
Барнхаус 10 с производства
- Дом с производства
- О проекте
- Комплектация
- Ипотечный калькулятор
- Организация рабочего места фрезеровщика
- Электроснабжение рабочего места фрезеровщика
- Сокращение времени на обслуживание рабочего места фрезеровщика
- Механообрабатывающее производство
- АО Завод имени А. Кулакова
- Механообрабатывающее производство АО Завод имени А. Кулакова
- Оборудование для токарной обработки металлических материалов на станках с ЧПУ
- Оборудование для фрезерной обработки металлических материалов на станках
Дом с производства
Сборка дома на вашем участке займет 1,5 недели!
Дом рассчитан на проживание
КомплектацияВ ипотеку от 9 168 р. /месяц*
3 743 000
Хотите увидеть, как мы строим?
Записывайтесь на экскурсию в коттеджный поселок «Авангард»

Дом сдается только с несущими перегородками
Свободная планировка позволит вам распланировать пространство на ваше усмотрение
О проекте
Одноэтажный проект дома Барнхаус 10 — это идеальное решение с большими панорамными окнами и с двумя или тремя спальнями на ваш выбор. А еще с максимальной полезной площадью, ведь дом одноэтажный и в нем нет лестницы, которая могла бы ее уменьшить. Такой проект хорош свободной планировкой, которая позволит вам воплотить в жизнь самые смелые и креативные идеи. Если же идеи не появятся сразу, то мы с удовольствием поделимся с вами готовыми решениями для этого дома — как вариантами планировок, так и дизайн-проектом. Этот дом изготавливается на производстве, а значит он будет максимально качественным и теплым. Благодаря высочайшей точности сборки в нем отсутствуют мостики холода, а усиленный с обеих сторон листовым материалом каркас обладает высокой жесткостью, полностью защищен от продувания и батутности. Панели для будущего дома изготавливаются на производстве — в идеальных условиях, затем привозятся на участок и монтируются. Все детали для будущего дома выпиливаем, фрезеруем и торцуем на промышленных станках, суммарная погрешность — до 1 мм на весь дом. Осуществляем промежуточную приемку работ на каждом этапе. Сборка дома на вашем участке займет всего 1,5 недели!
Комплектация
Дом с производства с фундаментомЗабивные сваи 150х150х2500 ммСтроганная доска камерной сушки;
40х140 мм, шаг 590 ммЛаги пола и стропильная системаСтроганная доска камерной сушки;
40х190 мм, шаг 590 ммУтепление пола и потолкаIsover 200 ммУтепление стен по периметру домаIsover 150 мм + панели GTS-9Имитация бруса с покраской в два слоя на производствеОтделка карнизов по фронтонамИмитация бруса с покраской в два слоя на производствеПрофлист крашенный 0,45 ммGyproc Strong 15 ммIsover 150 ммПВХ, 2-х камерный стеклопакет, 3-х камерный профильПВХ с усиленной фурнитуройДеревянная террасная доска с покраскойПластиковая на металлических кронштейнах
Ипотечный калькулятор
Подберем вам земельный участок
Строим в кредит, ипотека от Сбербанка
Обменяем вашу квартиру на дом
Работаем с материнским капиталом
Подберем вам земельный участокГотовые варианты участков в Нижнем Новгороде и областиСтроим в кредит, ипотека от СбербанкаОтправляем заявку из офиса. Аккредитованы Сбербанком России. Спец условия с КредитЕвропаБанкОбменяем вашу квартиру на домЗачёт жилья под ключ: продажа квартиры, поиск участка и строительство домаРаботаем с материнским капиталомЗнаем нюансы работы, подготовим документы для одобрения заявки в ПФР
Поможем на всех этапах строительства
Строительство дома – это не только фундамент, стены и крыша. Это ещё множество этапов, маленьких и не очень. Большинство людей делает это один-два раза в жизни, посредством проб и ошибок. Мы же проходили этот путь уже больше тысячи раз, знаем все нюансы и готовы помочь нашим клиентам сделать его быстрым и легким!
Помощь в оформлении материнского капитала, ипотеки, кредита
Помощь в оформлении документов, подготовка проектной документации
Персональный технический надзор за строительством
Подбор земельного участка
Получение разрешения на строительство
Геологические изыскания на участке
Каждый вид ГПС (гибкий производственный
модуль, гибкая автоматизированная
линия, участок, цех) характеризуется
тем, что может функционировать автономно. Представляет собой технически законченное
целое и имеет свою локальную систему
управления и возможность встраивания
в систему более высокого уровня.
В основу системы ГПС входят станок с
ЧПУ. Загрузка и разгрузка его производится
с помощью промышленного робота или
автоматизированного загрузочного
устройства (АЗУ). Смена инструмента
осуществляется из магазина инструментов
или револьверной головки. ГПМ обладает
способностью подсоединения к центральной
транспортно-накопительной системе,
системе инструментального обеспечения
и управляющим устройствам высшего
ранга.
Основные характеристики ГПМ: способность
работать ограниченное (3-12 ч) время без
непосредственного участия оператора,
автоматическое выполнение операций,
легкость наладки, устранение простоев
и введение изменений в управление,
легкость встраивания в существующие
производства и в ГПС более высокого
уровня.
Не следует считать, что любой станок с
ЧПУ может входить в ГПМ без всяких
переналадок. Основными требованиями
ко всем элементам ГПС являются высокая
надежность и автоматизация всех основных,
вспомогательных и рабочих ходов. Даже
ГПМ должен иметь в своем составе
транспортно-накопительную систему,
контрольно-измерительную и диагностическую
системы, систему удаления стружки. Например, токарный станок с ЧПУ в ГПС
должен быть снабжен системами контроля
состояния инструмента, смены инструмента
и удаления стружки. Простейший ГПМ может
включать станок с ЧПУ типа «обрабатывающий
центр» с одним или двумя инструментальными
магазинами.
На рис. 4 приведены примеры гибких
производственных модулей. Станок имеет
два рабочих стола. Заготовку устанавливают
на стол вручную, в то время как на другом
столе изготовляется деталь. Совмещение
времени установки со временем обработки
дает выигрыш в производительности. Более совершенным является ГПМ, содержащий
многооперационный станок с одним или
двумя магазинами инструментов. Шаговый
конвейер-накопитель с 4, 6, 8 или 12
заготовками позволяет длительное время
вести обработку с ограниченным участием
оператора. На таких ГПМ можно обрабатывать
различные детали разнообразным
инструментом.
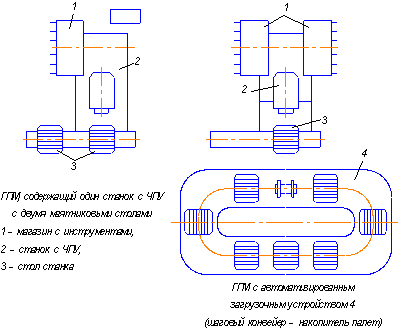
Рис. Схема ГПМ
ГПМ со стендовым (стационарным) накопителем
веерного типа характеризуется тем, что
число стендов-позиций накопления
заготовок можно наращивать постепенно,
что позволяет уменьшить первоначальные
затраты. Заготовки со стендов на станок
перегружаются с помощь поворотного
стола.
Гибкий производственный модуль со
стендовым накопителем веерного типа
показана на рис.
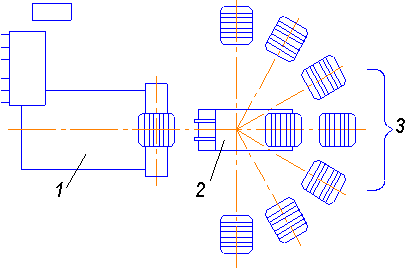
Рис. Схема ГПМ со стендовым накопителем
веерного типа: 1 – станок с ЧПУ, 2-
поворотный стол – перегружатель, 3 –
веерный накопитель заготовок, установленных
на паллетах
Загрузка заготовок в накопитель может
осуществляться роботом и робокаром. Отсутствие конвейера упрощает конструкцию,
увеличивает надежность.
Рассмотренные выше ГПМ содержат
сверлильно-фрезерно-расточные станки
с ЧПУ. Как основное оборудование, в ГПМ
широко применяют также токарные станки
с ЧПУ и многооперационные токарно-фрезерные
станки. Инструмент меняется из магазина
или путем поворота револьверной головки. Применяют станки с одним или двумя
шпинделями. В таких ГПМ загрузку деталей
наиболее часто осуществляют с помощью
промышленных роботов (рис.
Гибкий автоматизированный участок
(ГАУ) состоит из двух единиц (и более)
основного оборудования, загрузочно-разгрузочных
устройств, устройств автоматической
смены инструмента, накопительных
устройств. Участок может функционировать
автономно. Особенностью обработки на
ГАУ, является возможность изготовления
на одном или нескольких станках в любой
последовательности.
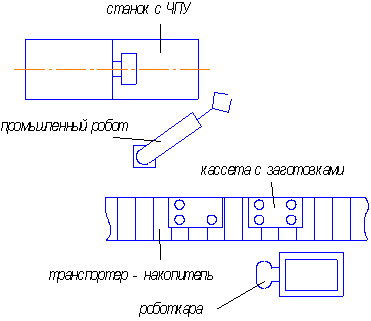
Рис. Схема ГПМ с промышленным роботом
и транспортером-накопителем.
Простейший ГАУ состоит из двух станков
типа многоцелевых, общего перегружателя
заготовок, закрепленных на паллетах. Каждый станок имеет свой комплект паллет
(до 15 шт. Заготовки загружаются на
