
Участок механического цеха — участок или производственное подразделение, обеспечивающее выполнение программы выпуска одного или нескольких наименований деталей.
Рабочих оснащают рабочими местами.
Рабочие места — организационно и технически накопительными системами, средствами технического инструментального метрологического обслуживания, способа управления, организации охраны труда.
Состав рабочего места:
1 Основное оборудование
2 Производственный рабочий
3 Накопитель с заготовками
4 Средства автоматической загрузки и разгрузки оборудования.
5 Режущий контрольно-измерительный инструмент.
7 Средства технического обслуживания
8 Терминал автоматизированной системы управления.
При разработке планировки необходимо учитывать условие доступа крабочем местам, возможность доставки заготовки к станку, освещённости
Вентиляция, ремонт или замена оборудования, наличие проезда для пожарных машин, проход для быстрого вывода работников, способ удаления стружки рабочих мест.
На планировке следует указать Наружные и внутренние стены, окна, ворота, наружные и внутренне двери,оборудование с порядковой нумерацией, места для комплектования партий заготовок, место для готовой продукции, место для контроля, место для мастера.
Рабочие место оснащается:
— Тумбочка для хранения нарядов, чертежей инструментов
— Тумбочка или стеллаж для хранения технологической оснастки.
— Комплект приспособлений технологической оснастки оборудования.
— Комплект постоянно применяемых режущих и измерительных инструментов
— Решётка для ног.
Площадь цеха рассчитывается по формуле:
где Sраб от 3 до 5 м2 на 1 рабочего
Sстил = 0. 5 м2 на 1 рабочего
Sум на 15-20 человек 1 умывальник 1 м2
Sразд=0. 25м2на 1 человека

Объём цеха рассчитывается по формуле:
где h — высота цеха, м.
Sоб — площадь цеха, м2

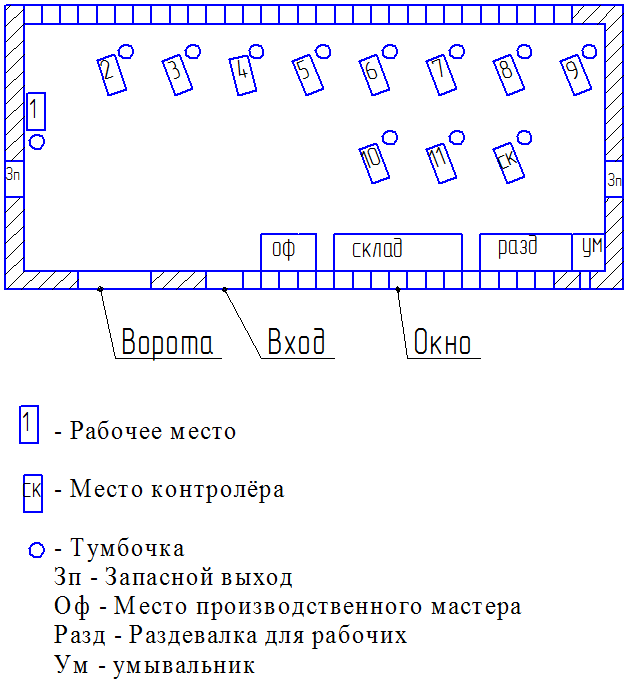
Рисунок 2 — План производственного цеха
Организация работы участка станков с ЧПУ (станки токарные, фрезерный). Обеспечивать ритмичность выполнения плановых заданий по участку. Выполнение плана производства в.
Образование оконченное Высшее, среднее профессиональное. Опыт работы на производстве в аналогичной должности от 2-х лет.
Обеспечение бесперебойной работы ремонтно- механического участка. Обеспечивает технически правильную эксплуатацию оборудования и других основных средств и выполнение графиков их ремонта.
Образование высшее профессиональное (техническое), средне профессиональное. Опыт по специальности на инженерно-технических должностях.
Обеспечение выполнения производственных заданий, поставленных перед участком. Выпуск и контроль продукции согласно установленным планам. Контроль соблюдения ТБ и ПБ.
Высшее техническое образование. Уверенное чтение машиностроительных чертежей. Опыт руководящей работы коллективом от 15 человек. Желательно знание прессово-заготовительного производства.
Организация производства работ участков по горизонтально-направленному бурению и горизонтально-шнековому бурению. Руководство бригадами. Взаимодействие с заказчиком. Обследование планируемых закрытых.
Опыт работы мастером или начальником участка ГНБ не менее 3 лет. Умение ставить задачи подчиненным. Уверенные навыки работы в программе.
Организация работы на строительной площадке. Руководство работой участка по механомонтажным работам (технологическое оборудование, трубопроводы, металлоконструкции). Обеспечение выполнения производственных заданий по.
Высшее профильное образование. Опыт работы по указанной должности от 3- 5 лет.
Организация и контроль выполнения работ на строительном участке. Руководство работой участка (общестроительные работы). Подготовка исполнительной и технической документации.
Высшее профильное образование. Чтение чертежей. Опыт работы от 3 лет (общестроительные работы: монолит).
Так, как в ходе
разработки технологического процесса удалось добиться организации массового
поточного производства, где штучное время на операциях примерно равно или
кратно такту выпуска детали, и деталь имеет незначительную длину для
межоперационной транспортировки целесообразно использовать ленточный
транспортер с отсекателями на каждой операции. Транспортер деталей располагаем позади
зоны обслуживания станков.
После окончания
механической обработки производится окончательный контроль размеров
контролерами ОТК, и детали отправляются в сборочное отделение участка.
Для уборки стружки на
территории участка предусмотрены стружкоуборочный транспортер.
3
Определение общей численности работающих участка
В работе участка принимают
участие основные рабочие, вспомогательные рабочие и служащие (мастера участка),
младший обслуживающий персонал (уборщики производственных помещений).
Потребное количество
основных рабочих в условиях массового частично автоматизированного производства
рассчитывается исходя из разработанной планировки участка по числу рабочих мест
с учетом сменности работы (в 2 смены).
Списочное количество основных рабочих
рассчитывается, как:
Рспис =
Рпотр/ Кнеяв
(3. 6),
где Рпотр — потребное
количество работающих,
Получаем Рспис=10/0,9 ≈12
Разряды основных рабочих
определяем исходя из конкретно проделываемой работы на каждой операции. Причем, чем выше сложность работы и больше необходимый навык, требующийся при
ее выполнении, тем выше должен быть разряд рабочего.
Таблица
3. 4- Численность основных рабочих по проектному варианту
Профессия
Количество рабочих, чел. Потреб-ное
Спи-сочное
Списочное по разрядам
3
4
5
6
1) Оператор фрез-центров. 2)Оператор ЧПУ3)Оператор шлицефрез. 4) Шлифовщик
2422
3522
12
232
2
Итого:
10
12
3
7
2
0
Численность вспомогательных
рабочих при проектируемом типе
Таблица 3. 5
— Численность основных рабочих по базовому варианту
Профессия
Количество рабочих, чел. Потреб-ное
Спи-сочное
Списочное по разрядам
3
4
5
6
1) Токарь2)Оператор ЧПУ 3) Фрезеровщик4) Шлифовщик
8244
9254
12
313
32
32
Итого:
18
20
3
7
5
5
В качестве
служащих за данным участком закрепляются старший мастер и сменные мастера. Для
данного количества работающих участка необходим старший мастер и два сменных
мастера.
Таблица 3. 6 — Численность вспомогательных рабочих
по базовому и проектируемому варианту
Профессия
Количество
рабочих, чел. Списо-чноеобщее
списочное по разрядам
3
4
5
6
1) Наладчик2)Слесарь ремонтник3) Электромонтер4) Контролер5) Транспортировщик
21122
2
1112
1
Итого:
8
2
0
2
1
- Расчет и проектирование участка механического цеха для изготовления детали «Опорного колеса»
- Еще чертежи и проекты по этой теме
- Задание на дипломную работу
- Введение
- Заключение
- Механообрабатывающее производство
- АО Завод имени А. Кулакова
- Механообрабатывающее производство АО Завод имени А. Кулакова
- Оборудование для токарной обработки металлических материалов на станках с ЧПУ
- Оборудование для фрезерной обработки металлических материалов на станках
- Разработка технологического процесса механической обработки детали
- Описание работы
Расчет и проектирование участка механического цеха для изготовления детали «Опорного колеса»
Альметьевский профессиональный колледж»
Специальность 15. 08 Технология машиностроения
Альметьевск, 2021Исходные данные — рабочий чертеж детали. Целью данного проекта является «Расчет и проектирование участка механического цеха для изготовления детали «Опора колеса» с учетом современного технологического оборудования для повышения производительности труда. Задачами данного проекта по проектированию производственного отделения на стадии технического проекта является:
— разработку технологии на обработку детали;
— определение количества оборудования по отделениям и цеху в целом и его загрузки;
— расчет количества работающих в цехе и на участках;
— выбор сетки колонн и высоты цеха с учетом подъемно-транспортных средств;
— определение площади отделений, участков и разработка компоновки цеха;
— определение площади всего корпуса, включая вспомогательные помещения. — расчет технико-экономических показателей проекта;
— разработка мероприятий по охране труда и технике безопасности. Введение
1. Технологическая часть. 1 Анализ или разработка служебного назначения и технические требования на деталь
1. 2 Обоснование и характеристика материала детали. 3 Выбор типа производства и программа выпуска. 4 Выбор исходной заготовки и метод ее получения. 5 Разработка (изменение) технологического процесса механической обработки детали
1. 6 Выбор оборудования. 7 Расчет и выбор режимов резания на 2 операции. 8 Расчет технической нормы времени на 2 операции. Расчетно-конструкторская часть. 1 Выбор и обоснование применяемых приспособлений. Расчет одного специального приспособления. 2 Выбор и обоснование применяемых режущих инструментов. Расчет одного специ-ального режущего инструмента. 3 Выбор и обоснование применяемых измерительных инструментов. Расчет специ-ального измерительного инструмента. 4 Выбор и обоснование металлорежущих станков, их характеристика. Технико-экономический анализ и организация участка. 1 Расчет технологической нормы времени и выработки. 2 Определение годовой трудоемкости работ. 3 Расчет количества необходимых станков. 4 Расчет количества рабочих. 5 Определение экономических затрат на изготовление (расчет стоимости основных фондов, материалов, энергии, заработной платы; схема цеховых расходов, затрат на про-изводство; калькуляция себестоимости продукции)
4. Охрана труда и окружающей среды. 1 Техника безопасности на рабочих местах. 2 Требования производственной санитарии на участке. 3 Требования к освещению, вентиляции. 4 Пожарная безопасность на участке. 5 Транспортирование заготовок на участок. Промышленная экология. Технико-экономические показатели и их анализ. Графическая часть. 1 Рабочий чертеж детали. 2 Чертеж специального приспособления. 3 Чертежи режущего и измерительного инструмента. 4 Планировка оборудования и рабочих мест на проектируемом участке. 5 Операционные эскизы заготовок на 2 операции. Состав: Пояснительная записка. Рабочий чертеж детали. Чертеж специального приспособления. Чертежи режущего и измерительного инструмента. Планировка оборудования и рабочих мест на проектируемом участке. Операционные эскизы заготовок на 2 операции. Софт: КОМПАС-3D 19
Наладка на автоматную операцию 020. cdw
Патрон универсальный для закрепления протяж (СБ). cdw

