту Машиностроителей», — рассказали в ресурсоснабжающей организации.
Движение автомобилей на указанном участке будет перекрыто с 10 часов 10 марта. Работы на коллекторе планируется завершить к 23 марта. После этого благоустройство проезжей части будет выполнено в зимнем варианте. На время работ водителей просят заранее планировать маршрут.
Из-за ветхого состояния сетей в Кургане происходят частые коммунальные аварии. Ранее URA. RU сообщало, что в 2022 году «Водный Союз» планирует потратить около 220 млн рублей на ремонт городских сетей водоснабжения и канализации — почти в 1,5 раза больше, чем в 2021 году. За три года на ремонт сетей компания направит более 600 млн рублей.
Если вы хотите сообщить новость, напишите нам
Обеспечивать безаварийную работу, правильную эксплуатацию, ремонт и модернизацию оборудования, качественное выполнение производственных заданий, экономное расходование материалов, топлива и энергии.
Готовы к производству, которое работает 24/0.
Руководство производственно-хозяйственной деятельностью участка. Обеспечение выполнения плановых заданий по объему в заданной номенклатуре и ассортименте, ритмичный выпуск продукции в.
Практический опыт руководящей работы (желательно машиностроительного профиля). Умение работать с технической документацией. Знание word, excel. Стрессоустойчивость, ответственность, внимательность. Исполнительская дисциплина.
Отвечать за подготовку свеклопункта, приемку сахарной свеклы, её учет, хранение и передачу в производство. Отвечать за планирование бюджета по статье.
Опыт работы в аналогичной должности приветствуется. Умение работать в команде, развитые организаторские способности. Развитые лидерские качества, сильные коммуникативные навыки.
Соблюдение технологии производственных процессов и организации труда на участке подземных горных работ. Выполнение нарядной системы, рациональная расстановка персонала и оборудования.
Высшее профессиональное (техническое) образование по специальности «Подземная. Разработка месторождений полезных ископаемых». Стаж работы в аналогичной должности не менее 5 лет.
Обеспечение надежной безаварийной работы электрооборудования. Обеспечение ремонта и надежной работы электродвигателей. Организация работы подчиненного персонала. Ведение мониторинга работы закрепленного электрооборудования.
Высшее профессиональное образование (по специальностям: Электропривод и автоматика, Электроснабжение, Электротехника и электроэнергетика, Электроэнергетические системы и сети, электрооборудование и электрохозяйство предприятий).
Руководство производственным участком. Соблюдение ППР. Своевременная подготовка производства, обеспечение расстановки рабочих и бригад, контроль соблюдения технологических процессов, выявление и устранение.
Высшее строительное образование. Опыт работы в сфере строительства автомобильных дорог на руководящей позиции от года. Знание нормативной документации.
В рамках двухлетней реконструкции проспекта.
В мэрии Ярославля объявили о поиске подрядчика, который займется проектированием будущего капитального ремонта участка проспекта Машиностроителей от перекреста с Папанина до улицы Шандорной. Напомним, первую часть проспекта до Папанина делали в 2020 году. Новый ремонт также разбит на два этапа – сначала планируют делать участок от перекрестка с Папанина до пересечения Машиностроителей и Сахарова. На следующий год отрезок от Сахарова до перекрестка с Шандорной.
Масштаб будущего ремонта показывают задачи, поставленные перед проектировщиком.
— устройство недостающих тротуаров; устройство основания дорожного полотна в местах доведения ширины проезжей части до нормативного; мероприятия по отводу поверхностных вод с проезжей части и тротуаров, составить план организации рельефа (вертикальная планировка), устройство недостающей системы водоотвода (в том числе новых водопропускных труб, дренажей, водоотводных лотков (прикромочных и телескопических и т. ), водоотводных канав, ливневой канализации и других элементов); выполнить замену крышек колодцев и ливневых решеток, при необходимости выполнить доустройство элементов ливневой канализации, — говорится в техническом задании по разработке проекта ремонта Машиностроителей.
Власти ранее объявляли, что работы на участке от Папанина планируют начать в 2023 году. Гарантия на новое покрытие должна составить минимум пять лет.
— устройство покрытия проезжей части с применением износоустойчивого асфальтобетона со сроком бездефектной эксплуатации не менее 5 лет; предусмотреть стыковочные ленты, изготовленные из битумно-каучукового вяжущего, в целях повышения качества покрытия в зоне швов сопряжения, при проведении работ одним асфальтоукладчиком. Выполнить восстановление газонов, санитарную прочистку зелёных насаждений, а также их вырубку для обеспечения нормативных условий видимости. Предусмотреть проектным решением устройство недостающих элементов искусственного освещения, — отмечается в техзадании, составленном в мэрии.
Отдельно обозначен ремонт и установка новых светофоров. Будущий подрядчик должен выполнить ремонт действующих светофорных комплексов на перекрестке с Сахарова, на выезде от гипермаркета «Глобус» и у 48 школы, а также установить шесть новых светофорных объектов на пересечении Машиностроителей и Сосновой, на перекрестке с Мостецкой, а также в районе остановок «Улица Сабанеевская», ЯЗДА, «Красный маяк» и «Машприбор».
На проектирование будущего ремонта уйдет 45 дней, стоимость муниципального контракта с проектировщиком может составить 3 миллиона рублей.
ФУНКЦИОНАЛЬНАЯ КАРТА ТЕХНИКА МАШИНОСТРОИТЕЛЬНОГО
ПРОИЗВОДСТВА
Проанализируем
роль и место техника в производственном процессе (рис.

Являясь активным участником производственного
процесса, техник может работать на различных должностях или в цехе, или в
отделе предприятия. Следовательно, всё многообразие должностных и профессиональных
обязанностей сводится всего лишь к двум видам профессиональной деятельности
(рис.
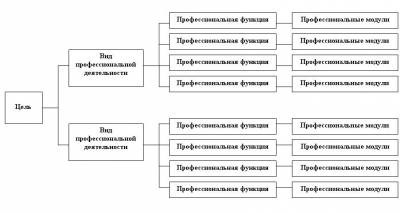
Следовательно, функциональная карта техника примет
следующий вид (рис.