паллеты чаще всего вручную. ГАУ такого
типа обеспечивает снижения затрат на
автоматизированные загрузочные
устройства. Применения в ГАУ станков
разного технологического назначения
позволяет обработать на участке детали
большой номенклатуры.
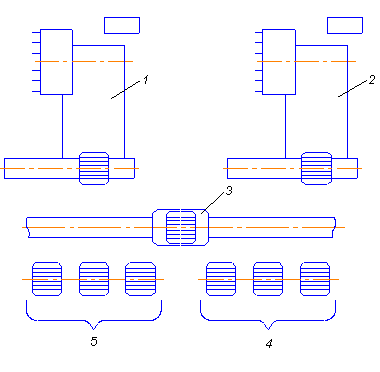
Рис. Схема ГАУ с одним комплектом
паллет:
1, 2 – станки с ЧПУ;
3 – рельсовая тележка (перегружатель
паллет);
4, 5 – стенды с паллетами, закрепленными
за каждым станком
На участке, показанном на рис. 7, объединены
устройства для смены паллет, применена
единая система автоматической смены
инструмента для нескольких (до четырех
станков). Инструмент меняется с помощью
специального промышленного робота. В
отличие от рассмотренного выше ГАУ,
здесь один комплект паллет используют
для нескольких станков. Это сокращает
затраты времени на перезакрепление
заготовки и повышает точность взаимного
расположения поверхностей, обработанных
на разных станках. Взаимозаменяемость
станков сокращает простои участка при
отказах какого-либо станка или
необходимости его ремонта.
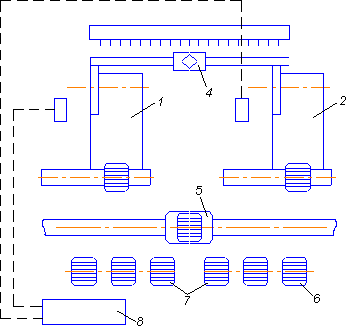
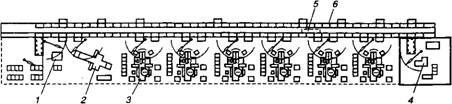
Рис. Гибкий автоматизированный участок
с двумя модулями и единым автоматизированным
загрузочным устройством смены паллет
и инструмента: 1 и 2- станки с ЧПУ, 3-
накопитель инструмента, 4- промышленный
робот смены инструмента, 5- рельсовая
тележка- перегружатель паллет, 6- паллеты
для любого станка участка, 7-позиции
загрузки- разгрузки паллет, 8- АСУ
распределения загрузки.
Гибкий автоматизированный участок с
двумя модулями и единым автоматизированным
загрузочным устройством смены паллет
и инструмента, показан на рис.
ГАУ классифицируют по технологическому
назначению и компоновке.
По технологическому
назначению ГАУ из
станков с ЧПУ подразделяют на три
группы:
1)
для обработки заготовок тел вращения
(фланцы, втулки, валы и т
2)
для обработки заготовок корпусов
(основания, станины и т
3)
для
обработки плоских заготовок (панели,
крышки, планки и т.
По компоновке
различают ГАУ:
1)
с линейной одно или многорядной
компоновкой (станки расположены в один
или несколько рядов, а транспортно-накопительные
системы параллельно им);
2)
с круговой компоновкой (станки расположены
вокруг центрального склада накопителя);
3) с модульным
принципом компоновки.
В последнем случае ГАУ
комплектуется из отдельных унифицированных
производственных единиц — модулей, в
которые входят однотипные станки и
комплектующие оборудование (УЧПУ,
транспортно-загрузочные и накопительные
устройства, электро — и гидроприводы).
Участок АСК-10 (рис. 9) комплектуется
многоцелевыми станками МА6907ПМФ4,
автоматизированным складом 6 с
автоматизированным краном-оператором
5, участками наладки инструмента и сборки
приспособлений и системой централизованного
управления, обеспечивающей планирование,
диспетчирование, подготовку, контроль
и хранение управляющих программ и их
оперативную корректировку. На участке
расположена координатно-разметочная
машина 1 с цифровой индикацией для
контроля заготовок и предварительных
разметочных операций. На станке 2
подготовляют технологические базы для
дальнейшей обработки. Выходной контроль
деталей проводится на контрольно-измерительной
машине 4 с ЧПУ. В автоматическом режиме
по программе могут быть проверены
диаметры, геометрия и отклонения от
соосности отверстий, межосевые расстояния
и т. Данные измерений анализируются
в управляющей автоматизированной
системе.
В состав участка входят шесть многоцелевых
станков МА6907ПМФ4 с магазином на 36
инструментов. Крестовый и поворотный
столы, горизонтально расположенный
шпиндель обеспечивают обработку
заготовки без переустановки с трех-четырех
сторон. В станке применены регулируемые
тиристорные электродвигатели в приводах
главного движения и подач, точные пары
винт-гайка качения, направляющие качения
на подвижных механизмах. Обеспечивается
стабильность положения инструмента
при его смене в пределах 0,003. 0,005 мм.
Инструментальное отделение позволяет
хранить, комплектовать и налаживать на
размер 190 наименований режущего
инструмента и 90 наименований
вспомогательного. Для сборки и наладки
комплекта инструментов для одного
магазина затрачивается в среднем 60. 70 мин.
Участок комплектации приспособлений
позволяет из элементов универсально-сборной
оснастки (УСО) собрать 400 типов
приспособлений. Для закрепления заготовок
используются унифицированные стальные
плиты-спутники, на которых и монтируют
элементы УСО.
Транспортно-складская система служит
для создания задела заготовок,
полуфабрикатов и готовых деталей, что
обеспечивает оптимальную загрузку
станков, позволяет автоматизировать
межоперационные транспортные и
погрузочно-разгрузочные работы,
обеспечивает подачу заготовки на станок. Заготовки и детали хранятся в двухъярусном,
двухрядном ячеистом складе. По команде
с диспетчерского пульта кран-оператор
подается к роликовым конвейерным
станциям, расположенным в зоне загрузки
станков. Оператор с помощью крана-манипулятора
устанавливает заготовку в приспособлении
на столе-спутнике. После обработки от
программы происходит разжим спутника
с заготовкой, удаление его манипулятором
из рабочей зоны в позицию ожидания,
который затем подает новый спутник с
заготовкой на обработку. Затем спутник
автоматически базируется и закрепляется,
от программы начинается обработка новой
заготовки. Система управления осуществляет:
оперативное управление станками,
манипуляторами для подачи спутников;
технологическую подготовку производства,
включая подготовку программ и их
редактирование на рабочем месте;
автоматическое оперативно-календарное
планирование, учет хода производства. Каждый агрегат участка может управляться
от индивидуального устройства управления
или центрального сервера предприятия.
Гибкая автоматизированная линия (ГАЛ),
состоящая из нескольких ГПМ с единым
устройством загрузки и транспортирования
заготовок, с последовательным выполнением
операций, представлена на рис.
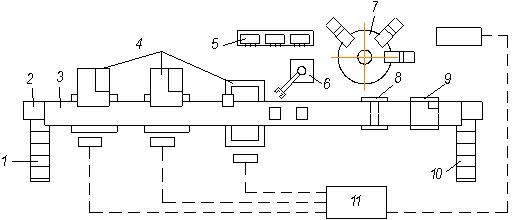
Рис. Схема ГАЛ:
1 — конвейер подачи заготовок на линию,
2 — автоматический загружатель заготовок,
3 — шаговый транспортер, 4 — станки с ЧПУ,
5 — накопитель шпиндельных головок,
6- промышленный робот,
7 — станок с ЧПУ, имеющий многошпиндельные
головки,
8 — установка для удаления стружки и
мойки деталей,
9 — контрольно-измерительная машина,
10 — конвейер с обработанными деталями,
11 — ЭВМ линии.
Группы деталей обрабатывают в принятой
последовательности по фиксированному
программой циклу. Для повышения
производительности в ГАЛ используют
станки с многошпиндельными головками. Такая линия имеет более высокую
производительность.
На гибкой автоматизированной линии с
жестким конвейером подачи заготовок
обработка производится последовательно
на каждом или нескольких рабочих местах. На ГАЛ обрабатываются, как правило,
детали с общими технологическими
признаками. В основе организации
производства лежит групповой
технологический процесс — технологический
процесс изготовления группы изделий с
разными конструктивными, но общими
технологическими признаками. ГАЛ обычно
используют для ограниченной номенклатуры
деталей с годовым выпуском несколько
десятков тысяч в год. Гибкость ГАЛ
определяется типом используемого
оборудования.
Процедура планировки участкаПланирование – сложная процедура. Чтобы сделать эту работу качественно, необходимо знать некоторые тонкости. Создавая план разбивки территории, следует учитывать:
- Тип рельефа. Нередко участки располагаются на гористых, холмистых территориях. Тогда учитывается размещение дома и прочих объектов, инженерных коммуникаций, посадка деревьев.
- Форму надела. Территория бывает прямоугольной или квадратной. Многие участки закругленные, Г-образные.
- Вид почвы. Грунт бывает песчаным, тяжелым глинистым, а также легким, плодородным, среднесуглинистым. Если почва в месте, определенном под сад, бедная, растения будут ощущать дискомфорт, поэтому об обильном урожае можно забыть. Поможет лишь использование качественного чернозема, постоянная подкормка, или смена места, запланированного под сад.
- Присутствие природных водоемов и высота стояния грунтовых вод. Иногда нужны эффективные дренажи.