Еще чертежи и проекты по этой теме
Компоновочные схемы механосборочных цехов приведены на рис 24.
а) б) в) г)
Рис. Компоновочные схемы механосборочных цехов:
1 – механическая обработка; 2 – узловая сборка; 3 – общая сборка.
Отделение или цех общей сборки с конвейером размещают перпендикулярно к линиям обработки после узловой сборки в конце корпуса или в его середине (рис. а, б). При этом обеспечивают наиболее благоприятные условия передачи изготовляемых деталей и сборочных единиц на конвейер общей сборки в процессе прямоточной межоперационной передачи.
В серийном и единичном производстве применяют компоновочные схемы размещения цеха (отделения) общей сборки в отдельном пролете перпендикулярно или параллельно пролетам или участкам механических цехов (рис.
в, г).
Компоновочная схема механического цеха представлена на рис.
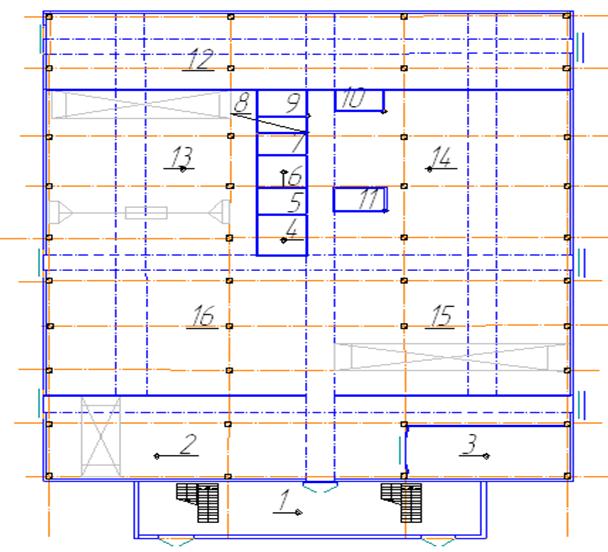
Рис. Компоновочная схема механического цеха: 1 — служебно-бытовые помещения (2 этажа); 2 – склад заготовок и материалов; 3 –заготовительное отделение; 4 — участок ремонта приспособлений и инструмента; 5– инструментально-раздаточная кладовая; 6 –заточное отделение; 7 – бюро техконтроля; 8 – цеховая ремонтная база; 9 –отделения по ремонту электрооборудования; 10 –отделение по переработке стружки; 11 — отделение приготовления и раздачи СОЖ; 12 – промежуточный склад; 13 – участок валов; 14 – участок шестерен; 15 – Участок обработки суппортов; 16 – участок обработки станин и столов.
Содержание и основные этапы проектирования пространственной планировки цеха приведены на рис.
Выбор варианта расположения оборудования на участках механической обработки
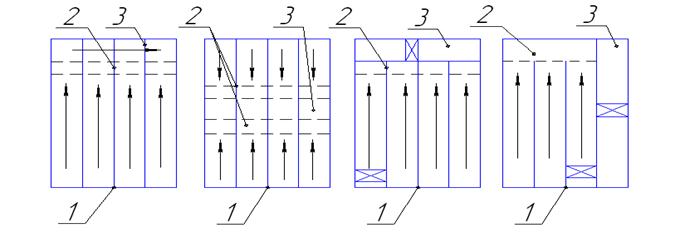
Расположение станков на участках и линиях механической обработки определяется организационной формой производственного процесса, длиной станочных участков, числом станков, видом межоперационного транспорта, способом удаления стружки и другими факторами. Варианты размещения станков приведены на рис.
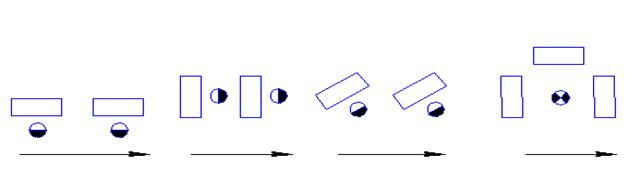
Рис. Варианты размещения станков относительно транспортных средств
а– продольное; б – поперечное; в – угловое; г – кольцевое
Предварительное определение площади цеха и основных параметров производственного здания. Планировка оборудования и рабочих мест
Основные требования к оформлению планов расположения оборудования и рабочих мест, а также используемые при этом обозначения приведены на рис.
Ширину магистральных проездов, по которым осуществляется межцеховые перевозки, принимают равной 4500 – 5500 мм. Ширина цеховых проездов зависит от вида напольного транспорта и габаритных размеров перемещаемых грузов. Для всех видов напольного электротранспорта ширина проезда А (мм) составляет: при одностороннем движении А = Б + 1400, при двустороннем движении А = 2Б + 1600, для робокар при одностороннем движении А = Б + 1400, где Б – ширина груза, мм. Ширину пешеходных переходов принимают равной 1400 мм.
Размещение оборудования в соответствии с выбранным вариантом необходимо обеспечить установленными нормами расстояний между оборудованием при различных вариантах их размещения, а также ширины проездов.
Указанные нормы для схемы рис. даны в табл.
При предварительной проработке компоновочной схемы общую площадь участка и цеха определяют по показателю Sуд. площади, на один станок или одно рабочее место:
Sо=S уд. о Сц,
где Сц — принятое число станков, а в случае сборки- рабочих мест цеха (участка).
Этот показатель зависит от габаритных размеров применяемого оборудования и транспортных средств.
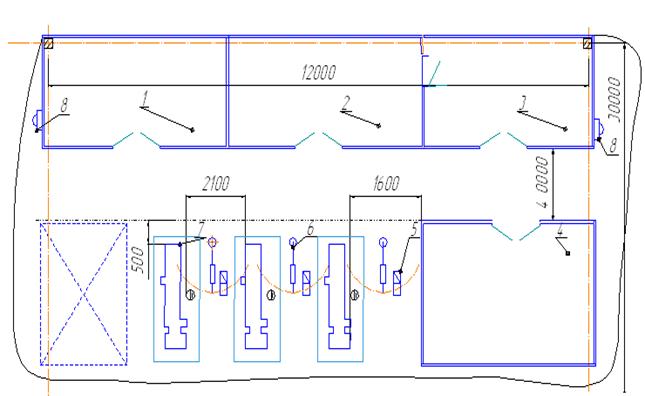
Рис. Фрагмент планировки расположения основного и вспомогательного оборудования на участке механообработки: 1 – участок ремонта приспособлений и инструмента; 2 – инструментально-раздаточная кладовая; 3 – заточное отделение; 4 – бюро техконтроля; 5 – стеллаж для инструмента и оснастки; 6 – консольно-поворотный кран; 7 – токарный станок; 8 – пожарный щит.
Пример планировочного решения станочной линии со стационарным конвейером приведен на рис.
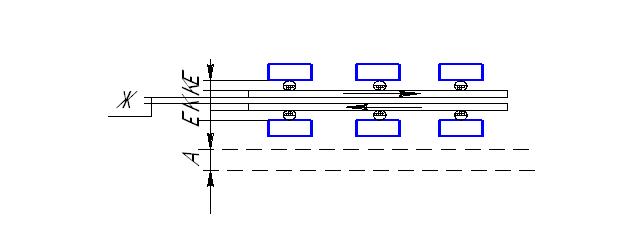
Рис. Транспортная система со стационарным конвейером, при нормах расстояний А = 1400; Д = 400; Е = 1070; Г = 900: Ж ≥ 300; К зависит от размера изготовляемых деталей.
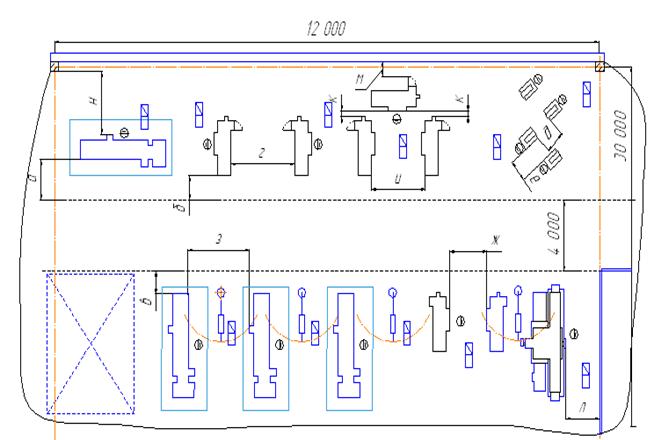
Рис. Схема расположения станков
Нормы расстояний, мм, станков от проезда, между станками, а также от станков до стен и колон зданий
Расстояние
Наибольший габаритный размер станка в плане, мм, не более
От проезда до:
Фронтальной стороны станка (а)
1600/1000
2000/1000
боковой стороны станка (б)
700/500
тыльной стороны станка (в)
Между станками при расположении их:
В затылок (г)
1700/1400
2000/1600
2600/1800
Тыльной стороной друг к другу (д)
Боковыми сторонами друг к другу (е)
1300/1200
Фронтовыми сторонами друг к другу
1300/1200
Одного станка (ж)
2100/1900
2500/2300
Двух станков (з)
1700/1400
1700/1600
По кольцевой схеме (и)
2500/1400
2500/1600
От стен колонн до:
Фронтовой стороны станка (л)
1600/1300
1600/1500
Тыльной стороне станка (м)
Важным при проектировании является выбор строительных параметров здания — сетки колонн и высоты пролета. Поперечный разрез пролетапоказан на рис.
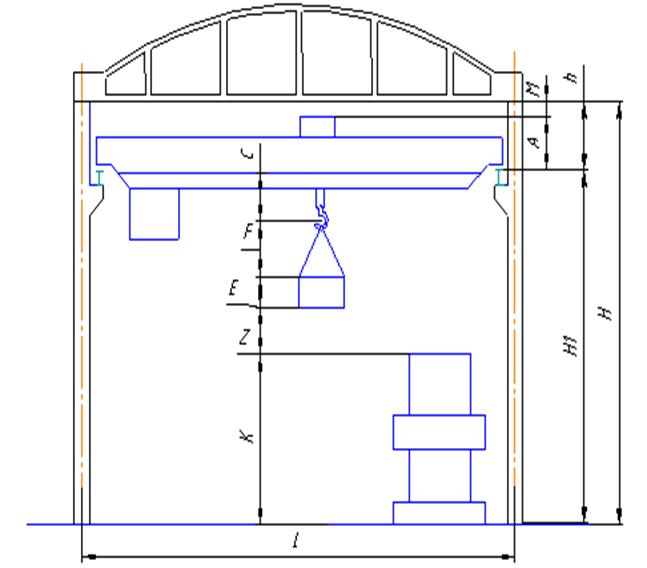
Рис. Поперечный разрез пролета
Высота пролета: H=K +Z +E +F +C +A+M, где K – высота оборудования не менее 2,3 м; Z – безопасное расстояние между грузом и оборудованием, не менее 0,4м; E – высота наибольшего по размеру изделия в положении транспортирования; этот промежуток принимается равным 0,5 – 1,0 м; F – расстояние от верхней кромки наибольшего транспортируемого изделия до центра крюка крана в верхнем его положении, необходимое для захвата изделия цепью или канатом и зависящее от размеров изделия; принимается не менее 1 м ; C – расстояние от предельного верхнего положения крюка до горизонтальной линии, проходящей через вершину головки рельса; величина этого расстояния колеблется в пределах от 0,5 до 1,6 м в зависимости от грузоподъемности и конструкции крана; А – высота мостового крана; M – расстояние от верхней точки крана до перекрытия, не менее 0,1 м; Н = Н1 + h; H = K + Z + E + F + C; h = A + M
Сетку колонн (ширину l и шаг t колонн) и высоту Н пролета выбирают из унифицированного ряда указанных величин, приведенных в табл.
Размеры унифицированных пролетов и грузоподъемность подъемно-транспортных средств
Ширина пролета, м
Высота Н цеха до нижнего пояса ферм, м
Высота головки кранового рельса, м
Тип кранов
Грузоподъемность крана, т*
6,0; 7,2; 8,4
─
Подвесные
0,25 – 5,0
7,2; 8,4
7,2; 8,4
8,4; 9,6
6,15; 6,95; 8,16
Электрические
мостовые
10; 20/5
10,8
12,6; 14,4
9,65; 11,45
То же
10; 20/5; 30/5
16,2; 18,0
12,65; 14,45
12,0; 13,8
То же
30/5
50/10; 75/25
16,2; 18,0
12,0; 13,8
15,6
11,2; 13,0; 14,8
То же
100/20
150/30
19,8
19,8
Примечание. Полужирным шрифтом выделены наиболее употребляемые значения.
* В числителе и знаменателе указаны значения грузоподъемности двухкрючковых кранов.
Сведения о детали, которая изготавливается
Анализ существующего на заводе технологического процесса
Выбор и обоснование типа производства
Выбор вида и метода изготовления заготовки
Разработка маршрутной технологии
Выбор и обоснование технологических баз
Выбор оборудования, приспособлений, режущего, вспомогательного и измерительного инструментов
Определение режимов обработки и основного времени
Разработка расчетно-технологической карты для операции, выполняемой на станке с ЧПУ
Расчет норм времени обработки
Выбор специального режущего инструмента
Выбор приспособления для операции
Выбор конструкции измерительного инструмента для операции
Производственные расчеты и планирование участка
Режим работы участка
Определение нужного количества оборудования на программу и коэффициента загрузки
Определение нужного количества производственных рабочих
Определение нужного количества вспомогательных рабочих, руководителей
Расчет площади и размещение оборудования на участке
Задание на дипломную работу
Тема: Спроектировать участок механического цеха для обработки детали
типа «Колесо зубчатое»________ ____________________________
— исходный чертеж детали _18. 000_________________;
— годовая программа выпуска _5500 шт _______________;
— режим работы участка _2х сменный________________;
— специальное задание.
Содержание дипломной работы:
Производственные расчеты и разработка планировки участка
1) Рабочий чертеж заданной детали
2) Рабочий чертеж заготовки
3) Технический эскиз на 4-6 операций, одна из которых выполняется на станке с ЧПУ
4) Сборочный чертеж приспособления или устройства для механизации и автоматизации
5) Рабочий чертеж мерительного инструмента
7) План участка
Комплект технической документации:
1) Маршрутный технологический процесс
2) Операционные карты
3) Карты эскизов
Введение
Одну из ведущих ролей в экономическом развитии страны играет такая важная отрасль промышленности, как машиностроение. На современном этапе развития машиностроительная промышленность Российской Федерации выпускает более 5000 наименований продукции, находящей применение в самых разных сферах народного хозяйства.
Важным условием улучшения качества продукции машиностроения является постоянное совершенствование существующих технологических процессов изготовления деталей и разработка новых, что неотъемлемо связано с внедрением в производство нового машиностроительного оборудования, разработанного на базе передовых достижений научно-технического прогресса. Российские ученые внесли значительный вклад в технологию машиностроения как науку, разработали её теоретические основы, вопросы точности обработки деталей и жесткости системы станок – приспособление – инструмент – деталь, теорию размерных цепей, типизацию технологических процессов.
Прогрессивным направлением в современном машиностроении является применение гибких автоматизированных производственных систем (ГАПС), основанных на станках с ЧПУ, связанных между собой автоматическими транспортными средствами.
Разработка технологического процесса изготовления детали с применением станков с ЧПУ предъявляет повышенные требования к квалификации инженерно-технического персонала, а также включает в себя глубокий анализ устаревающих технологических процессов с целью выявления путей их оптимизации.
В данной дипломной работе рассматривается вопрос совершенствования существующего технологического процесса изготовления детали «зубчатое колесо» с опорой на технологический процесс, изученный в ходе преддипломной производственной практики. Осуществлен анализ технологичности детали с учетом всех поверхностей, подлежащих обработке резанием. Произведен сравнительный анализ двух способов получения заготовки для заданной детали, выбраны базы для обработки. Выполнен выбор металлообрабатывающего оборудования, металлорежущего инструмента, назначены режимы обработки, рассмотрены методы контроля готового изделия, применяемые для этого инструменты и приспособления.
Помимо разработки технологического процесса с применением станков с ЧПУ, важным фактором, влияющим на эффективность металлообрабатывающего производства, является грамотная планировка расположения оборудования в цехах.
В данной дипломной работе рассмотрен вопрос планирования участка цеха для производства заданной детали. При планировании участка учитывались маршрутная карта изготовления детали, габаритные размеры выбранного оборудования, способ перемещения заготовки между станками, а также рациональное использование производственных площадей цеха.
Заключение
В данной дипломной работе при разработке технологического процесса механической обработки зубчатого колеса, большое внимание уделяется использованию оборудования с ЧПУ, более универсального инструмента, оснастки. Технологический процесс механической обработки увеличится.
В дипломной работе представлено экономическое обоснование способа получения заготовки. Наиболее выгодным способом получения заготовки является метод ковки. Применение данного способа получения заготовки позволило повысить коэффициент использования материала, повысило потребительские свойства.
В данной дипломной работе рассчитываются и назначаются оптимальные режимы резания по всем видам операций, определяется время на обработку на каждом станке. Исходя из рассчитанного времени обработки, определяется количество станков на участке цеха, количество производственных рабочих, вспомогательных рабочих и руководителей.
Применение станков с ЧПУ в проектном маршрутном технологическом процессе позволило оптимизировать проанализированный в работе заводской технологический процесс. Требуемое количество станков снизилось, необходимое количество рабочих также снизилось, что в результате положительно сказалось на экономической составляющей процесса изготовления детали.
карта наладки формат А1. cdw. bak. cdw
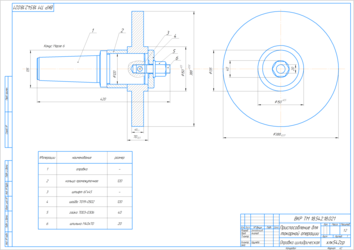
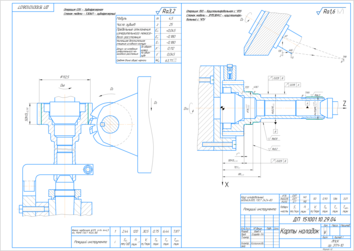
мерительный инструмент формат А1. cdw
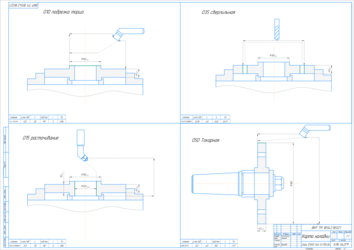
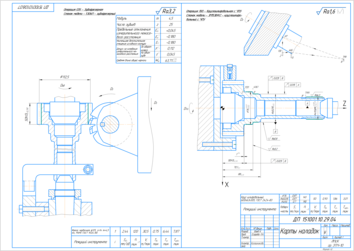
рукоятка перемещения штока
винт крепления каретки
рукоятка левой бабки
измерительный наконечник
измерительный механизм
винт фиксации наконечника
рукоятка фиксацииизмерительного инструмента
рукоятка фиксации угла поворота
рукоятка крепления бабки
маховик перемещения каретки
винт крепления индикатора
ВКР ТМ 18. 542. 021
измерительное приспособление
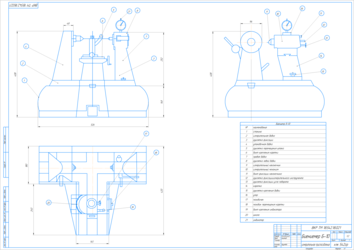
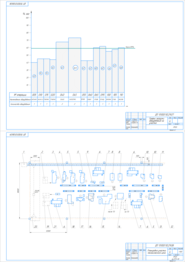
план участка формат А1. cdw
токарно карусельный с ЧПУ
зубофрезерный полуавтомат
зубошлифовальный станок
потолочная кран -балка
ВКР ТМ 18. 542. 021
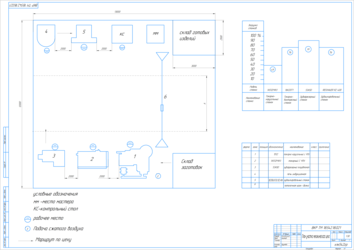
План участка механического цеха
условные обозначения
Подача сжатого воздуха
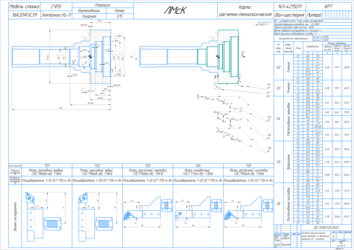
управляющая программа формат А1 цветная. cdw