Попробуем сформулировать основную цель для техника. Так
как основная цель описывает профессию с точки зрения достижения конечного
результата, то сначала попробуем разобраться с понятием «конечный результат»
для техника. Для этого классифицируем его профессиональную деятельность по
характерным признакам (рис.
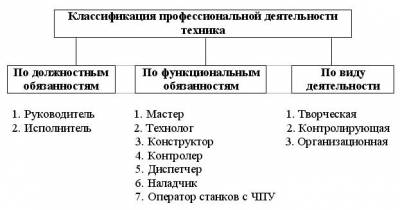
Анализируя рис. 4, приходим к выводу,
что в зависимости от функционально-должностных обязанностей техника конечный
результат его работы будет различным.
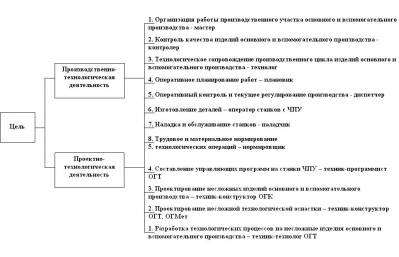
Например, для мастера производственного участка конечным
результатом будет выполнение месячного (квартального, годового) плана работы
участка; для технолога – полный комплект технологической документации на
требуемый объект производства (на изготовление детали, на сборку узла и т. );
для конструктора – полный комплект конструкторской документации, отработанной
на технологичность с учетом служебного назначения объекта производства; для контролера
– бездефектная работа механического участка; для диспетчера – выполнение
сменных заданий на каждом рабочем месте.
Таким
образом, однозначно описать основную цель техника при всем многообразии его
функционально-должностных обязанностей невозможно. Следовательно, необходимо
дифференцированное описание основной цели и соответственно основных функций по каждой
специализации: мастер, технолог, конструктор и т.
Попробуем
сделать это для мастера производственного участка:
Основная цель – обеспечивать достижение высоких технико-экономических показателей
работы производственного участка (организовывать и обеспечивать эффективную
работу производственного участка);
Высокое качество продукции.
Установленные сроки изготовления продукции.
Снижение трудоемкости изготовления продукции.
Рациональное расходование средств производства, электроэнергии.
Повышение производительности труда.
Для достижения цели мастер должен решать следующие задачи:
Распределять работу в соответствии с квалификацией исполнителей.
Оперативно обеспечивать рабочие места
предметами и средствами труда.
Обеспечивать своевременное и качественное изготовление продукции за счет
соблюдения технологической и трудовой дисциплины.
Повышать эффективность труда за счет рационального использования средств
технологического оснащения, рабочего времени.
Оперативно регулировать ход производства (наладка и ремонт оборудования,
подготовка технологической оснастки, заточка инструмента, сдача готовой
продукции и т.
Обеспечивать выполнение правил охраны труда и техники безопасности.
Анализировать результаты производственной деятельности и вносить коррективы.
Для решения задач мастер выполняет
функциональные действия, укрупненное описание которых будет представлять собой
основные (профессиональные) функции мастера:
Рационально планировать работу исполнителей и участка.
Организовывать эффективную работу исполнителей и участка.
Управлять работой участка.
Попробуем тоже самое проделать для
технолога ОГТ.
Основная
цель – обеспечивать своевременную и
качественную подготовку необходимой технологической документации на требуемый
объект производства.
Для достижения цели технолог должен
решать следующие задачи:
Проанализировать исходную
информацию для проектирования технологического процесса (чертежи и ТУ на
изделие, ГОСТы и ОСТы по ТПП, каталоги, справочники на средства технологического
оснащения, планировки производственных участков, технологические возможности
действующего производства и др.
Рассмотреть все возможные варианты
изготовления детали. Из них выбрать наиболее эффективный с точки зрения
качества, производительности и рентабельности.
Разработать технологический
процесс.
Оформить технологическую
документацию, утвердить и проконтролировать рассылку в производственные
подразделения.
При необходимости разработать технические
задания на нестандартное технологическое оборудование, технологическую
оснастку, включая средства измерения.
Принять участие во внедрении
технологического процесса и при необходимости внести коррективы.
Для
решения задач технолог выполняет функциональные действия, укрупненное описание
которых будет представлять собой его основные
(профессиональные) функции:
Разрабатывать эффективный
технологический процесс изготовления детали.
Оформлять технологическую документацию.
Составлять технические задания на
средства технологического оснащения.
Внедрять технологические процессы.
Сведения о детали, которая изготавливается
Анализ существующего на заводе технологического процесса
Выбор и обоснование типа производства
Выбор вида и метода изготовления заготовки
Разработка маршрутной технологии
Выбор и обоснование технологических баз
Выбор оборудования, приспособлений, режущего, вспомогательного и измерительного инструментов
Определение режимов обработки и основного времени
Разработка расчетно-технологической карты для операции, выполняемой на станке с ЧПУ
Расчет норм времени обработки
Выбор специального режущего инструмента
Выбор приспособления для операции
Выбор конструкции измерительного инструмента для операции
Производственные расчеты и планирование участка
Режим работы участка
Определение нужного количества оборудования на программу и коэффициента загрузки
Определение нужного количества производственных рабочих
Определение нужного количества вспомогательных рабочих, руководителей
Расчет площади и размещение оборудования на участке
Задание на дипломную работу
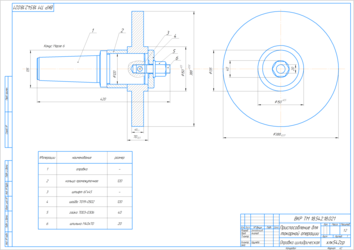
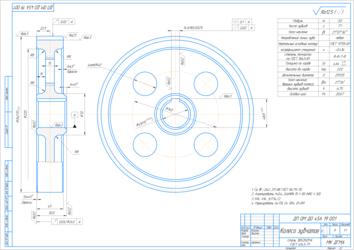
Тема: Спроектировать участок механического цеха для обработки детали
типа «Колесо зубчатое»________ ____________________________
— исходный чертеж детали _18. 000_________________;
— годовая программа выпуска _5500 шт _______________;
— режим работы участка _2х сменный________________;
— специальное задание.