Варианты форм участкаПрямоугольный участок —стандартный вариант. Главное достоинство – это возможность для бесконечных вариаций зонирования территории, с соблюдением правил симметрии и геометрии;

Круглый участок —достаточно редкая и проблематичная форма для проектирования. Без помощи грамотных специалистов Вам не справиться с проектом.

Вытянутый в длину участок. Сначала может показаться, что такая территория неудобна, и здесь мало места для расположения всех запланированных объектов. Но, грамотное зонирование и зеленых насаждений и построек исправит ситуацию;

Г-образная территория. Данная форма идеально подходит для расположения бани с зоной отдыха, или детской игровой площадки с бассейном. Определение необходимых зонЧтобы пространство было функциональным, создают зоны:
- Жилая. Она состоит из дома, гаража, беседки, террасы.
- Хозяйственная. Тут размещают сарай, где хранят инвентарь и инструменты.
- Область для отдыха. Эта территория свободная, на ней может располагаться мангал, беседка, игровая площадка. Допускается размещение небольшого бассейна.
- Садовая. По желанию размещают огород, но следует помнить о его природной освещенности (вокруг него не должно быть высоких деревьев).

Важно: хозяйственную зону располагают в самой отдаленной части двора
В садовой части могут располагаться оригинальные клумбы и изгороди. Отлично выглядят вьющиеся насаждения, которые являются частью декора. Планировка дачного участка 10 соток определяется его формой. Правильное нахождение на территории всех нужных элементов делает ее аккуратной и удобной.

Проектирование широких и узких участковКак правило, с составлением плана широкой просторной территории проблем не возникает. Основной принцип: на широком участке жилое здание строится ближе к улице.

Данный прием позволяет рационально и экономично использовать территорию для расположения зелёных насаждения и вспомогательных построек.

Другое дело – узкая и вытянутая территория. Здание здесь строят маленькое, желательно вытянутой формы.

Постройку располагают в середине участка, желательно по-диагонали, чтобы не затенять зелёные насаждения. Если Вы выберете здание необычной геометрической конфигурации, то данный прием также сэкономит свободное пространство.

Примеры удачного планирования участкаПроект неправильных форм – растянутых и узких территорий – самый сложный. Есть несколько удачных планировок, с помощью которых территория будет выглядеть привлекательно. ПрямоугольныйТерриторию предпочтительнее поделить пополам или с помощью изгороди. В затемненной части ставят скамьи или беседки. Для украшения подходят четкие детали. Ими служат округленные грядки, овального вида дорожки или квадратная игровая территория.