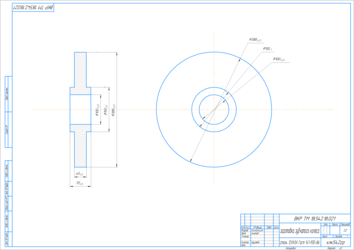
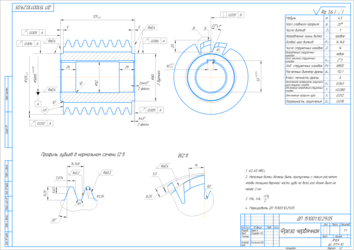
чертеж детали формат А2. cdw
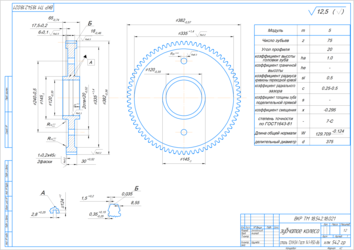
коэффициент граничной
кривизны переходной кривой
коэффициент радиального
коэффициент толщины зуба
поделительной прямой
коэффициент смещения
сталь 12ХНЗА Гост 141-950-86
ВКР ТМ 18. 542. 021
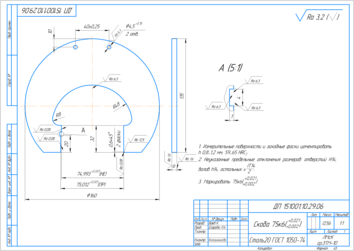
чертеж заготовки формат А2. cdw
заготовка зубчатого колеса
сталь 12ХНЗА Гост 141-950-86
ВКР ТМ 18. 542. 021
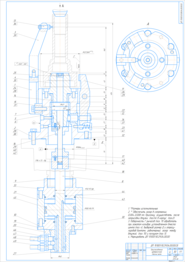
чертеж приспособления формат А2. cdw. bak. cdw
кольцо промежуточное
ВКР ТМ 18. 542. 021
Оправка цилидрическая
зубчатое колесо Земледельцнв. cdw
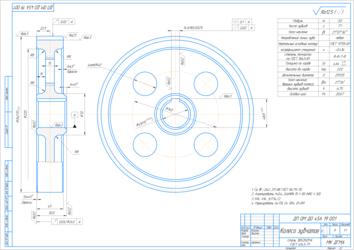
Направление линии зуба
Нормальный исходный контур
коэффициент смещения
вершин зубьев колеса
-262 311 HB ГОСТ 8479-70
Маркировать по РД 24. 854. 01-89
График загрузки, план участка. frw
деталь, и загатока. frw