Содержание дипломной работы:
Производственные расчеты и разработка планировки участка
1) Рабочий чертеж заданной детали
2) Рабочий чертеж заготовки
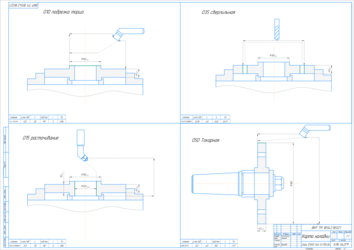
3) Технический эскиз на 4-6 операций, одна из которых выполняется на станке с ЧПУ
4) Сборочный чертеж приспособления или устройства для механизации и автоматизации
5) Рабочий чертеж мерительного инструмента
7) План участка
Комплект технической документации:
1) Маршрутный технологический процесс
2) Операционные карты
3) Карты эскизов
Введение
Одну из ведущих ролей в экономическом развитии страны играет такая важная отрасль промышленности, как машиностроение. На современном этапе развития машиностроительная промышленность Российской Федерации выпускает более 5000 наименований продукции, находящей применение в самых разных сферах народного хозяйства.
Важным условием улучшения качества продукции машиностроения является постоянное совершенствование существующих технологических процессов изготовления деталей и разработка новых, что неотъемлемо связано с внедрением в производство нового машиностроительного оборудования, разработанного на базе передовых достижений научно-технического прогресса. Российские ученые внесли значительный вклад в технологию машиностроения как науку, разработали её теоретические основы, вопросы точности обработки деталей и жесткости системы станок – приспособление – инструмент – деталь, теорию размерных цепей, типизацию технологических процессов.
Прогрессивным направлением в современном машиностроении является применение гибких автоматизированных производственных систем (ГАПС), основанных на станках с ЧПУ, связанных между собой автоматическими транспортными средствами.
Разработка технологического процесса изготовления детали с применением станков с ЧПУ предъявляет повышенные требования к квалификации инженерно-технического персонала, а также включает в себя глубокий анализ устаревающих технологических процессов с целью выявления путей их оптимизации.
В данной дипломной работе рассматривается вопрос совершенствования существующего технологического процесса изготовления детали «зубчатое колесо» с опорой на технологический процесс, изученный в ходе преддипломной производственной практики. Осуществлен анализ технологичности детали с учетом всех поверхностей, подлежащих обработке резанием. Произведен сравнительный анализ двух способов получения заготовки для заданной детали, выбраны базы для обработки. Выполнен выбор металлообрабатывающего оборудования, металлорежущего инструмента, назначены режимы обработки, рассмотрены методы контроля готового изделия, применяемые для этого инструменты и приспособления.
Помимо разработки технологического процесса с применением станков с ЧПУ, важным фактором, влияющим на эффективность металлообрабатывающего производства, является грамотная планировка расположения оборудования в цехах.
В данной дипломной работе рассмотрен вопрос планирования участка цеха для производства заданной детали. При планировании участка учитывались маршрутная карта изготовления детали, габаритные размеры выбранного оборудования, способ перемещения заготовки между станками, а также рациональное использование производственных площадей цеха.
Заключение
В данной дипломной работе при разработке технологического процесса механической обработки зубчатого колеса, большое внимание уделяется использованию оборудования с ЧПУ, более универсального инструмента, оснастки. Технологический процесс механической обработки увеличится.
В дипломной работе представлено экономическое обоснование способа получения заготовки. Наиболее выгодным способом получения заготовки является метод ковки. Применение данного способа получения заготовки позволило повысить коэффициент использования материала, повысило потребительские свойства.
В данной дипломной работе рассчитываются и назначаются оптимальные режимы резания по всем видам операций, определяется время на обработку на каждом станке. Исходя из рассчитанного времени обработки, определяется количество станков на участке цеха, количество производственных рабочих, вспомогательных рабочих и руководителей.
Применение станков с ЧПУ в проектном маршрутном технологическом процессе позволило оптимизировать проанализированный в работе заводской технологический процесс. Требуемое количество станков снизилось, необходимое количество рабочих также снизилось, что в результате положительно сказалось на экономической составляющей процесса изготовления детали.
карта наладки формат А1. cdw. bak. cdw
мерительный инструмент формат А1. cdw
рукоятка перемещения штока
винт крепления каретки
рукоятка левой бабки
измерительный наконечник
измерительный механизм
винт фиксации наконечника
рукоятка фиксацииизмерительного инструмента
рукоятка фиксации угла поворота
рукоятка крепления бабки
маховик перемещения каретки
винт крепления индикатора
ВКР ТМ 18. 542. 021
измерительное приспособление
план участка формат А1. cdw
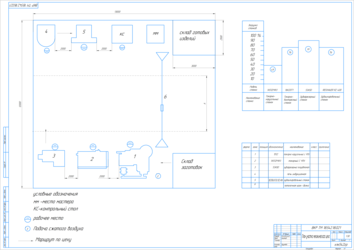
токарно карусельный с ЧПУ
зубофрезерный полуавтомат
зубошлифовальный станок
потолочная кран -балка
ВКР ТМ 18. 542. 021
План участка механического цеха
условные обозначения
Подача сжатого воздуха
управляющая программа формат А1 цветная. cdw

чертеж детали формат А2. cdw
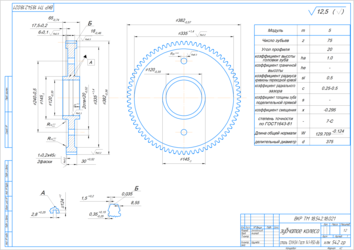
коэффициент граничной
кривизны переходной кривой
коэффициент радиального
коэффициент толщины зуба
поделительной прямой
коэффициент смещения
сталь 12ХНЗА Гост 141-950-86
ВКР ТМ 18. 542. 021
чертеж заготовки формат А2. cdw
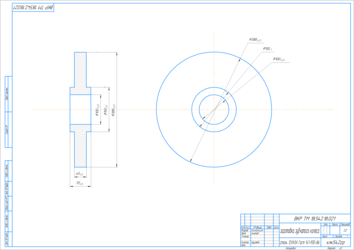
заготовка зубчатого колеса
сталь 12ХНЗА Гост 141-950-86
ВКР ТМ 18. 542. 021
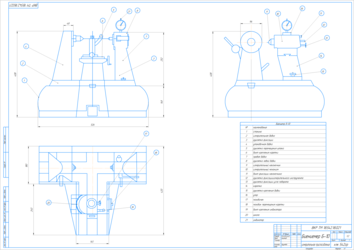
чертеж приспособления формат А2. cdw. bak. cdw
кольцо промежуточное
ВКР ТМ 18. 542. 021
Оправка цилидрическая
зубчатое колесо Земледельцнв. cdw
Направление линии зуба
Нормальный исходный контур
коэффициент смещения
вершин зубьев колеса
-262 311 HB ГОСТ 8479-70
Маркировать по РД 24. 854. 01-89
Каждый вид ГПС (гибкий производственный
модуль, гибкая автоматизированная
линия, участок, цех) характеризуется
тем, что может функционировать автономно. Представляет собой технически законченное
целое и имеет свою локальную систему
управления и возможность встраивания
в систему более высокого уровня.