КруглыйТакая территория не имеет острых углов. Планировка делится на 3 этапа:
- Создание въездной площадки. На ней будет размещаться гараж, парковка.
- Организация прогулочных аллей.
- Маскировка хозяйственных построек с помощью прекрасных изгородей или специальных ширм.
Чтобы разделить зоны, применяют вертикальный тип озеленения, высокие кусты, деревья. Дорожки располагают от дома к саду и беседке.

КвадратныйПланировка земельного владения заключается в использовании разных стилей и тонкостей. Площадь может иметь и пейзажный стиль. С его учетом постройки размещаются по углам, а сад – посередине.

ТреугольныйДорожки могут находиться напротив границ. Красиво выглядят рельефные аллеи. В центре может находиться дом, а в углах – другие объекты.

Расположение построек и объектовПланировка территории участка должен быть составлен с учетом норм СНиП 30-02-9. Документ регламентирует минимальные расстояния для размещения объектов на территории участка. Детская и спортивная площадки устраиваются в зоне видимости взрослых. Примеры минимально допустимых расстояний изображены на рисунке.

Помимо этого, существует ряд рекомендаций, выполнение которых увеличивает комфорт проживания. При грамотной планировке участка 10 соток с домом, баней и гаражом, останется достаточно места для устройства зоны отдыха и сада. Место под домЖилое здание в планировке должно занимать не более 10% от всей площади. Таким образом, загородный дом на владениях в 10 соток не должен иметь размер более 100 м кв. Коттедж желательно располагать вдоль границ территории для простого доступа к нему техники, организации дополнительных пристроек в будущем. Необходимо позаботиться о том, чтобы тень от дома не падала на огород. Лучшим расположением постройки будет северо-западный край территории или северо-восток. Вам будет интересно: Нюансы укладки тротуарной плиткиПод сарайСарай для хранения садового инструмента в планировке участка 10 соток размещают вблизи огорода. Постройки для содержания живности по нормам СНиП должны быть удалены от дома на 15 метров. Желательно скрыть хозяйственные объекты из зоны видимости владельцев. Сарай можно располагать на одной из краев участка, но не ближе 1 метра к забору. Парковка или гаражДля экономии площади возможно объединение жилого дома с гаражом. Наиболее удачная планировка – размещение одного из торцов здания на границе территории, примыкающей к дороге. Для дачи достаточно устройства места для парковки с навесом. Минимальные размеры стоянки для одного автомобиля – 2х4,4 м. Расстояния от гаража до других объектов на территории участка: 1м – до забора, 3 м – до жилого дома. Зона отдыхаПри отсутствии огорода, большую территорию благоустраивают для отдыха. Планировка площадок и их расположение будет зависеть от предпочтений владельца. Зонирование участка 10 соток делают с учетом следующих рекомендаций:
- Нельзя допускать, чтобы солнце светило в глаза находящимся на площадке людям.
- Терраса должна иметь защиту от ветра с севера.
- Беседки следует проектировать в скрытом от посторонних глаз месте.
В случае если зона отдыха открыта на обозрение соседям, ее можно спрятать за хозяйственными сооружениями, элементами декора, садовыми изгородями. В планировку территории включают:
- Двор-патио, вымощенный брусчаткой или плиткой, с организацией небольшого прудика и мебелью для сада.
- Террасу для барбекю с мангалом, столом и стульями.
- Фонтан с площадкой для отдыха – лавочками, клумбами, статуэтками.
- Беседку со скамьями, фонарями и мангалом, с видом на участок или в сторону сада.
- Бассейн с шезлонгами.
- Спортивную площадку с турниками.
На фото пример удачной организации беседки и террасы для барбекю за живой изгородью.

Рабочее местоПри планировке следует учесть, что множество растений любят солнечный свет и не смогут выжить в тени от зданий. Грядки могут быть расположены как горизонтально, так и вертикально – в специальных ящиках на опорах. Интересный вариант организации места для роста вьющихся культур – круглые грядки с каркасом в форме пирамиды. Растения будут оплетать опору, оставляя больше пространства для декора. Для удобства распланируйте поблизости с огородом кладовые для хранения инвентаря. Начинаем планировкуСначала создают чертеж плана участка. Желательно делать это на миллиметровой бумаге. Единица масштаба выбирается произвольно, нужно лишь, чтобы самому человеку было удобно выполнять пересчет на настоящие цифры. На плане большого масштаба прочерчивают все до мелких подробностей. Миллиметровая бумага должна иметь масштаб 1:100. На ней фиксируются очертания владения. Исходный план предоставляется на основе запроса из БТИ. Сначала на схеме указывают дом. Если происходит строительство, окна гостиной, детской и спален должны выходить на южную или юго-восточную часть. Вход будет с подветренного участка. Если отсутствует гараж, то строят парковку.

Затем располагают остальные объекты и территории для отдыха. В плане должны отображаться даже деревья и кусты. Объекты объединяют тропинками. Важно, чтобы основная дорога к дому была шириной не меньше 2 метров, а прогулочные аллеи и остальные тропы – 1. На этой зарисовке должно фиксироваться все. Если там будет дом, то обозначают вход. Еще указываются хозяйственные здания. Необходимо разбить сетку аллей и дорожек, фиксируют ограждение территориального периметра. Если на земле будут расти овощи, то нужно полагаться и на розу ветров при определении места для посадки. Благодаря этому будет богатый урожай. Еще нужны зоны инсоляции. Для их поиска в проекте указывают затененные углы, это видно в 8 часов утра. Выполняется это штриховкой. Направление штриховки постоянно изменяется. Более густая тень находится на пересечении штриховок. В участках умеренного затенения будут штрихи 2 типов. Солнечные места оставляют без пометок. Работа сложная, но важная.

Дизайн и декор загородного участка: свежие идеи и практические советыНеобходимо составить дизайн территории. Для этого создают схему посадки деревьев и кустарников. Но нужно будет подбирать растения и знакомиться с их свойствами. В качестве фона для цветов и насаждений может быть газон и площадь мелких камней. Трава может быть искусственная – тогда стелют пластиковый ковер с ворсом. Красиво выглядят бруски из дерева, бревна, камни-валуны.

Клумбы и изгородиЧасто для украшения сада используется туя, можжевельник, кипарис, тис. Благодаря растениям получается великолепный забор. Форма может быть разной – кубической, сферической и волнообразной. Красивый вид имеют лиственные деревья. Оригинально смотрятся цветущие кусты. Растениям требуется большая площадь по сравнению с хвойными насаждениями. Украсить ландшафт можно спиреей, боярышником, смородиной. Клумбы следует отгородить от земельного владения с помощью забора. В них может расти 2-8 типов цветов. Нужно помнить, что из-за одних растений могут гибнуть другие. Выбирают цветочки для клумбы так, чтобы они цвели поочередно в течение всего теплого периода. Чтобы создать красивый цветник, нужно создать специальную схему. Использование клумб делает дизайн пространства ярким. Для цветников могут применяться горшки и ящики на опорах. ВодоемыПруды следует размещать дальше от деревьев. Создать водоем получится благодаря заготовке из пластмассы. Его размеры могут отличаться, все определяется планировкой.