Нитроцементировать h0
Поверхности зубьев 57 64 HRCэ
поверхности шлицев 51min HRCэ
остальные обработанные поверхности 47min HRCэ. Не допускаются на поверхностях трещины
забоины и др. дефекты. Размеры для справок. Контроль шлицев должен производится по элементам и комплексным
Заточка на одном из зубьев для проверки твердости ядра и глубины
Маркировать ДП 151. 001. 01
Неуказанные штамповочные уклоны 7
Неуказанные радиусы закруглений 3 5 мм. Класс точности — Т4 ГОСТ 7505-89. Степень сложности — С3. Исходный индекс — 15. Допускаемая величина смещения по
поверхности разъема штампа 0
Допускаемая величина остаточного облоя 1
Допускаемая величина высоты заусенца на
поковке по контуру обрезки облоя 5 мм. Поверхность очистить от окалины дробью. *Размер обеспечить инструментом. Маркировать ДП 151001. 02
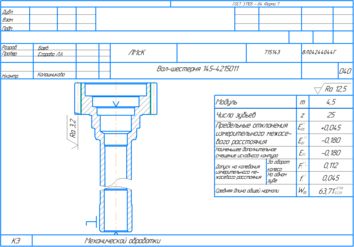
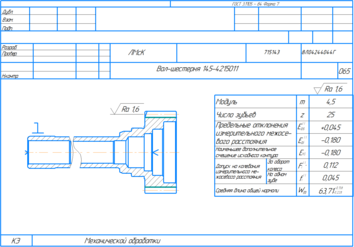
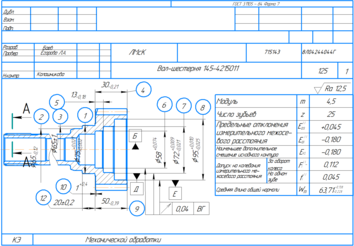
Нормальный исходный контур
Коэффициент смещения
Степень точности по ГОСТ 1643-81
Предельные отклонения изме-
рительного межосевого рас-
Наименьшее дополнительное
смещение исходного контура
Допуск на колебания
Суммарное пятно кон-
Диаметр основной окружности
Средняя длина общей нормали
Измерительные разме-
ДП 151001. 01
ДП 151001