В основу системы ГПС входят станок с
ЧПУ. Загрузка и разгрузка его производится
с помощью промышленного робота или
автоматизированного загрузочного
устройства (АЗУ). Смена инструмента
осуществляется из магазина инструментов
или револьверной головки. ГПМ обладает
способностью подсоединения к центральной
транспортно-накопительной системе,
системе инструментального обеспечения
и управляющим устройствам высшего
ранга.
Основные характеристики ГПМ: способность
работать ограниченное (3-12 ч) время без
непосредственного участия оператора,
автоматическое выполнение операций,
легкость наладки, устранение простоев
и введение изменений в управление,
легкость встраивания в существующие
производства и в ГПС более высокого
уровня.
Не следует считать, что любой станок с
ЧПУ может входить в ГПМ без всяких
переналадок. Основными требованиями
ко всем элементам ГПС являются высокая
надежность и автоматизация всех основных,
вспомогательных и рабочих ходов. Даже
ГПМ должен иметь в своем составе
транспортно-накопительную систему,
контрольно-измерительную и диагностическую
системы, систему удаления стружки. Например, токарный станок с ЧПУ в ГПС
должен быть снабжен системами контроля
состояния инструмента, смены инструмента
и удаления стружки. Простейший ГПМ может
включать станок с ЧПУ типа «обрабатывающий
центр» с одним или двумя инструментальными
магазинами.
На рис. 4 приведены примеры гибких
производственных модулей. Станок имеет
два рабочих стола. Заготовку устанавливают
на стол вручную, в то время как на другом
столе изготовляется деталь. Совмещение
времени установки со временем обработки
дает выигрыш в производительности. Более совершенным является ГПМ, содержащий
многооперационный станок с одним или
двумя магазинами инструментов. Шаговый
конвейер-накопитель с 4, 6, 8 или 12
заготовками позволяет длительное время
вести обработку с ограниченным участием
оператора. На таких ГПМ можно обрабатывать
различные детали разнообразным
инструментом.
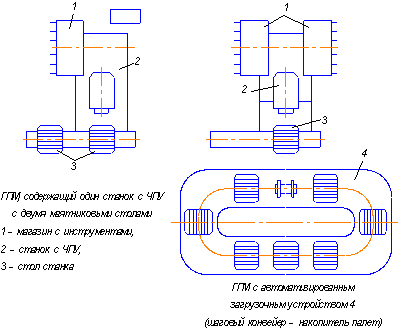
Рис. Схема ГПМ
ГПМ со стендовым (стационарным) накопителем
веерного типа характеризуется тем, что
число стендов-позиций накопления
заготовок можно наращивать постепенно,
что позволяет уменьшить первоначальные
затраты. Заготовки со стендов на станок
перегружаются с помощь поворотного
стола.
Гибкий производственный модуль со
стендовым накопителем веерного типа
показана на рис.
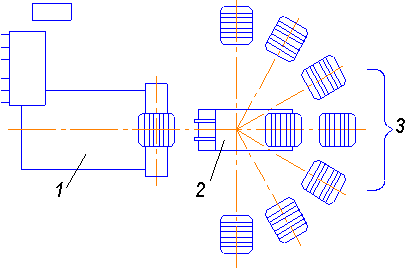
Рис. Схема ГПМ со стендовым накопителем
веерного типа: 1 – станок с ЧПУ, 2-
поворотный стол – перегружатель, 3 –
веерный накопитель заготовок, установленных
на паллетах
Загрузка заготовок в накопитель может
осуществляться роботом и робокаром. Отсутствие конвейера упрощает конструкцию,
увеличивает надежность.
Рассмотренные выше ГПМ содержат
сверлильно-фрезерно-расточные станки
с ЧПУ. Как основное оборудование, в ГПМ
широко применяют также токарные станки
с ЧПУ и многооперационные токарно-фрезерные
станки. Инструмент меняется из магазина
или путем поворота револьверной головки. Применяют станки с одним или двумя
шпинделями. В таких ГПМ загрузку деталей
наиболее часто осуществляют с помощью
промышленных роботов (рис.
Гибкий автоматизированный участок
(ГАУ) состоит из двух единиц (и более)
основного оборудования, загрузочно-разгрузочных
устройств, устройств автоматической
смены инструмента, накопительных
устройств. Участок может функционировать
автономно. Особенностью обработки на
ГАУ, является возможность изготовления
на одном или нескольких станках в любой
последовательности.
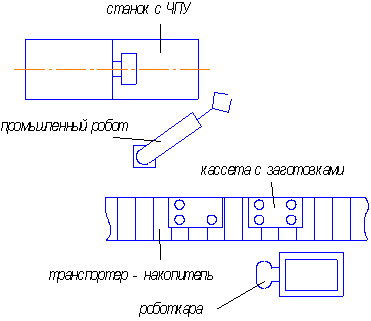
Рис. Схема ГПМ с промышленным роботом
и транспортером-накопителем.