Беседка или террасаБеседку строят дальше от границ земельного владения. Ее надо маскировать от глаз других людей. Вход желательно сделать с запада. Террасу можно разместить около дома или немного дальше. Под нее требуется фундамент. Террасу желательно установить в участке, не затрагиваемом ветром и солнцем. Подходящая площадь – 3,5 м. на 1 человека.

НасажденияРазместить деревья и кусты лучше параллельно границам. Это лучший способ озеленения. Во время посадки деревьев в линию устанавливают ровные тропинки. Но из-за сильно заметных линий визуально уменьшается пространство.

При необходимости огорода учитываются общие принципы посадки растений. Если они имеют повышенную урожайность, их размещают у края на северной или северо-западной части. Линии высоких деревьев должны располагаться с севера на юг. Под ними сажают небольшие кусты. Около дома, беседок и террас сажают много цветов. Затем нужно разместить гравийную дорожку. Украшения территории не будут лишним, ведь с их помощью участок будет иметь привлекательный вид.

В этой статье мы разберем что называется рабочим местом фрезеровщика, его организация и типовое оснащение. Для начала некоторая информация о фрезерных станках.
Фрезерные станки общего назначения делятся на вертикально-фрезерные, горизонтально-фрезерные (с неповоротным столом) и универсально-фрезерные (с поворотным столом). На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Стол с салазками консольно-фрезерных станков перемещается в трех направлениях: продольном, поперечном и вертикальном. Детали штампов и пресс-форм на консольно-фрезерных станках можно обрабатывать цилиндрическими, торцовыми, концевыми, дисковыми, угловыми, фасонными и другими фрезами.
На рис. 1, а изображен общий вид вертикально-фрезерного станка 6М12П. Включение вращения шпинделя 15 осуществляется с помощью кнопки, расположенной на левой стороне станины 1.
Переключение шпинделя на требуемую частоту вращения производят рукояткой 6, ориентируясь по стрелке указателя частоты вращения шпинделя. Направление вращения шпинделя изменяют переключателем 32. Шпиндель 15 смонтирован на поворотной головке 10 (рис. 1, б, в). Поворотная головка 10 представляет собой чугунный корпус с двумя Поперечными перегородками. В корпусе головки смонтирована гильза шпинделя 35, а в поперечных перегородках — подшипники предшпиндельного вала.

Рис. Вертикально-фрезерный станок 6М12П
Шпиндель установлен на роликовом подшипнике с конической внутренней обоймой и на двух шариковых радиально-упорных подшипниках, что обеспечивает высокую точность. Смазка подшипников шпинделя осуществляется от насоса коробки скоростей, уровень смазки контролируют через глазок 2. Гильзу шпинделя можно перемещать от руки с помощью маховичка 13 и выверять по нониусу 12 или индикатору, для чего на передней стороне головки имеется кронштейн для крепления. С левой стороны головки расположена рукоятка 14 зажима гильзы шпинделя 35. Головку можно поворачивать вправо и влево на угол 45°. Поворотная головка 10 закреплена на основании болтами. Для установки шпинделя в нулевое положение в корпусе головки предусмотрен конический фиксатор.
Коробка скоростей и коробка подач шпиндельной головки включаются кнопками 3, 4 и 5 или переключателем 32 (дублирующий).
Включение освещения станка (лампы 9) осуществляется кнопкой 8. Ручное перемещение стола 29 осуществляется с помощью рукоятки 26, переключение подач — с помощью грибка 24 и лимба переключения подач. Включение продольной подачи стола осуществляется рукояткой 17 или 28 (дублирующей). Включение вертикальной и поперечной подач стола производят рукояткой 25 или 30 (дублирующей). Для настройки станка на автоматические циклы перемещения стола используют упоры 16, а для быстрого перемещения стола в продольном, поперечном и вертикальном направлениях кнопки 3 или 21 (дублирующая). Ручное перемещение стола в продольном направлении осуществляется маховичком 19 или 31 (дублирующим), а в поперечном — маховичком 22; ручное вертикальное перемещение стола — рукояткой 23. Стол 29, смонтированный на салазках и консоли, перемещается вверх и вниз автоматически по трем цилиндрическим стойкам, а при необходимости его крепят рукояткой 27. При нажатии на кнопку 20, расположенную на передней части салазок 18, происходит отключение электродвигателя 7 от сети и остановка шпинделя. Пуск станка осуществляют переключателем 33, а включение насоса с охлаждающей жидкостью, проходящей по трубке 11, — переключателем 34. Для защиты от стружки поворотная головка вертикально-консольно-фрезерного станка имеет защитный экран, изготовленный из органического стекла (плексигласа) толщиной 6-8 мм.
Прежде чем приступить к работе, фрезеровщик обязан тщательно смазать трущиеся части салазок 1, стола 2, станины 3 и др. После чего жестко закрепить в шпинделе головки 4 фрезу 8. Затем слегка приподнять две рамки 6, шарнирно соединенные с экраном 7, и закрепить их с двух сторон винтами в таком положении, чтобы экран закрывал фрезу 8 (рис.

Рис. Поворотная головка вертикального консольно-фрезерного станка с защитным экраном
На фрезерном станке можно использовать другую конструкцию защитного экрана с магнитной подставкой (рис. Защитный экран 6 крепят к подставке 2 с помощью шарнирной вилки 4 и винта 3. В подставку вмонтирован постоянный оксидно-бариевый или литой магнит, обеспечивающий прижатие ее к столу 1 с силой 6 кгс. Экран на магнитной подставке можно установить в любом удобном месте стола при обработке детали 8, закрепленной в тисках 5.
Во избежание налипания мелкой стружки к магнитной подставке последнюю закрывают кожухом. В зависимости от размеров заготовок иногда ограждают всю поверхность стола для защиты рабочего от отлетающей стружки и брызг смазочно-охлаждающей жидкости.

Рис. Настольный защитный экран с магнитной подставкой
Рассмотрим некоторые горизонтально-фрезерные станки. В универсальных горизонтально-фрезерных станках рабочий стол, помимо перемещений, указанных в вертикально-фрезерных станках, может еще поворачиваться вокруг вертикальной оси на угол до 45° в обе стороны.
На рис. 4, а, б изображен универсальный фрезерный станок с накладной вертикальной головкой, установленной на передней части хобота станины 19. При работе на станке нужно в первую очередь включить кнопку 17 электролампы 3 освещения стола 12, если общее освещение недостаточно, и электродвигатель станка.
Затем с помощью рукоятки 15 переключения подач опускают стол 12 и устанавливают рукоятку 14 на холостой ход стола; после этого, вращая руками маховички 13 и 16, устанавливают стол в среднее положение. Вращая рукоятку 18, хобот 1 устанавливают в такое положение, чтобы он выходил за пределы стола. В шпиндель 11 конусом вставляют оправку с набором установочных колец 10 и фрезой 9, а другим концом в отверстие (с подшипником) подвески. Убедившись, что оправка с фрезой 9 точно установлена в шпинделе 11 и в подвеске 8, закрепляют рукоятками 2 хобот I и болтами подвеску 8. Затем к торцовой части хобота 1 прикладывают вертикальную головку 4 и закрепляют ее болтами с двух сторон. Слегка вращая маховичок 5, опускают шпиндель 6 вертикальной головки 4, вставляют в него концевую фрезу 7 и приступают к установке на стол 12 станка приспособлений или тисков с деталью.