карты наладок. frw
Операция 035 — Зубофрезерная
Станок модели — 5306П — зубофрезерный
Предельные отклонения
измерительного межосе-
Наименьшее дополнительное
смещение исходного контура
Допуск на колебания
Средняя длина общей нормали
Фреза червячная ф125
Операция 100 — Круглошлифовальная с ЧПУ
Станок модели — 3М153ВФ2 — круглошлифо-
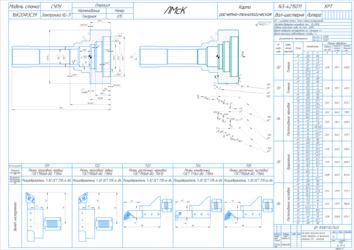
Расчётно-технологическая
карта обработки на выполнение
опереации 015 — токарная
расчетно-технологическая
ИТ — исходная точка. Точка смены инструмента
Частота вращения шпинделя
Подача холостого хода
Время поворота инструмента на 1 позицию 1 с
Время фиксации револьверной головки 1 с
Дискретность перемещения
Растачивание черновое
Растачивание чистовое
Резец проходной правый
Резец проходной левый
Резец расточной черновой
Резец расточной чистовой
Резцедержатель 1-30 ОСТ П15-4-84
Резцедержатель 1-30 ОСТ П15-6-84
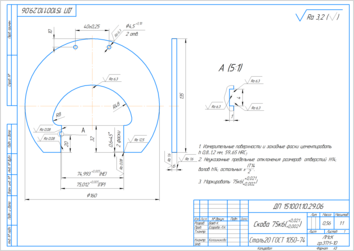
приспособление зубофасочное. frw
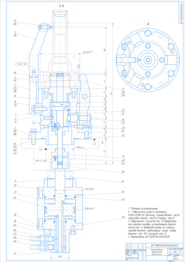
ДП 151001. СБ
*Размеры исполнительные. Обеспечить зазор в сопряжении
8 мм. Пригонку осуществлять после
заприсовки втулки (поз. 14) в корпус (поз. Поверхность Г рычагов (поз. 11) обработать
установленном вместо
выдержав размер Д и отрегу-
лировав винтами равномерный зазор между
втулкой (поз. 15) и ползуном (поз. Маркировать ДП 151001. 00
ДП 151001
калибр скоба 05. cdw
Сталь20 ГОСТ 1050-74
Измерительные поверхности и заходные фаски цементировать
Неуказанные предельные отклонения размеров: отверстий
Фреза червячная м=4,5. cdw
Неполные витки должны быть притуплены с таким расчетом
чтобы толщина верхней части зуба по всей его длине была не
Маркировать ДП 151001. 05
Угол главного профиля
Направление линии витка
Число стружечных канавок
Направление стружечных
Угол наклона стружечных
Ход стружечных канавок
Расчетный диаметр фрезы
Класс точности фрезы
Накопленная погрешность окружного
шага окружных канавок
Отклонение направления стружечных
Отклонение профиля зуба
Погрешность зацепления
Профиль зубьев в нормальном сечени (2:1)