Простейший ГАУ состоит из двух станков
типа многоцелевых, общего перегружателя
заготовок, закрепленных на паллетах. Каждый станок имеет свой комплект паллет
(до 15 шт. Заготовки загружаются на
паллеты чаще всего вручную. ГАУ такого
типа обеспечивает снижения затрат на
автоматизированные загрузочные
устройства. Применения в ГАУ станков
разного технологического назначения
позволяет обработать на участке детали
большой номенклатуры.
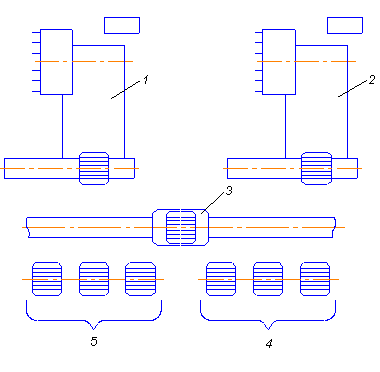
Рис. Схема ГАУ с одним комплектом
паллет:
1, 2 – станки с ЧПУ;
3 – рельсовая тележка (перегружатель
паллет);
4, 5 – стенды с паллетами, закрепленными
за каждым станком
На участке, показанном на рис. 7, объединены
устройства для смены паллет, применена
единая система автоматической смены
инструмента для нескольких (до четырех
станков). Инструмент меняется с помощью
специального промышленного робота. В
отличие от рассмотренного выше ГАУ,
здесь один комплект паллет используют
для нескольких станков. Это сокращает
затраты времени на перезакрепление
заготовки и повышает точность взаимного
расположения поверхностей, обработанных
на разных станках. Взаимозаменяемость
станков сокращает простои участка при
отказах какого-либо станка или
необходимости его ремонта.
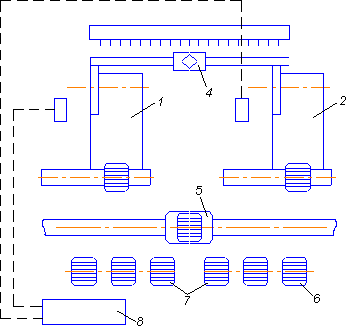
Рис. Гибкий автоматизированный участок
с двумя модулями и единым автоматизированным
загрузочным устройством смены паллет
и инструмента: 1 и 2- станки с ЧПУ, 3-
накопитель инструмента, 4- промышленный
робот смены инструмента, 5- рельсовая
тележка- перегружатель паллет, 6- паллеты
для любого станка участка, 7-позиции
загрузки- разгрузки паллет, 8- АСУ
распределения загрузки.
Гибкий автоматизированный участок с
двумя модулями и единым автоматизированным
загрузочным устройством смены паллет
и инструмента, показан на рис.
ГАУ классифицируют по технологическому
назначению и компоновке.
По технологическому
назначению ГАУ из
станков с ЧПУ подразделяют на три
группы:
1)
для обработки заготовок тел вращения
(фланцы, втулки, валы и т
2)
для обработки заготовок корпусов
(основания, станины и т
3)
для
обработки плоских заготовок (панели,
крышки, планки и т.
По компоновке
различают ГАУ:
1)
с линейной одно или многорядной
компоновкой (станки расположены в один
или несколько рядов, а транспортно-накопительные
системы параллельно им);
2)
с круговой компоновкой (станки расположены
вокруг центрального склада накопителя);
3) с модульным
принципом компоновки.
В последнем случае ГАУ
комплектуется из отдельных унифицированных
производственных единиц — модулей, в
которые входят однотипные станки и
комплектующие оборудование (УЧПУ,
транспортно-загрузочные и накопительные
устройства, электро — и гидроприводы).
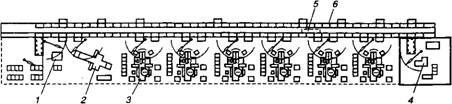
Участок АСК-10 (рис. 9) комплектуется
многоцелевыми станками МА6907ПМФ4,
автоматизированным складом 6 с
автоматизированным краном-оператором
5, участками наладки инструмента и сборки
приспособлений и системой централизованного
управления, обеспечивающей планирование,
диспетчирование, подготовку, контроль
и хранение управляющих программ и их
оперативную корректировку. На участке
расположена координатно-разметочная
машина 1 с цифровой индикацией для
контроля заготовок и предварительных
разметочных операций. На станке 2
подготовляют технологические базы для
дальнейшей обработки. Выходной контроль
деталей проводится на контрольно-измерительной
машине 4 с ЧПУ. В автоматическом режиме
по программе могут быть проверены
диаметры, геометрия и отклонения от
соосности отверстий, межосевые расстояния
и т. Данные измерений анализируются
в управляющей автоматизированной
системе.
В состав участка входят шесть многоцелевых
станков МА6907ПМФ4 с магазином на 36
инструментов. Крестовый и поворотный
столы, горизонтально расположенный
шпиндель обеспечивают обработку
заготовки без переустановки с трех-четырех
сторон. В станке применены регулируемые
тиристорные электродвигатели в приводах
главного движения и подач, точные пары
винт-гайка качения, направляющие качения
на подвижных механизмах. Обеспечивается
стабильность положения инструмента
при его смене в пределах 0,003. 0,005 мм.
Инструментальное отделение позволяет
хранить, комплектовать и налаживать на
размер 190 наименований режущего
инструмента и 90 наименований
вспомогательного. Для сборки и наладки
комплекта инструментов для одного
магазина затрачивается в среднем 60. 70 мин.
Участок комплектации приспособлений
позволяет из элементов универсально-сборной
оснастки (УСО) собрать 400 типов
приспособлений. Для закрепления заготовок
используются унифицированные стальные
плиты-спутники, на которых и монтируют
элементы УСО.