Рис. Универсальный фрезерный станок с накладной вертикальное головкой
Для защиты от брызг смазочно-охлаждающей жидкости и стружки работающего за станком применяют защитные ограждения, при отсутствии которых работать на станке категорически запрещается. Для защиты глаз от ранений и ожогов горячей стружкой применяют различные защитные средства: защитные очки, индивидуальные Щитки, специальные кожуха, изолирующие работу фрез и др.
Крупногабаритные или тяжелые детали обрабатывают на вертикально-фрезерных станках с крестовым столом (бесконсольных), у которых стол расположен на неподвижной станине и может перемещаться в продольном и поперечном направлениях.
Станок (рис. 5) состоит из неподвижной станины 1, на которой смонтирован стол 4. С задней стороны станины имеется колонна 6 с направляющими, на передней части которых перемещается с помощью автоматического устройства или маховичка 9 шпиндельная головка 8 с электродвигателем 7. в шпинделе головки 8 установлена торцовая фрезерная головка 10, а сзади стола на станине — пульт управления 5 и электрошкаф 11. На передней части станины имеются два маховичка 2 и 3 для ручной подачи продольного и поперечного перемещения стола 4 и две рукоятки 12 для включения автоматической подачи стола и перемены скоростей.
На всех станках применена единая следящая система. В этой системе использован электроконтактный датчик, команды которого через реле поступает на электромагнитные муфты подач.

Широкое распространение получили копировально-фрезерные станки, консольно-фрезерные станки с программным управлением, которые выпускаются на базе универсально-фрезерных станков. На них обрабатывают детали сложной конфигурации, например штампы, пресс-формы, лопатки турбин, обычно концевыми фрезами.
В таких станках управление рабочими органами в процессе обработкі сложных сопряженных профилей деталей производится автоматически по заранее разработанной программе, без непосредственного участия рабочего. Переналадка станков для обработки другой детали сложна, поэтому их выгодно использовать лишь в мелкосерийном производстве. Программное управление позволяет автоматизировать процесс обработки детали, повысить производительность, культуру производства и качество обрабатываемых деталей. На рис. 6 изображен вертикально-фрезерный консольный станок 6Р13Ф3 с числовым программным управлением. Станок предназначен для обработки концевыми и радиусными фрезами деталей сложных профилей (штампы, пресс-формы, кулачки, копиры и др.
Обработка пространственно-сложных фасонных профилей поверхностей достигается сочетанием движения стола станка с обрабатываемой заготовкой в горизонтальной плоскости по двум координатам (X — в продольном, Ү — в поперечном направлениях) и вертикального перемещения 2 шпиндельной головки с режущими инструментами. Станок снабжен серийно выпускаемым устройством (пультом) ЧПУ типа 2ПТ-71/3.

Рис. Вертикально-фрезерный консольный станок 6Р13Ф3 с ЧПУ
Станок по внешнему виду напоминает универсальные вертикально фрезерные станки. Станок состоит из основания 1, на котором смонтирована колонна 15 и консоль 7 с салазками 3 и столом 4. Продольное перемещение стола 4 по оси Х осуществляется от редуктора 2, установленного на правом торце салазок 3, с помощью передачи винт-гайка качения. Поперечное перемещение салазок 3 со столом 4 по оси Y в пределах 200 мм осуществляется от редуктора б, смонтированного на верхней части консоли 7. Вертикальный подъем и опускание консоли и салазок со столом производится автоматически нажатием кнопки 8 и вручную рукояткой 5. Вертикальное перемещение шпиндельной головки 14 по оси 2 в пределах 150 мм осуществляется нажатием кнопок на электрощите 9 пульта управления станка или маховичком 16. На передней части шпиндельной головки 14, на боковых ее сторонах закреплены две стойки — с проушинами, в которые вставлены по две планки 11, шарнирно соединенные с защитным экраном. С левой стороны станка установлен шкаф 12, в котором находится пульт типа 2ПТ-71/3 с катушкой 13, а с правой стороны станка (сзади колонны) установлена тумбочка 20 с электродвигателем 19 и насосом 18 для подачи охлаждающей жидкости. Стол освещается лампой 17. Режущий инструмент (фреза) крепится в шпинделе 10 с помощью механизма зажима, вмонтированного в верхней части головки.
На рис. 7 изображен вертикально-фрезерный станок 6Р13 и с подъемно-установочным щитком, закрепленным на поворотной шпиндельной головке, смонтированной на колонне 6.
При подготовке станка к работе необходимо в первую очередь проверить автоматические устройства и числовое программное управление станка, затем на стол 1 станка укладывают заготовку 4 и закрепляют ее прижимами 3. После этого слегка отворачивают винты 9 и 12 и освобождают от зажима четыре квадратные металлические рейки 13 (кронштейны), шарнирно соединенные осями с проушинами пластин 16, закрепленных на щитке 2 экрана. Опускают щиток 2 на стол 1 в такое положение, чтобы экран 17 находился напротив обрабатываемой детали 4, и закрепляют щиток винтом 15. Затем вращая (от руки) лимб 7, по его шкале устанавливают скорость резания, после чего пальцем левой руки нажимают кнопку 8 системы управления станка и включают станок. Вращая рукой маховичок 14, опускают ползун 11 шпиндельной головки 10 с фрезой 5 и фрезеруют профиль детали 4.
В этом случае шаговые двигатели управляют лишь поворотами крановых золотников гидравлических усилителей, которые приводят во вращение ходовые винты, перемещающие продольные и поперечные салазки, и шпиндельную головку станка.

Рис. Вертикально фрезерный станок 6Р13 с подъемно-установочным щитком
Организация рабочего места фрезеровщика
Рациональная планировка фрезерного участка и правильная организация рабочего места фрезеровщика, постоянное поддержание его в должном порядке, обеспечение необходимым инструментом и приспособлениями составляет характерную особенность передовых методов работы.
На рис. 8 показана типовая планировка и оснащение рабочего места фрезеровщика инструментального цеха. С правой стороны между двух окон на определенном расстоянии от них установлен фрезерный станок (рис. 8, а) так, чтобы естественный свет, поступающий из окон, падал на обрабатываемую заготовку. Под ногами фрезеровщика имеется сборная решетчатая подставка (рис. Пластинки 1 подставки изготовлены из цветной пластмассы и собраны в звенья на резьбовых металлических прутках 2. Между каждой пластинкой на прутке надеты пластмассовые втулки 3.