ДП 151001. СБ
Размер исполнительный. Контролируемые параметры. Маркировать ДП 151001
Ведомость ДП. spw

Спроектировать участок
механического цеха для обработки
детали-представителя «Вал-шестерня
Спроектировать участок
механического цеха для
представителя «Вал-шестерни
Комплект документов на
единичный технологичес-
кий процесс механической
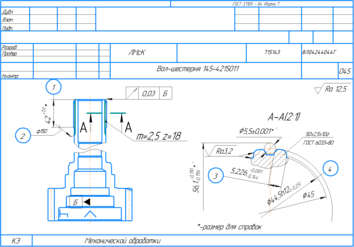
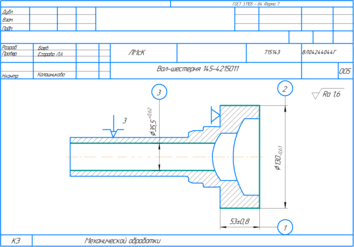
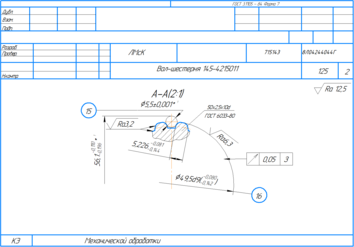
Деталь вал-шестерня 145-4215011
ДП151001. Приспособление зубофасочное
Планировка оборудования
допуски на пробки. frw
карта эскизов 040. frw
Предельные отклонения
измерительного межосе-
Наименьшее дополнительное
смещение исходного контура
Допуск на колебания
Средняя длина общей нормали
ГОСТ 3. 1105 — 84 Форма 7
Механической обработки
Вал-шестерня 145-4215011
карта эскизов 045. frw
ГОСТ 3. 1105 — 84 Форма 7
Механической обработки
Вал-шестерня 145-4215011
*-размер для справок
карта эскизов 065. frw
карта эскизов005. frw
эскиз контроля 2лист. frw
эскиз контроля. frw
Фрагмент п. 3,2. frw

Фреза, карты наладок. frw

ДП 151001. 06
Неполные витки должны быть притуплены с таким расчетом
чтобы толщина верхней части зуба по всей его длине была не
Маркировать ДП 151. 001. 06
Операция 035 — Зубофрезерная
Станок модели — 53А20В — зубофрезерный
Угол главного профиля
Направление линии витка
Число стружечных канавок
Направление стружечных
Угол наклона стружечных
Ход стружечных канавок
Расчетный диаметр фрезы
Класс точности фрезы
Накопленная погрешность окружного
шага окружных канавок
Отклонение направления стружечных
Отклонение профиля зуба
Погрешность зацепления
Предельные отклонения
измерительного межосе-
Наименьшее дополнительное
смещение исходного контура
Допуск на колебания
Средняя длина общей нормали
Операция 085 — Круглошлифовальная с ЧПУ
Станок модели — 3М153ВФ2 — круглошлифо-
Профиль зубьев в нормальном сечени (2:1)

Эскиз внешнего вида лабораторного корпуса
Многолетний непосредственный опыт работы с пользователями синхротронного излучения в ЦКП СЦСТИ ИЯФ, а также опыт работы других, в том числе зарубежных, центрах синхротронных исследований показывает, что эффективность использования источника синхротронного излучения поколения 4+ «СКИФ» определяется не только уникальными высокотехнологичными возможностями источника и экспериментальных станций, но и инфраструктурой вспомогательных лабораторий, доступной пользователям.
ЦКП «СКИФ» предлагает пользователям сочетание сервиса поддержки эксперимента, анализа полученных данных и обучения студентов и новых пользователей. Лаборатории поддержки ЦКП «СКИФ» предоставят пользователям синхротронного оборудования уникальный набор вспомогательных услуг, включая срочное изготовление отдельных деталей и узлов станций и окружения образца, подготовку образцов, предварительные лабораторные эксперименты, анализ данных.
Комплекс лабораторий поддержки — составная часть ЦКП «СКИФ», он размещаются в отдельностоящем корпусе, соединенном переходами с основным зданием (экспериментальным залом) и административно-бытовым корпусом. В составе лабораторного корпуса предусмотрены отдельные блоки для лабораторных исследований, обучения пользователей и обработки результатов экспериментов.
Назначение, основные задачи лабораторного комплекса
Лабораторные исследовательские приборы и машины подбираются таким образом, чтобы оптимально дополнять возможности экспериментальных станций для поддержки исследовательской работы на синхротронном излучении и обучения как начинающих пользователей, так и студентов. Проектные возможности лабораторного корпуса определяются исходя из потребностей пользователей экспериментальных станций и нацелены на решение следующего круга задач:
Организация работы лабораторного корпуса
Работы на оборудовании лабораторного корпуса осуществляются как по предварительной заявке, так и в оперативном режиме при наличии возможности. Последовательность и длительность работ определяется пользователями по согласованию с персоналом лабораторного корпуса. Непосредственно на приборах работают сотрудники (персонал) станций, имеющий соответствующие допуски для работы. Пользователи ЦКП «СКИФ» могут быть допущены к самостоятельной работе при наличии необходимых допусков и после прохождения инструктажа на рабочем месте с регистрацией в журнале. Персонал лабораторного комплекса осуществляет поддержку оборудования, помогает и контролирует пользователей в самостоятельной работе на большинстве приборов. В лабораторном корпусе не предусматривается обращения сильнодействующих отравляющих веществ, веществ с особыми условиями обеспечения радиационной безопасности, патогенных микроорганизмов и вирусов, веществ, вызывающих эпидемиологическую угрозу, инициирующих и взрывчатых веществ.
Состав лабораторного корпуса
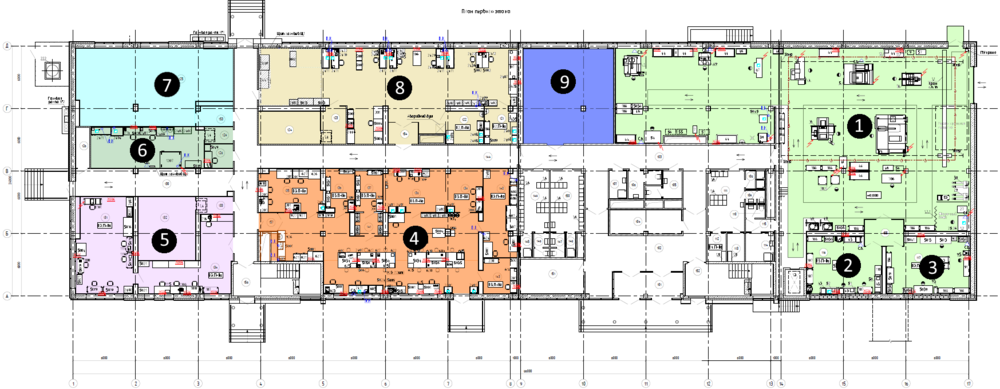
Эскиз планировки 1-го этажа. 1 – участок механической обработки и пробоподготовки, 2 — сектор сборки, 3 — сектор вакуумных испытаний, 4 – участок макромолекулярной кристаллографии, 5 – участок миркоскопии, 6 — вакуумно-технологический участок, 7 — участок спектроскопии, 8 – участок химической подготовки, 9– участок дифрактометрии.