Транспортно-складская система служит
для создания задела заготовок,
полуфабрикатов и готовых деталей, что
обеспечивает оптимальную загрузку
станков, позволяет автоматизировать
межоперационные транспортные и
погрузочно-разгрузочные работы,
обеспечивает подачу заготовки на станок. Заготовки и детали хранятся в двухъярусном,
двухрядном ячеистом складе. По команде
с диспетчерского пульта кран-оператор
подается к роликовым конвейерным
станциям, расположенным в зоне загрузки
станков. Оператор с помощью крана-манипулятора
устанавливает заготовку в приспособлении
на столе-спутнике. После обработки от
программы происходит разжим спутника
с заготовкой, удаление его манипулятором
из рабочей зоны в позицию ожидания,
который затем подает новый спутник с
заготовкой на обработку. Затем спутник
автоматически базируется и закрепляется,
от программы начинается обработка новой
заготовки. Система управления осуществляет:
оперативное управление станками,
манипуляторами для подачи спутников;
технологическую подготовку производства,
включая подготовку программ и их
редактирование на рабочем месте;
автоматическое оперативно-календарное
планирование, учет хода производства. Каждый агрегат участка может управляться
от индивидуального устройства управления
или центрального сервера предприятия.
Гибкая автоматизированная линия (ГАЛ),
состоящая из нескольких ГПМ с единым
устройством загрузки и транспортирования
заготовок, с последовательным выполнением
операций, представлена на рис.
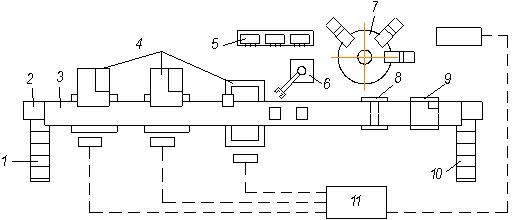
Рис. Схема ГАЛ:
1 — конвейер подачи заготовок на линию,
2 — автоматический загружатель заготовок,
3 — шаговый транспортер, 4 — станки с ЧПУ,
5 — накопитель шпиндельных головок,
6- промышленный робот,
7 — станок с ЧПУ, имеющий многошпиндельные
головки,
8 — установка для удаления стружки и
мойки деталей,
9 — контрольно-измерительная машина,
10 — конвейер с обработанными деталями,
11 — ЭВМ линии.
Группы деталей обрабатывают в принятой
последовательности по фиксированному
программой циклу. Для повышения
производительности в ГАЛ используют
станки с многошпиндельными головками. Такая линия имеет более высокую
производительность.
На гибкой автоматизированной линии с
жестким конвейером подачи заготовок
обработка производится последовательно
на каждом или нескольких рабочих местах. На ГАЛ обрабатываются, как правило,
детали с общими технологическими
признаками. В основе организации
производства лежит групповой
технологический процесс — технологический
процесс изготовления группы изделий с
разными конструктивными, но общими
технологическими признаками. ГАЛ обычно
используют для ограниченной номенклатуры
деталей с годовым выпуском несколько
десятков тысяч в год. Гибкость ГАЛ
определяется типом используемого
оборудования.
Я работаю электромонтером и несу ответственность за обслуживание и ремонт электрооборудования. «Арсенал» – это первое предприятие, где я увидел, что и для молодого специалиста без опыта возможен карьерный рост и дальнейшее развитие. Но настоящим открытием для меня стала активная общественная жизнь: здесь проходят праздники, есть несколько спортивных команд и, конечно, Совет работающей молодежи, в котором я состою. Мы организуем интересные мероприятия, всевозможные выезды для коллег. Для меня это возможность проявить себя, показать на что ты способен, чтобы тебя заметили. Я считаю, что для людей, которые стремятся к административным и руководящим должностям, это, безусловно, хорошая тренировка навыков — организовать людей, поставить задачи, распределить зоны ответственности.
Главная идея Совета в том, чтобы молодежь могла пообщаться и узнать друг друга. Например, у тех, кто совсем недавно живет в Петербурге, как правило, не так много друзей и возможностей весело проводить время после работы. Благодаря Совету сотрудники смогут познакомиться, подружиться, а может и найти свою любовь!
Наш кузнечно-штамповочный цех — это отправная точка на «Арсенале». Мы делаем самое первое сырье: наши станки отрезают металл нужного размера и диаметра. Затем заготовка обрабатывается и создается деталь. Я работаю резчиком на пилах, ножовках и станках. Каждый день проходит активно, сталкиваешься с разными конструкциями, разными марками стали. Всегда нужно искать выход, придумывать решение. Работаю в свое удовольствие: мне близка мехатроника, люблю вникать в процесс сборки. К тому же, ощущаешь ответственность за отправку — все-таки понимаешь, что дальше отгрузка идет по разным цехам, и от тебя многое зависит.
Когда пришел сюда, то удивили масштаб производства и история предприятия. Поработал, постепенно осмотрелся и увидел для себя перспективы. Появилось желание, появился интерес. Сейчас я также занимаюсь испытанием абразивных кругов, которыми пользуется весь завод для заточки резцов и обработки других изделий. Это моя дополнительная специальность на «Арсенале», кроме меня никто больше не проводит эти испытания. Когда попал на завод, сразу сказал, что могу сделать больше, только дайте возможность. И такую возможность мне дали. На этом не останавливаюсь, хочу и дальше добиваться своих целей. Все ресурсы для этого есть!.
Я занимаюсь монтажом радиоэлектронной аппаратуры и приборов. Это очень тонкая и скрупулезная работа, я всегда шучу, что это скорее женская профессия, потому что именно женщинам легче справляться с мелкими деталями. Несмотря на то, что сам процесс пайки практически всегда одинаков, работа очень интересная. Наша специальность была и остается востребованной.
Человек сам по себе хорошо обучаем, если он этого хочет. Придя на «Арсенал», я умела паять только печатные платы, но быстро освоила еще несколько направлений. Теперь работаю на разъемах и кабелях, могу делать практически все, что требуется в цехе. Нужно пробовать, учиться, добиваться результатов и снова пробовать. Если ты хорошо зарекомендуешь себя, то перед тобой обязательно откроются новые возможности. Кроме того, когда работаешь на заводе, так или иначе знакомишься с людьми, изучаешь всю структуру, видишь, чем занимаются в остальных цехах. Когда меня спрашивают о моей профессии, я всегда гордо отвечаю, что работаю «на космос»!.