Рис. Схема и интерьер рабочего места фрезеровщика: а — вертикально-фрезерные станок; б — подставка для ног; в — тумбочка для хранения инструмента; г — подъемно-поворотный стул; д — транспортная тележка; е — передвижной стол — стеллаж для хранения крепежного инструмента
Пластинки размером 1xHxh прессуют в пресс-форме из цветных отходов пресс-порошка. Габаритные размеры Подставки (LxL1) выбирают в зависимости от длины станков. Подставка очень удобна в эксплуатации, легко сворачивается при уборке стружки около станка.
С правой стороны, согласно схеме рабочего места фрезеровщика, установлена тумбочка 1 (см. рис. 8, в) с набором инструмента 4 и приспособлений. В нижней части тумбочки имеется выдвижной ящик 3 и две дверки 2. С внутренней стороны дверок закреплены алюминиевые гофрированные пластинки в виде гнезд, в которых хранят шабера и напильники. Верхняя часть тумбочки также закрывается сетчатыми дверцами 5. На левой дверце с внутренней ее стороны закреплен ящик 9 для хранения документации. На каркасе тумбочки сзади закреплено приспособление с подъемно-выдвигающимися трубками 7 и прищепками 8 для крепления на них рабочих чертежей 6.

Рис. Подставка для ног фрезеровщика
Для кратковременного отдыха рабочее место фрезеровщика оборудовано подъемно-поворотный стулом (рис. 10). Стул имеет цельнометаллическую алюминиевую четырехопорную ножку с цилиндрическим выступом, в котором нарезана двухзаходная трапецеидальная резьба, в которую ввернут винт 2. Винт, в свою очередь, приварен к металлической пластине 3 (сиденью). На металлической пластине уложены фанерные и поролоновые листы, которые обшиты искусственной кожей 4. Снизу у сиденья стула, в центре металлической пластины имеется паз, по которому перемещается стойка 8 спинки стула. Стойку стула можно закреплять гайкой-барашком 9. По стойке 8 перемещается вверх — вниз хомутик 6 и закрепляется гайкой-барашком 7. Хомутик прикреплен к спинке стула 5.

Рис. Подъемно-поворотный стул фрезеровщика
Для удобства транспортировки заготовок или изделий в таре 5 на рабочем месте фрезеровщика имеется трехколесная тележка (см. рис. 8, д). Рама 1 тележки сварная из стального уголка 36 х 36 мм, а платформа покрыта листовой сталью. В нижней части поворотной вилки 3 установлено одно резиновое колесо 2, а сзади тележки — два колесика 4. Для удобства транспортировки на передней части рамы приварена трубчатая ручка 6.
С левой стороны параллельно станку установлен передвижной стол 1 (см. рис. 8, е) на четырех колесиках 2, предназначенный для укладки на него тары 3 с заготовками или готовыми изделиями.
Слева от станка, около окна, установлен металлический стеллаж 1 (см. рис. 8, ж) с четырьмя полочками и щитками 2. На двух верхних полочках укладывают мелкий инструмент 4. На третьей полочке слева имеется металлический ящик, предназначенный для хранения тары и масленок 6 со смазывающей жидкостью; ящик плотно закрывается дверками 5. Справа на полочке хранятся призмы и параллели. На нижней полочке размещают тяжелые приспособления, делительные фрезерные головки, поворотные столики и др.
На рис. 11 показана настольная трехступенчатая пустотелая стойка 1 (коробка). На каждой ступеньке имеются симметрично расположенные отверстия 2, в которые вставляют цанги 3 и оправки 6 с фрезами 4 и сверлами 5. Стойку прессуют из отходов пресс-порошка. Ступеньки у стойки должны быть выполнены под углом α1 в размер h1, h2, и һ3, а размеры L2, L3, L4, L5 и L6 между отверстиями стойки должны быть выполнены симметрично на ступеньках всех стоек, чтобы было удобно брать руками цанги. Боковые стороны стойки наклонены под углом α=1÷2°.

Рис. Стойка для установки цанг на рабочем месте фрезеровщика
На рис. 12 показана другая конструкция настольной пластмассовой коробки 1 с четырьмя гнездами, предназначенными для установки стаканчиков 3 со смазывающей жидкостью. В желобе коробки расположена кисть 4. Наружные размеры L, L1 и h коробки выполнены на конус под углом а = 1÷2°. Расстояние между центрами гнезд L3, L4, L5, и L6 выполняют по диаметру стаканчика. Стаканчик 3 имеет резьбу и геометрически закрывают крышкой 2 с резьбой.

Рис. Тара для хранения смазочных материалов на рабочем месте фрезеровщика
Для удобства транспортировки заготовок штампов и пресс-форм массой до 150 кг на рабочее место фрезеровщика применяют транспортную трехколесную гидравлическую тележку (рис. 13) с подъемной рольганговой платформой.
Нижняя рама 4 тележки и стойки 7, 8 — сварные. По внутренним обработанным квадратным отверстиям стойки 7 перемещается подвижная стойка 8. При нажатии ногой педали 6 шток 9 с помощью поршневого цилиндра 12 поднимает или опускает ползун, а цепи Галя 10, закрепленные на неподвижной стойке 7, проходя через проушины 11 подвижной стойки 8, поднимают или опускают платформу 1. Рама платформы сварная. В раме платформы 1 установлены катки 13 (рольганг), которые создают удобство при укладке и снятии деталей. В вилкообразных проушинах рамки 4 и в поворотной вилке 3 установлены резиновые колесики 2. Для удобства передвижения тележки с грузом имеется ручка 5.

Рис. Подъемно транспортная тележка
Электроснабжение рабочего места фрезеровщика
Современные промышленные предприятия для электроснабжения рабочих мест получают электрическую энергию от распределительных устройств крупных электростанций различных типов, основными из которых являются ТЭЦ и ГЭС.
По кабельным и воздушным линиям электропередач электроэнергия транспортируется на районные, а затем на трансформаторные подстанции промышленных предприятий, а от них с напряжением, близким к электроустановкам потребителя, на главные цеховые распределительные пункты. Отсюда через силовые кабели и шинопроводы, совмещающие в себе функции питающей магистрали, осуществляется снабжение электроэнергией металлорежущих станков.
Алюминиевые шинопроводы 8 (рис. 14) прокладывают вдоль линии цехового оборудования. Они смонтированы в сборные шины 7 с распределительными устройствами 3 и 5. Напряжение на шинопроводы подается посредством кабелей, смонтированных в стальных трубах 2, через коробку 1.
От распределительных устройств шинопроводов через провода, уложенные в стальной трубе или в гибком металлорукаве 4 и 6, подключаются электродвигатели цехового оборудования в любом месте цеха. Питание электродвигателей от шинопроводов очень удобно, особенно когда возникает необходимость в переустановке оборудования, вызванной изменением технологического процесса. На станке или внутри него для предохранения проводки от воздействия внешней среды или механических повреждений ее укладывают в стальных трубах или гибких металлорукавах.