Эскиз планировки 2-го этажа. 1-21 и 1-22 – участок механической обработки и пробоподготовки, 11 – участок томографии, 12 – участок термического анализа, 13 – комната отдыха, 14 – терминальный класс, 15 – офисы.
В составе лабораторного комплекса планируются следующие участки:
1
Механической обработки и пробоподготовки
Основное назначениеОбработка заготовок, изготовление/доработка деталей и оснастки для экспериментальных станций СИ и ускорительного комплекса. Подготовка образцов: резка, шлифование, полирование, сверление заготовок
Основное оборудование
Станочная металлообработка в т. ЧПУ, электроискровая и лазерная резки, ленточная пила, сверление, 3D печать. Слесарные, сварочные работы. Отрезные, шлифовальные, полировальные станки для пробоподготовки к исследованиям на СИ. 2
Механической обработки (сектор сборки) ISO 8
Основное назначениеСборка в чистых условиях высоковакуумных узлов и компонентов вакуумных систем для экспериментальных станций СИ и ускорительного комплекса. Сборка в чистых условиях рентгеновских детекторов. Основное оборудование
Слесарные верстаки и инструменты
3
Вакуумных испытаний ISO 8
Основное назначениеОткачка и отжиг, проверка на вакуумную прочность узлов и агрегатов. Основное оборудование
Многофункциональные течеискатели. Высоковакуумный откачной пост. Источники питания и средства для отжига вакуумных объемов
4
Макромолекулярной кристаллографии, в том числе:
— Комната для раскапывания препаратов биополимеров
ISO 7, 17-23 С
— Комната выращивания кристаллов
ISO 8, 17±1 С
— Комната выращивания кристаллов
ISO 8, 4±1 С
— Комната извлечения кристаллов белка
ISO 7, 17-23 С
— Предварительный РСА ISO 7, 17-23 С
— Помещение пробоподготовки кристаллографии
ISO 7, 17-23 С
— «Темная комната», требуется красное освещение
ISO 7, 17±1 С
Основное назначениеКомплекс из термостатированных комнат для подготовки кристаллов после транспортировки, кристаллизации белков с возможностью проверки кристаллов. Замена буферного раствора для транспортировки на раствор для кристаллизации и/или концентрирование белка. Электрофорез белка (оценка чистоты). Доочистка белка (если необходимо). Измерение концентрации белка. Определение гомогенности белка перед кристаллизацией. Приготовление растворов осадитлей. Раскапывание белка и осадителей на специальном оборудовании. Кристаллизация белка разными способами. Заморозка кристаллов, их хранение и транспортировка на станцию. Основное оборудование
Центрифуги c охлаждением и без. Набор для проведения белкового электрофореза. Хроматографическая система, в комплекте с коллектором фракций и набором предзабитых колонок. Система для оценки светорассеивания и дзета-потенциала. Робот для приготовления растворов осадителей. Кристаллизационный робот для приготовления капель белка и добавления в них раствора осадителя. Робот для подготовки капель белка к кристаллизации. Станция автоматизированного розлива реагентов. Спектрофотометр. Морозильники (-30 С), (от -50 до -86 С). Ледогенератор. Cистема водоочистки. Лабораторные весы. Микроскопы. Набор для заморозки и транспортировки кристаллов белка. Дифрактометр. 5
Микроскопии, в том числе:
— Оптическая микроскопия
ISO 8
— Электронная микроскопия
ISO 7
— Прецизионная микроскопия
ISO 6
Основное назначениеОтбор образцов и исследования на СЭМ, АСМ и др. микроскопах. Основное оборудование
Настольный сканирующий электронный микроскоп. Сканирующий электронный микроскоп высокого разрешения. Двухлучевой электронный микроскоп. Раман микроскоп c атомно-силовым микроскопом. Конфокальный микроскоп. Автоматический профилометр. Инспекционный микроскоп. Инвертированный микроскоп. Микроманипулятор. Система ионного травления. 6
Вакуумно-технологический
ISO 6
Основное назначениеОчистка поверхности в плазме, вакуумное напыление покрытий и тонких пленок. Основное оборудование
Установка вакуумного напыления. Установка ионно-лучевого напыления. Установка напыления оптических покрытий. Толщиномер эллипсометр. 7
Спектроскопии
ISO 8
Основное назначениеИсследование элементного состава и соединений
Основное оборудование
Химический шкаф. Перчаточный бокс. Газовый хроматограф/масс-спектрометр. Анализатор газов. Система смешения газов и паров жидкости. Рамановский спектрометр с Рамановским микроскопом. Рентгеновский спектрометр. ИК спектрометр с газовыми ячейками. UV-Vis спектрометр с приставками. Времяразрешенный флуоресцентный спектрометр. Пресс лабораторный гидравлический. 8
Химической подготовки ISO 8
Основное назначение
Пробоподготовка с использованием кислот, щелочей и др. агрессивных сред — удаление загрязнений, покрытий, химическая активация, пассивация поверхностей, окисление, восстановление, нанесение покрытий, синтез и растворение полимеров. Наполнение газовыми смесями реакционных камер. В т. комната для литографических процессов (без солнечного света, опционально белое или красное освещение, локальные чистые зоны ISO-5)
Основное оборудование
Установка плазменной очистки. Аналитические весы. Ультразвуковые ванны. Шкафы для хранения реактивов, посуды и инвентаря. Плитки лабораторные. Лабораторные магнитные мешалки с подогревом и без. Спектрофотометр кюветный. рН метр. Система ACQUITY H-CLASS с тандемным квадрупольным масс- cпектрометром. Дистиллятор электрический. Установка для электролитического травления
Установка ионного травления. Сушильный вакуумный шкаф. Муфельная печь. Центрифуга для нанесения/проявления фоторезиста или сушки. Установка гальванопластики. Установка электрополирования. Планетарная мельница. Вакуумная высокотемпературная печь. Посудомоечная машина для хим посуды. Холодильник для хранения химреактивов. Титратор. Ротационный испаритель. Лабораторная СВЧ печь для подготовки образцов
9
Дифрактометрии
Основное назначениеОтбор образцов и предварительный рентгеновский дифракционный анализ порошковых, монокристаллических образцов. Основное оборудование
Многоцелевой комплекс структурного анализа. Дифрактометр монокристаллический. Дифрактометр поликристаллический. In situ ячейки. Низкотемпературная камера с опцией контролируемой влажности (-180. 400 С). Высокотемпературная камера(до 2300 С). Среднетемпературная камера (до 1200 С). Микроскоп стереоскопический. Поляризационный микроскоп
Порошковый дифрактометр для съемок в температурных и климатических камерах на отражение. Плотномер. 10
Механических испытаний
Основное назначениеКомплексное исследование функциональных и механических свойств (ударо- и коррозионное стойкость, термостойкостью, абразивный износ, жаропрочность), проведение механических испытаний образцов и изделий для сопоставления с последующим изучением структурно-фазового состава с помощью синхротронного излучения. Подготовка образцов для исследований посредством высококонцентрированного лазерного воздействия или изготовление с помощью технологии 3D печати. Основное оборудование
Иттербиевый волоконный лазер. Пресс горячего и холодного изостатического прессования. Микроскопы исследовательские. Лазерный дифракционный анализатор размера частиц. Универсальная разрывная машина. Универсальная испытательная машина настольного типа. Машина для усталостных испытаний на изгиб. Машина трения. Твердомер Виккерса, автоматический. Камера соляного тумана. Измеритель температуропроводности. Камера термоудара. 3D принтер (металл) с порошками. Вакуумная печь. Муфельная печь. 11
Томографии
Основное назначениеПроведение предварительных томографических исследований мелких лабораторных животных. Основное оборудование
Оптический томограф. ЯМР томограф. In Vivo оптический томограф. 12
Термического анализа
Основное назначениеХарактеризация элементного состава и соединений образцов перед исследованиями на СИ посредством ТГА и ДСК. Основное оборудование
Синхронный термический анализатор. ДСК высокого давления для особых реакций. Универсальный высокочувствительный дифференциальный сканирующий калориметр. Термогравиметрический анализатор в комплекте с интегрированным масс-спектрометром. 13
Комната отдыха
Обеспечение для персонала лабораторного комплекса и пользователей при работе в сменном режиме условий для приема пищи, отдыха, спортивных разминок. 14
Терминальный зал
Проведение учебных занятий со студентами с демонстрацией расчетов и методик работы на экспериментальном оборудовании. Виртуальное обучение работе на станциях СИ, дистанционная работа на приборах, обработка результатов. 15
Офисы персонала и пользователей
Размещение персонала лабораторного комплекса и пользователей для выполнения офисных работ, проведение совещаний и семинаров.
Механообрабатывающее производство
Механическая обработка — это обработка заготовок из различных материалов при помощи механического воздействия. Воздействие это может быть различной природы, но цель всегда одна: создание изделия или заготовки по формам и размерам для последующих технологических операций с ним.
АО Завод имени А. Кулакова
Механообрабатывающее производство представляет собой комплекс технологических участков, планировка которых должна отвечать требованиям групповой технологии механообработки. Технологические участки формируются по видам оборудования с учетом многостаночного обслуживания автоматического и полуавтоматического оборудования. Подключение станков с ЧПУ в автоматизированную систему управления технологическими процессами (АСУТП) создает условия для организации групповых методов производства деталей арматуры с применением групповых средств технологического оснащения. Для финишных операций используется специальное и специализированное оборудование.
Технология механообрабатывающего производства арматуры основана на группировании деталей по конструкторско-технологическим признакам и разработке групповой технологии на детали, имеющие конструкторско-технологическое подобие. При общем соблюдении принципа групповой технологии производится разработка индивидуальных комплектов технологических документов с использованием средств автоматизированной системы технологической подготовки производства (АСТПП) и использованием аналогов (в первую очередь освоенных в производстве).
Механообрабатывающее производство АО Завод имени А. Кулакова
1 Токарная обработка металлических материалов на станках с ЧПУ и обрабатывающих токарно-фрезерных центрах с ЧПУ с противошпинделем.
Оборудование для токарной обработки металлических материалов на станках с ЧПУ
2 Группа универсальных токарно-винторезных станков для обработки металлических и неметаллических материалов.
Детали типа «Тело вращения»
3 Фрезерная обработка металлических материалов на станках с ЧПУ и обрабатывающих фрезерных центрах с ЧПУ. Имеется горизонтальная поворотная ось (4-ось) с задней бабкой.
Допустимые размеры зоны обработки при 3-х осевой обработке
Допустимые размеры заготовки при 4-х осевой обработке
Оборудование для фрезерной обработки металлических материалов на станках
4 Фрезерная обработка цветных металлов на высокоскоростном гравировально-фрезерном станке с ЧПУ. Имеется горизонтальная поворотная ось (4-ось) с задней бабкой.
Высокоскоростная обработка деталей различных конфигураций и форм.
Допустимая зона 3-x осевой обработки при высоте детали не более 190 мм
Фрезерная обработка металлов