На «Арсенале» я работаю кузнецом на молотах и прессах. Это творческая профессия, обязательно нужно быть художником. Бывает так, что получаешь сложную или незнакомую работу, всю ночь не спишь и думаешь, как ее лучше сделать. Чертеж, конечно, есть, но там ведь не написано, как нужно положить, как перевернуть, как ударить — сильно или, наоборот, легко. И если потом все получается именно так, как приснилось. Магия!
Я кузнец уже 24 года, но как показывает практика, даже на заводе, где работаешь много лет и уже все знаешь, бывает попадается новая деталь, и учишься заново. Я доволен своим трудом. Я его люблю. Многие удивляются, что кузнецы еще нужны сегодня, вроде бы редкая профессия. А я всегда молодежи говорю, что нужно подумать о будущем, чтобы потом были востребованными. Это хорошая специальность, которая еще долго-долго будет нужна. Кузнецов не забудут: ручная обработка менее затратна, экономия металла существенная.
Зато потом смотришь, идет парад, пушка стоит, и чувства переполняют: понимаешь, что тоже вклад внес, что это на нашем заводе сделано. Гордость берет за «Арсенал» — нужны людям, нужны всей стране!
Моя работа требует предельной внимательности и концентрации. Важно четко осознать, чем ты занимаешься и научиться принимать ответственные решения. У нас такая специфика —каждая операция под контролем, и ее выполнение отражается в документации. Установил винтик, значит должен расписаться. До прихода сюда я, конечно, слышал и про ракеты, и про спутники. Но когда попадаешь в цех и видишь ту систему, те правила, по которым они изготавливаются, это невероятно удивляет. К тому же, все службы связаны между собой. Коллектив очень сплоченный и дружный, поскольку все делают одно дело, и по-другому здесь просто нельзя. Несмотря на то, что задачи у всех разные, люди передают друг другу бесценный опыт. Если, к примеру, человек хочет связать свою жизнь с производством, то работая здесь, он многое сможет понять и многому научиться.
Как электромонтер, я ответственен за обслуживание и ремонт станков. Наша бригада следит за тем, чтобы они работали в плановом режиме, а значит, обеспечивали бесперебойное изготовление деталей на заводе. Сегодня «Арсенал» устроен так, что не только руководство указывает вектор развития, но и каждый работник может внести свой вклад, выступить с предложением, и его обязательно услышат! И это касается не только рабочего процесса.
Мне, как бывшему игроку полупрофессиональной баскетбольной лиги, всегда было интересно продолжение спортивной карьеры, а со временем выяснилось, что многие коллеги тоже не против играть. Так и появилась идея создать баскетбольную команду, чтобы тренироваться, а главное — привлечь внимание к здоровому образу жизни, помочь людям найти занятие по душе. Ведь спорт помогает закалять характер и добиваться прогресса, в том числе, и в работе! Оказалось, что «Арсенал» открыт к подобным инициативам, и в короткие сроки нам помогли со всеми организационными моментами: подать объявления, найти зал и даже принять участие в городских корпоративных турнирах. Играя с командами других крупных предприятий, получаешь возможность посоревноваться не только на профессиональном, но и на спортивном поприще. Моя команда демонстрирует достойные результаты, у людей появился азарт, потому что представлять «Арсенал» — это круто!.
Я работаю инженером-технологом первой категории в отделе главного сварщика. Это широкопрофильный отдел: мы ответственны за слаженную работу всех цехов, где есть сварочное оборудование. Отрабатываем и совершенствуем технологию производства, апробируем новые методики. «Арсенал» всегда открыт к предложениям сотрудников. Еще в начале своей работы я обратил внимание на несовершенство вырезки заготовок деталей. Проанализировал этапы производства, придумал как можно снизить загрузку станочного парка, сэкономить на расходе металла и сократить время изготовления деталей. Оказалось, что на заводе существует система постоянных улучшений, которая создана как раз для того, чтобы сотрудники могли проявить себя, внести свой вклад, и их идеи не остались на бумаге без внимания, а принесли реальную пользу предприятию. Я стал участником этой программы, и в скором времени мое предложение было успешно внедрено на всех этапах производства.
Сейчас я продолжаю свое профессиональное развитие, в данный момент принимаю участие в новом большом проекте, где отвечаю за сварку. У нас работает много молодых людей, и все они полны идей. И есть инструменты, чтобы выносить эти идеи на обсуждение, в том числе, и с руководством. На «Арсенале» развитие каждого сотрудника ограничено только личным выбором.
Я занимаю должность начальника технологического бюро в сборочно-испытательном комплексе. Вместе с коллегами мы подготавливаем технологическую документацию для будущей сборки аэрокосмической техники. Сейчас я работаю по своей специальности и отлично помню то время, когда еще в университете нам рассказывали про спутники и показывали небольшие макеты. Но когда пришла сюда и впервые увидела, как с нуля собирается спутник, меня это зацепило и я сразу поняла, что хочу остаться. К тому же для меня, молодого специалиста без опыта, это была прекрасная возможность. Сначала прошла практику, затем работала техником на полставки, а получив диплом, заняла должность инженера. Перспективы развития на «Арсенале» есть, самое главное — это желание. Уже сейчас, как начальник техбюро, я сразу вижу, когда к нам приходят действительно заинтересованные соискатели. Если человек старается разобраться в сложных задачах, стремится качественно выполнить работу в короткие сроки и показать себя с лучшей стороны, то это дает ему неоспоримые преимущества. На своей должности мне еще много всего предстоит узнать, и я до сих пор учусь — например, правильной постановке задач перед сотрудниками. Кстати, периодически на «Арсенале» проходят специальные курсы по развитию управленческих навыков, что не может не радовать! На достигнутом рано останавливаться. Завод развивается с каждым днем и мы растем вместе с ним.
Гордость берет за то, что работаешь на реальном производстве, особенно связанном с оборонкой, поскольку понимаешь, что дело, которым ты занимаешься, имеет большое значение для нашей страны.