Рис. Шинная сборка
Стальные трубы применяются для электропроводки, прокладываемой между неподвижными узлами электрооборудования. Металлорукав представляет собой гибкую трубу, изготовленную из тонкой профильной ленты, свитой спиралью. Его применяют в тех случаях, когда на трассе электропроводки встречается много изгибов или отдельные узлы станка с электрооборудованием имеют относительную подвижность.
Производственные площади металлообрабатывающих цехов, рабочие места фрезеровщиков должны освещаться. Существует три системы освещения:
- общая;
- местная;
- комбинированная.
При общем освещении освещается равномерно вся площадь производственного участка при помощи ламп накаливания или люминесцентных ламп.
Местное освещение применяется для освещения определенного рабочего места у фрезерного станка. Питание ламп накаливания производится от электросети силовой установки через понижающий трансформатор напряжением 36 В.
Комбинированное освещение — это сочетание общего и местного освещений. Оно используется в производственных цехах, когда общее освещение обеспечивает необходимую освещенность всех площадей, а местное — определенного рабочего места.
Сокращение времени на обслуживание рабочего места фрезеровщика
На рабочем месте фрезеровщика находятся станок, инструментальный шкафчик, заготовки, готовые детали, станочные приспособления и добавочные устройства к станку (делительная головка, поворотный круглый стол и тд.
Распланировка на рабочем месте в должном порядке всего того, что требуется для работы поможет ответить на вопрос — как сократить время фрезерования, а это очень важное условие поднятия производительности и обеспечения условий безопасности работы.
На рис. 15 изображено рабочее место фрезеровщика, при планировке которого надо руководствоваться следующими правилами.
- Все должно быть сосредоточено вокруг рабочего места фрезеровщика на возможно близком расстоянии и не мешать его свободным движениям.
- Все, что во время работы употребляется часто, располагать ближе. Все, что употребляется редко, укладывать дальше.
- Укладывать предметы необходимо таким образом, чтобы место их расположения соответствовало естественным движениям рук рабочего. Например, предметы, которые берут левой рукой, должны быть уложены слева. Если какой-нибудь предмет трудно поднять одной рукой, то надо его положить так, чтобы можно было удобно взять его обеими руками.
- Предметы, требующие осторожного обращения, должны быть положены выше предметов, требующих менее осторожного обращения.
- Чертежи, операционные карты, рабочие наряды должны быть расположены так, чтобы ими было удобно пользоваться.
- Заготовки и готовые детали не должны загромождать рабочее место фрезеровщика и должны быть расположены таким образом, чтобы направление всех движений рабочего совпадало с направлением производственного потока. Это особенно важно для крупных деталей. Мелкие детали и заготовки, обрабатываемые в больших количествах, надо хранить в ящиках, расположенных у станка на уровне рук рабочего. Для складывания готовых деталей надо иметь второй такой же ящик также вблизи рабочего места.
- Общее расположение всех предметов должно быть таким, Чтобы рабочему не приходилось постоянно нагибаться или занимать неудобные положения в то время, как он берет или укладывает тот или иной предмет.
Инструменты, приспособления и документация должны храниться в инструментальном шкафчике. На рис. 15 показан такой шкафчик (справа от станка), в котором необходимо поддерживать строгий порядок и для каждого предмета установить определенное место. Рабочий запоминает места хранения и этим экономит минуты, затрачиваемые на отыскание нужных инструментов.
При укладке режущих инструментов в шкафчик надо следить, чтобы режущие кромки не получили забоин от каких-либо металлических изделий. С большим вниманием следует относиться к хранению измерительного инструмента.
Кроме организационных мероприятий, на снижение времени по обслуживанию станка влияют технические средства, например, устройство рациональных подъемно-транспортных устройств, весьма нужных при установке громоздких деталей и для смены инструментов (фрезерных головок и наборов фрез), облегченная конструкция серьги (кронштейна хобота), централизованная смазка, автоматические устройства для отвода стружки, подводка сжатого воздуха для сдувания стружки и т.

Рис. Планировка рабочего места фрезеровщика: 1 — ящик для деталей; 2 — ящик для заготовок; 3 — станок; 4 — лампа местного освещения; 5 — инструкция по технике безопасности; 6 — защитный экран освещения; 7 — пюпитр для чертежей и технической документации; 8 — инструментальный шкафчик; 9 — подмостки; 10 — тележка с подъемной платформой
Механообрабатывающее производство
Механическая обработка — это обработка заготовок из различных материалов при помощи механического воздействия. Воздействие это может быть различной природы, но цель всегда одна: создание изделия или заготовки по формам и размерам для последующих технологических операций с ним.
АО Завод имени А. Кулакова
Механообрабатывающее производство представляет собой комплекс технологических участков, планировка которых должна отвечать требованиям групповой технологии механообработки. Технологические участки формируются по видам оборудования с учетом многостаночного обслуживания автоматического и полуавтоматического оборудования. Подключение станков с ЧПУ в автоматизированную систему управления технологическими процессами (АСУТП) создает условия для организации групповых методов производства деталей арматуры с применением групповых средств технологического оснащения. Для финишных операций используется специальное и специализированное оборудование.
Технология механообрабатывающего производства арматуры основана на группировании деталей по конструкторско-технологическим признакам и разработке групповой технологии на детали, имеющие конструкторско-технологическое подобие. При общем соблюдении принципа групповой технологии производится разработка индивидуальных комплектов технологических документов с использованием средств автоматизированной системы технологической подготовки производства (АСТПП) и использованием аналогов (в первую очередь освоенных в производстве).
Механообрабатывающее производство АО Завод имени А. Кулакова
1 Токарная обработка металлических материалов на станках с ЧПУ и обрабатывающих токарно-фрезерных центрах с ЧПУ с противошпинделем.
Оборудование для токарной обработки металлических материалов на станках с ЧПУ
2 Группа универсальных токарно-винторезных станков для обработки металлических и неметаллических материалов.
Детали типа «Тело вращения»
3 Фрезерная обработка металлических материалов на станках с ЧПУ и обрабатывающих фрезерных центрах с ЧПУ. Имеется горизонтальная поворотная ось (4-ось) с задней бабкой.
Допустимые размеры зоны обработки при 3-х осевой обработке
Допустимые размеры заготовки при 4-х осевой обработке
Оборудование для фрезерной обработки металлических материалов на станках
4 Фрезерная обработка цветных металлов на высокоскоростном гравировально-фрезерном станке с ЧПУ. Имеется горизонтальная поворотная ось (4-ось) с задней бабкой.
Высокоскоростная обработка деталей различных конфигураций и форм.
Допустимая зона 3-x осевой обработки при высоте детали не более 190 мм
Фрезерная обработка металлов

5 Группа универсальных фрезерных станков для обработки металлических и неметаллических материалов.
Плоские детали с обработкой по плоскостям и контуру, окон, отверстий
6 Горизонтально-расточной станок с ЧПУ для комплексной обработки сложных корпусных деталей из черных и цветных металлов.
Допустимая зона обработки по осям
Горизонтальный-расточный станок с ЧПУ

7 Обработка деталей на электроэрозионных проволочно-вырезных станках с ЧПУ с возможностью изменения угла наклона проволоки.
Максимальные размеры заготовки
8 Плоскошлифовальная обработка.
9 Шлифовальная обработка на круглошлифовальном станке с ЧПУ
Круглошлифовальный станк с ЧПУ

Круглая шлифовка на универсальном круглошлифовальном станке
Проведение измерений деталей, состоящих как из стандартных геометрических элементов, так и из сложных поверхностей и профилей, на координатно-измерительной машине портального типа.
Диапазон перемещений по осям
Параметры точности: Погрешность, мкм: не более ±1,5+L/333,
где L – измеряемая длина в мм.
Координатно-измерительная машина

 +Отзывы")