5 Группа универсальных фрезерных станков для обработки металлических и неметаллических материалов.
Плоские детали с обработкой по плоскостям и контуру, окон, отверстий
6 Горизонтально-расточной станок с ЧПУ для комплексной обработки сложных корпусных деталей из черных и цветных металлов.
Допустимая зона обработки по осям
Горизонтальный-расточный станок с ЧПУ

7 Обработка деталей на электроэрозионных проволочно-вырезных станках с ЧПУ с возможностью изменения угла наклона проволоки.
Максимальные размеры заготовки
8 Плоскошлифовальная обработка.
9 Шлифовальная обработка на круглошлифовальном станке с ЧПУ
Круглошлифовальный станк с ЧПУ

Круглая шлифовка на универсальном круглошлифовальном станке
Проведение измерений деталей, состоящих как из стандартных геометрических элементов, так и из сложных поверхностей и профилей, на координатно-измерительной машине портального типа.
Диапазон перемещений по осям
Параметры точности: Погрешность, мкм: не более ±1,5+L/333,
где L – измеряемая длина в мм.
Координатно-измерительная машина

Разработка технологического процесса механической обработки детали
Уникальность работы 100% ☺
Маршрутный техпроцесс изготовления деталиРасчетно технологическая карта
Расчетно-технологическая карта механической обработки деталиСхема линейноного размерного анализа
РЕФЕРАТПЕРЕЧЕНЬ ЛИСТОВ ГРАФИЧЕСКИХ ДОКУМЕНТОВВВЕДЕНИЕ1 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ1. 1 Описание детали и характеристика обрабатываемого материала 51. 2 Анализ технологичности детали 71. 3 Конструкторско-технологический код детали 101. 4 Анализ точности и шероховатости поверхностей 111. 5 Маршрутный технологический процесс механической обработки 131. 6 Выбор оборудования 161. 7 Выбор средств технологического оснащения 261. 8 Размерный анализ 311. 1 Расчет звеньев, где замыкающее звено – конструкторский размер 311. 2 Линейные размерные цепи, где замыкающим звеном является припуск. 371. 3 Расчет припусков и межпереходных диаметральных размеров 411. 9 Расчет режимов резания и нормирование времени 541. 10 Проектирование участка механической обработки детали «Вал ведущий» 1181. 1 Расчет количества оборудования и его загрузки 1181. 2 Расчет численности рабочих 1211. 3 Выбор внутрицехового транспорта 1231. 4 Выбор способа транспортировки и переработки стружки 1241. 5 Выбор параметров здания цеха 1242. ЭКОНОМИЧЕСКАЯ ЧАСТЬ2. 1 Исходные данные 1272. 2 Расчет основных параметров 1272. 3 Расчет заработной платы 134Расчет стоимости заготовки 140Определение себестоимости продукции 141ЗАКЛЮЧЕНИЕБИБЛИОГРАФИЧЕСКИЙ СПИСОКПРИЛОЖЕНИЕ А – СпецификацияПРИЛОЖЕНИЕ Б – Комплект технологической документации
Описание работы
Полное наименование темы дипломной работы: «Выявление технологических резервов на участке механической обработки детали — «вал ведущий» с программой выпуска 1000 шт. с подбором необходимого нового оборудования».
В процессе разработки выпускной квалификационной работы проводился анализ точности детали, и была определена оценка её технологичности. Также был проведен анализ технологичности детали, спроектирована новая форма заготовки. Разработан комплект технологической документации, содержащий маршрутное и операционное описание технологического процесса изготовления детали. Так же были произведены расчеты режимов резания и норм времени.
Базовый техпроцесс разработан для единичного типа производства. На данных операциях применяется малопроизводительное устаревшее оборудование. В условиях современного серийного производства необходимы более производительные и точные станки, уменьшающие себестоимость детали. В проектном варианте технологического процесса предлагается заменить старое оборудование на более современные и высокопроизводительные – станки с числовым программным управлением (ЧПУ)
Разработан комплект технологической документации, который содержит маршрутное и операционное описание технологического процесса изготовления детали, эскизы операций и схемы базирования, описание режущего, вспомогательного и контрольно-измерительного инструмента. Рассчитаны основные технико-экономические показатели технологического процесса обработки детали.
Расчетно-пояснительная записка;2. Доклад к защите — речь;3. Презентация;4. Карта операционная;5. Спецификация;6. Чертежи:
- Вал ведущий — рабочих чертеж;
- Заготовка-штамповка;
- Линейный размерный анализ;
- Маршрутный технологический процесс изготовления детали «Вал ведущий»;
- Расчетно-технологическая карта операции «015 Токарная с ЧПУ»;
- Расчетно-технологическая карта операции «060 Токарная с ЧПУ»;
- Планировка участка механической обработки детали «Вал ведущий»;
- Технико-экономические показатели.
Чертежи выполнены в программе «Компас».
Цена дипломной работы
2600 ₽
Нашли дешевле? — Где?
Сделаем еще дешевле!
Эту работу вы можете получить по обмену
 +Отзывы")