Я — начальник производственно-диспетчерского бюро в механообрабатывающем цехе. Вместе со своей командой мы контролируем изготовление деталей: весь процесс от начала и до конца. Мы работаем с планом цеха на месяц, получаем заготовки, подбираем необходимую техническую документацию, передаем на участки в цех и следим за ходом изготовления каждой детали. Наш отдел — самый живой и энергичный! В шутку мы называем свою работу «прохождением квестов», поскольку постоянно держим в голове очень много вопросов и задач. Такая вовлеченность в рабочий процесс — это здорово! Я не люблю сидеть на месте, наверное, это передалось мне по наследству: история нашей семьи неразрывно связана с заводом. Можно сказать, династия! В 1946 г. мой дедушка пришел работать на «Арсенал», здесь же он встретил свою вторую половину — вместе с бабушкой они трудились на заводе до самой пенсии. Затем на «Арсенал» устроился мой отец и проработал 34 года. На данный момент семейное дело продолжает моя сестра, теперь присоединилась и я. Кстати, мой сын уже сейчас живо интересуется историей «Арсенала», и я не буду против, если он захочет связать свою судьбу с этим местом. Почему нет? Здесь людей ждут интересная работа, отличный коллектив, стабильность и реальные перспективы. Хочешь себя показать — все карты в руки: инициативных людей на «Арсенале» обязательно заметят.
Я маляр, занимаюсь покраской металлоконструкций. В наш сборочный комплекс стекаются на покраску все металлические детали, а потом и машины — для финального штриха. Кроме того, освоил напыление пенополиуретаном, его используем для теплоизоляции. Когда приноровился, оказалось, что это творческая работа. Можно сказать, скульптором работаю! Напылил, дальше нужно лишнее срезать перед покраской — все строго по чертежам, по размерам.
Когда пришел на «Арсенал», сразу понял, что работать здесь будет интересно, хотя и не знал всех нюансов профессии. Но со временем все получается: я учился постепенно, копил опыт. Сейчас уже многое могу: красить, напылять, с трафаретами работать. Так положено — дали тебе работу, значит нужно качественно ее выполнить. Универсальный работник везде востребован, пригодится в любой ситуации. Хочешь зарабатывать? Бери и делай! Если много знаешь и умеешь сверх того, чему тебя научили, а потом еще дополнительно какую-нибудь специальность освоишь, то за тебя точно будут держаться и никуда не отпустят! Универсал видит всю картинку целиком, это гибкий и ценный работник.
Мой путь на «Арсенале» начинался с работы контрольным мастером в сборочном цехе, затем я перешла на должность инженера-конструктора в опытно-конструкторское бюро. Сейчас я занимаюсь разработкой и корректировкой эксплуатационной документации: слежу, чтобы она соответствовала ГОСТ, была понятной и информативной. Это сложная и ответственная работа, ошибаться здесь нельзя. Нарушение технологии может привести к травмам и даже создать угрозу для жизни людей. Чтобы разработать эксплуатационный документ или чертёж, нужно знать устройство изделия как в целом, так и тонкости работы его составных частей, приборов, электрических и гидравлических систем, а также понимать, каким образом выполняется монтаж изделия на корабле, его техническое обслуживание и ремонт.
Объединив все эти знания, мы создаём в специальной программе 3D-модели деталей, сборок или самого изделия, а по моделям делаем чертежи. Кроме того, разработанную документацию и чертежи необходимо согласовать с отделом технологов и другими службами завода. Конечно же, мы все советуемся во время рабочего процесса, помогаем друг другу, также есть большая наработанная база документов и архив. Иногда для решения сложного вопроса можно просто прийти в цех и спросить у технолога, мастера и даже слесаря. И тебе обязательно всё расскажут и покажут. В помощи на «Арсенале» отказывать не принято.
Когда меня просят рассказать о моей профессии и объяснить кто такой термист, я беру в руки обычную вилку и объясняю, как она была изготовлена. Любая металлическая деталь проходит закалку — под высокой температурой ее помещают в печь, раскаляют до предела, а затем быстро охлаждают, чаще всего, с помощью воды, масла или сжатого воздуха. В результате вилка становится гораздо крепче! Я работаю с деталями, которые потом пойдут на ракетные двигатели, спутники.
Еще ни разу не пожалел, что выбрал именно эту специальность, хотя моя история кому-то может показаться удивительной. Она началась с того, что я получил высшее образование по специальности «Туризм» и какое-то время работал в других странах, но однажды понял, что лучшее место в мире — это Россия. Я не представлял, что такое работа на заводе, но решил попробовать. Сейчас я получаю второе высшее образование, на этот раз техническое. А в свободное время провожу экскурсии по любимому Петербургу — это навсегда останется моим хобби. Научиться можно всему, никогда не поздно! За техническими профессиями стоит будущее: современное государство уже невозможно представить без промышленности, особенно высокоточной.
Я работаю начальником участка станков с числовым программным управлением в механообрабатывающем цехе. К нам попадают сложные детали, которые требуют особенно точной и аккуратной обработки. У нас самое современное оборудование, скажем так, цеховой авангард! Работа интересная, номенклатура разнообразная. Все время сталкиваешься с новыми деталями, а это развивает гибкость мышления и умение решать нестандартные задачи. Мне нравится, когда на работе шумно, активно, постоянно что-то происходит. Движения у нас хватает: туда-сюда сбегал тысячу раз, тут что-то обсудил, там уладил, со всеми переговорил. Здесь люди общаются между собой. Если возникают вопросы, то всегда можно попросить помощи у старшего товарища. Попадая на «Арсенал», человек не бывает предоставлен сам себе, ему не скажут «как хочешь, так и делай». У меня на участке есть команда наставников — хороших, опытных, грамотных наладчиков, с которыми можно посоветоваться, и они всегда подскажут как быть.
Чтобы работать на этом участке нужно любить свое дело. Равнодушных и безответственных здесь нет. Если приходит человек, у которого слабоват уровень теории или практики, но есть потенциал, то мы не отказываем, все равно берем таких людей на работу, стажировку, обучение. Главное, чтобы у человека был интерес.
 +Отзывы")




